
Исследование функциональных узлов источника питания для индукционного высокочастотного комплекса
Введение
Силовые полупроводниковые приборы — тиристоры и диоды, придавшие новый импульс развитию силовой электроники, — являются основными элементами тиристорных преобразователей электрической энергии. Для расширения технологических возможностей тиристорных источников электропитания индукционных установок с нагревом токами высокой частоты (ТВЧ), улучшения КПД преобразования электрической энергии и обеспечения работы с различными индукторами в состав источников питания включаются дополнительные узлы — выходные трансформаторы, конденсаторы, реакторы [1].
Рассматриваемый ниже тиристорный источник питания выполнен для индукционного нагревательного комплекса трубогибной установки ТГУ–325. Источник питания обеспечивает нагрев бесшовных труб большого диаметра от 80 до 325 мм из обычной и нержавеющей стали. Трубогибная установка осуществляет поперечную гибку труб с радиусом загиба до 4 м для энергетического хозяйства предприятий химической, газонефтеперерабатывающей промышленности и некоторых других производств [2].
Гибка трубы производится продольно-поперечным смещением конца трубы во вращающихся валках после предварительного местного разогрева участка трубы токами высокой частоты (ТВЧ) в кольцевых индукторах различного диаметра. Металл под индуктором разогревается до температуры 800 °С. Для сохранения структуры металла и исключения местных дефектов разогрев трубы производится индукторами, объединенными с душевым спрейером.
Аналогом индукционной установки является индукционный высокочастотный комплекс японского производства с тиристорным источником питания. До модернизации трубогибной установки ТГУ-325 индукционный нагрев обрабатываемой трубы осуществлялся от электромашинного генератора (ЭМГ) — машиногенераторной установки ВПЧ-100-2400 УХЛЧ с двигателем мощностью 130 кВт и номинальным коэффициентом мощности энергии, потребляемой от сети cos φс = 0,9. Источник питания с электромашинным генератором комплектовался следующим силовым оборудованием: шкафом ВЧ коммутационной аппаратуры ШТЕ9911-58 А2Б и шкафом возбудителя ШТЕ-45-10, станцией управления, типовым закалочным трансформатором ТЗ-800УХЛЧ и батареей компенсирующих конденсаторов.
Источник питания с ЭМГ требовал постоянных профилактических работ, его ремонт был весьма трудоемким. Кроме того, у электромашинного источника питания был невысокий КПД, даже при поддержании коэффициента мощности нагрузки близким к единице, что не всегда соблюдалось в процессе ручного регулирования трубогибным комплексом при многочасовой непрерывной работе.
На рис. 1 приведен общий вид и показано размещение энергетического оборудования индукционной трубогибной установки с тиристорным преобразователем частоты. В составе силового энергетического оборудования далее нами рассматриваются ввод питания, тиристорный преобразователь частоты (ТПЧ), батарея компенсирующих конденсаторов (конденсаторная батарея, КБ) и трансформатор закалочный (ТЗ) высокочастотный.

Рис. 1. Силовое энергетическое оборудование инверторно-индукционного комплекса для нагрева ТВЧ бесшовных труб большого диаметра
Индукторы, высокочастотный трансформатор и батарея компенсирующих конденсаторов после замены ЭМГ на ТПЧ сохранены прежними, в них произведены лишь переключения, вызванные, в основном, меньшей величиной выходного напряжения ТПЧ. Номинальная частота и выходная мощность разработанного тиристорного преобразователя частоты соответствуют электромашинному генератору. В электромеханическом комплексе регулируется скорость передвижения трубы, коэффициент мощности и рабочая частота инверторно-индукторного контура нагрева.
Переменное напряжение 3×380 В, 50 Гц через коммутационную аппаратуру подается на диодный трехфазный выпрямитель. Выпрямленное напряжение через фильтровый дроссель подается на инвертор постоянного тока резонансного типа со встречно-параллельными диодами и удвоением частоты, через закалочный трансформатор подключается индуктор.
Перед пуском инвертора осуществляется диагностика состояния источника электропитания (исправность полупроводниковых элементов и готовность системы защиты), проверяется отсутствие коротких замыканий на «землю» и других неисправностей, производится заряд конденсаторов защиты и предварительный заряд коммутирующего конденсатора, затем подаются импульсы управления пониженной частоты на тиристоры.
Когда инвертор включается в работу, система автоматического управления приводит рабочую частоту инвертора к резонансной и осуществляет управление процессом нагрева в зависимости от требуемой температуры нагрева или скорости перемещения трубы. Разумеется, это очень упрощенное описание, дающее общее представление о последовательности действий.
Сигналы управления формируются блоком управления и защиты инвертора, назначением которого является формирование импульсов управления тиристорами инвертора, автоматическое изменение частоты следования импульсов в зависимости от выбранных режимов работы, выключение преобразователя в аварийных ситуациях, а также диагностика причин запрета на включение инвертора.
Преобразователь имеет быстродействующую бесконтактную защиту, отключающую его от питающей сети при срыве инвертирования; превышении номинального тока; перегреве конструктивных узлов, охлаждаемых водой; понижении давления воды на входном коллекторе или отсутствии протока воды в канале водоохлаждения; блокировки включения в работу.
Технические особенности нагревательного комплекса следующие: автоподстройка частоты при замене диаметра обрабатываемой трубы и индуктора; стабилизация электрического режима индукторов при колебаниях напряжения питающей сети; возможность работы преобразователя в ручном и автоматических режимах.
Требования к статическому источнику питания индукционного комплекса обычные — повышенный КПД, надежность и ремонтоспособность, эксплуатация и возможность обслуживания цеховым электротехническим персоналом.
Схемотехнические модели узлов силового энергетического оборудования инверторно-индукционного комплекса
При разработке, исследовании и внедрении устройств силовой электроники нами используется программа схемотехнического моделирования — симулятор последнего поколения MicroCAP 9 (Microcomputer Circuit Analysis Program фирмы Spectrum Software), использующий Spice-модели электронных компонентов — в первую очередь, полупроводниковых приборов: транзисторов, тиристоров и диодов [3].
Spice-модели и их модификации используются различными программами схемотехнического моделирования — PSpice A/D (профессиональная версия, входящая в DesignLab компании Microsim), OrCAD и др., каждая из которых находит своих пользователей. Сейчас пользователь имеет возможность создавать и применять новые модели силовых компонентов и включать их в библиотеки наряду с моделями полупроводниковых компонентов схем известных фирм Motorola, Philips и др. Последние версии программы моделирования MicroCAP функционируют под управлением привычной для отечественных пользователей операционной системы Windows.
Исходя из практики моделирования укажем, что, несмотря на сложность макросов моделей полупроводниковых элементов, применение их в программах-симуляторах не вызывает затруднений, в отличие от кажущихся несложными PSpice-моделей простых элементов, требующих осмысленного подхода к их созданию и использованию. Рассмотрим модели синусоидальных источников, представляющих 3-фазную сеть переменного тока промышленной частоты, импульсного источника сигналов, имитирующего импульсы управления силовыми тиристорами инвертора, и модель сердечника закалочного трансформатора.
Моделирование источника питания
Индукционные комплексы как мощные потребители подключаются к трехфазной сети переменного тока 50 Гц с линейным напряжением 380 или 660 В. В промышленных сетях используются 3 фазы, сдвинутые на 120° (обозначаемые как А, В и С), с глухо заземленной нейтралью.
Программа Micro-Cap использует модели Spice, PSpice и модели собственного формата. Модель источника синусоидального напряжения в Micro-Cap 9 имеет вид V=A×exp (-T/TAU)×sin (2×PI×F×TIME+PH)+DC, где T=TIME mod RP. При схемотехническом моделировании нами используются модели источников синусоидального напряжения следующего вида – V=A×sin (2×PI×F×TIME+PH)+DC. Это не Spice-модель источника синусоидального напряжения.
На рис. 2 показан график и параметры модели фазы В. На панели параметров источника фазы В (обозначенного нами как PHASE_B) установлены параметры этого источника напряжения с начальной фазой PH=2.0944 и DС =0. DС — уровень постоянной составляющей в напряжении фазы, 2*PI*F — угловая частота синусоидального напряжения, TIME — текущее время.

Рис. 2. График напряжения (слева) и параметры модели (справа) фазы В
Синтаксис оператора модели —.MODEL <model name> SIN ([model parameters]). Для нашего случая:.model V1 sin (F=50 A==310 PH=2.0944 DC=0). Атрибуты модели определяют имя для операторов модели. Операторы модели могут указываться в текстовой области, на рабочем поле или в библиотеках — .MODEL PHASE_A SIN (F=50Hz A=310V DC=0 PH=0 RS=1m RP=0 TAU=0). Последовательность параметров модели не имеет значения.
Параметры моделей синусоидальных источников напряжения трех фаз А, В и С приведены в таблице 1.
| Параметры моделей синусоидальных источников | ||||
| Параметр (Parameter) | Обозначение (Name) | Модель фазы А PHASE_A | Модель фазы B PHASE_B | Модель фазы С PHASE_C |
| (Единицы /Units) | ||||
| Амплитуда (Amplitude) | А (Volts/Вольты) | 310 | 310 | 310 |
| Уровень постоянного тока (DC level) | DC (Volts/Вольты) | 0* | 0* | 0* |
| Частота (Frequency) | F (Hz) | 50 | 50 | 50 |
| Начальная фаза (Phase) | PH (Radians/радианы) | 0 | 2,0944 | 4,1888 |
| Период повторения экспоненты (Repetition period of exponential) | RP (s/сек) | 0* | 0* | 0* |
| Внутреннее сопротивление источника (Source resistance) | RS(ohms/Омы) | 1 m* | 1 m* | 1 m* |
| Постоянная времени экспоненты (Exponential time constant) | TAU (s/сек) | 0* | 0* | 0* |
На рис. 2 показано окно с временным графиком (Voltage vs. Time) незатухающего напряжения фазы В с соответствующей начальной фазой PH.
На графиках напряжений 3-фазной сети переменного тока (рис. 3) показаны соответствующие фазы напряжений сети переменного тока. В силовой электронике фазой называют как отдельную шину трехфазного источника питания с соответствующей цветной маркировкой, так и начальный угол сдвига вектора напряжения в Декартовой системе координат.

Рис. 3. Временные диаграммы напряжения 3-фазной сети переменного тока промышленной частоты 50 Гц
Последовательность чередования фаз источника питания (прямая — А, В, С, А, В, С, А, В,… или обратная А, С, В, А, С, В,…), подключаемого в нашем случае к выпрямителю, не имеет значения, в отличие от питания двигательной нагрузки — машины переменного тока.
Укажем, что моделирование трехфазной сети в составе тиристорного источника питания не является обязательным, но и не усложняет расчетную модель, так как время расчета переходных процессов и объем памяти дискового пространства персональных ЭВМ определяются, в основном, расчетом переходных процессов в нелинейных элементах схемы, таких как трансформатор с неполной связью между обмотками и ферромагнитным сердечником. В то же время учет параметров питающей сети позволяет, в конечном итоге, проверить результаты схемотехнического моделирования на осциллограммах реальной схемы тиристорного преобразователя частоты. В частности, на графиках высокочастотных токов и напряжений инвертора хорошо выделяются пульсации напряжения источника питания с частотой 300 Гц.
При аналитическом расчете тиристорного преобразователя частоты иногда источник напряжения заменяется эквивалентным источником ЭДС с идеальной внешней характеристикой, а свойства источника тока, в случае необходимости, придаются использованием последовательного дросселя со значительной индуктивностью.
Модель силового диода мостового выпрямителя
Мостовая схема выпрямления трехфазного тока обеспечивает лучшее использование установленной мощности трансформатора питающей сети. Качество выходного напряжения и выходного тока в мостовой схеме выпрямления, а также использование вентилей по обратному напряжению хорошее. Спецификой мостовой схемы являются протекание выпрямленного тока через два последовательно включенных вентиля и вследствие этого несколько увеличенные потери напряжения и мощности по сравнению с однополупериодными схемами выпрямления. В целом, совокупность достоинств трехфазной мостовой схемы выпрямления обеспечивает ей преимущественное применение в схемах силовой электроники, кроме случаев с малыми значениями выпрямленного напряжения и очень большими значениями выпрямленного тока [4].
Для схемотехнического моделирования мостового выпрямителя необходимо из моделей библиотеки MicroCAP выбрать подходящий диод и установить необходимые параметры обратного напряжения (параметр BV).
На рис. 4 показаны параметры неуправляемого диода в программе MicroCAP-9 и его вольт-амперная характеристика (ВАХ – If vs. Vf). Второй уровень представления (Level 2), показанный на панели параметров диода, соответствует PSpice-описанию параметров созданной модели DIOD_GENERIC.

Рис. 4. Параметры полупроводникового диода и его ВАХ
В случае необходимости, если нужно исследовать потери активной мощности в диоде, можно получить ВАХ диода в диапазоне действующих токов и напряжений. На панели параметров диода, как показано на рис. 4, устанавливаем обратное напряжение пробоя (knee) BV=1k, соответствующее напряжению диода 10 класса. Учтем возможность применения этой модели диода в силовой схеме тиристорного инвертора. Получаем следующее описание модели диода .MODEL $GENERIC D (LEVEL=2 BV=1000 CJO=2.5P IS=8N M=100M N=2 RL=5G RS=4M + TT=1000P VJ=5M).
Используя 6 диодов указанного типа, получаем мостовую трехфазную схему неуправляемого выпрямителя, схемотехническая модель которого (в составе преобразователя частоты) показана на рис. 5. Результаты моделирования трехфазного выпрямителя на этой стадии исследований [5] для нас не представляют интереса, за исключением определения номинального тока вентилей. При детальном исследовании ТПЧ нами моделируются процессы включения инвертора и его отключения бесконтактным тиристорным устройством защиты.
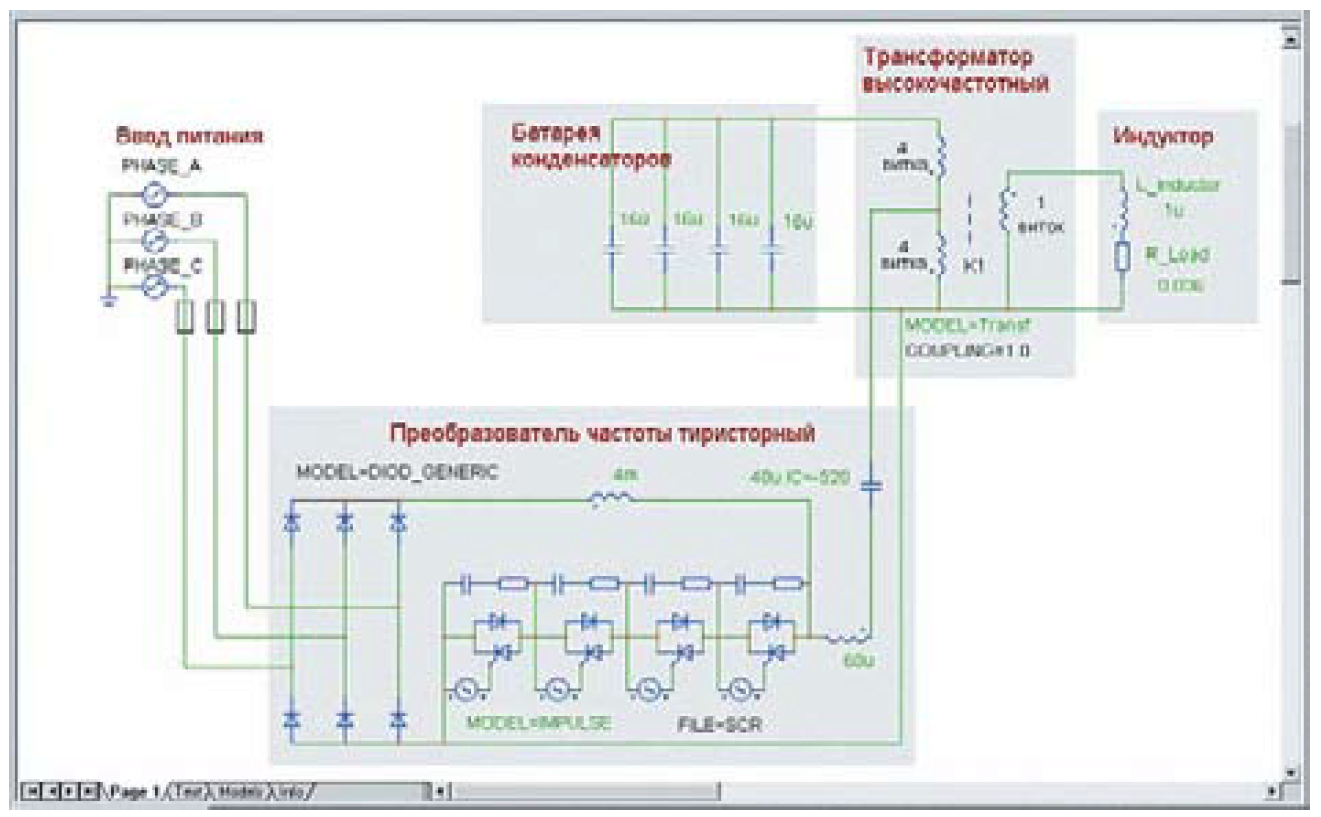
Рис. 5. Схемотехническая модель тиристорно-индукционного комплекса с высокочастотным трансформатором
Кроме указанных достоинств, мостовой выпрямитель имеет высокий коэффициент использования диодов по установленной мощности и минимальную величину шестикратных пульсаций на выходе за период питающей сети. Заметим, что для силовых выпрямителей ТПЧ уменьшить коэффициент пульсаций обычными методами (применением емкостных и комбинированных фильтров) нельзя, такие фильтры используются только для уменьшения высокочастотных помех ТПЧ, передаваемых в сеть. Влияние помех может быть существенным, приводящим к ускоренному старению изоляции силовых питающих трансформаторов, высокому уровню кондуктивных помех по сети питания для других потребителей, однако рассмотрение этих вопросов выходит за рамки данной статьи.
Модель источника трехфазного напряжения, кроме внутреннего сопротивления (Source resistance), может включать параметры питающей сети — сопротивление и индуктивность, учитываемую при моделировании силовой сети с выпрямителем. Это позволяет учесть уменьшение напряжения источника питания при максимальной нагрузке, пренебрегать которым не следует, так как считать мощность источника питания неограниченной, по сравнению с типовыми мощностями силовой индукционной установки (100–1000 кВт), иногда неоправданно. Отметим, что наличие индуктивностей значительно усложняет анализ работы диодного выпрямителя из-за необходимости расчета процесса коммутации силовых диодов.
Диодный выпрямитель является промежуточным звеном преобразования переменного тока промышленной частоты в однофазный ток повышенной частоты на выходе тиристорного инвертора. Специальных требований к частотным свойствам диодов выпрямителя, как правило, не предъявляется.
Быстродействующие полупроводниковые диоды отличаются от низкочастотных вентилей уменьшенным временем восстановления обратного сопротивления после интервала их проводящего состояния. (Быстродействующие диоды в процессе изготовления легируют примесью золота для уменьшения времени жизни неосновных носителей.)
Известно, что силовые вентили проводят обратный ток в течение нескольких микросекунд и только затем восстанавливают запирающие свойства. Вентилем в силовой электронике обычно называют диоды и тиристоры с номинальным током более 10 А. Величина обратного тока вентиля определяется, в основном, скоростью подхода к нулевому уровню прямого тока, которая зависит от его амплитуды и частоты.
Все эти свойства полупроводникового диода проявляются в виде перенапряжений на индуктивных элементах. Причем при повышении скорости подхода к нулю прямого тока диода величина обратного тока, а следовательно, и амплитуды коммутационных перенапряжений на индуктивностях, существенно возрастают. Для уменьшения коммутационных перенапряжений при выключении диодов служат демпфирующие RC-цепочки, однако они лишь уменьшают последствия перенапряжений. Существуют меры, кардинально уменьшающие величину обратного тока неуправляемых диодов. Это использование специальных нелинейных дросселей насыщения, включаемых последовательно с силовым диодом инвертора. Они применяются в тиристорных инверторах с рабочей частотой свыше 4000–8000 Гц.
Выпрямитель в составе ТПЧ далее традиционно рассматриваем как автономное звено постоянного тока, а тиристорный инвертор — как звено, преобразующее постоянный ток в однофазный переменный ток повышенной частоты.
Модель формирователя импульсов системы управления тиристорным инвертором
Несмотря на перспективу применения в мощных высокочастотных индукционных установках источников питания, выполненных на JGBT-транзисторах со стандартными драйверами управления, тиристорные источники питания пока более предпочтительны. Это объясняется, в первую очередь, невысокими требованиями к управлению тиристорами, особенно в условиях нестабильной температуры, вызванной применением системы оборотного водоснабжения, обычной для отечественных предприятий. Зарубежные статические источники питания, в том числе и тиристорные, снабжены индивидуальными системами замкнутого водооборота, с умягчением воды и фильтрами, что значительно удорожает их стоимость.
На схемотехнической модели тиристорного инвертора, приведенной на рис. 5, показаны импульсные источники управления тиристорами — MODEL IMPULSE. Рассмотрим их особенности. Макрос, описывающий параметры силового тиристора инвертора – SCR MACRO.PARAMETERS (IH=50MA, IGT=40MA, TON=1US, VTMIN=1V, VDRM=800V, DVDT=50MEG, TQ=20US, K1=1, K2=1). Установка значения параметра VDRM=0.8k (VDRM “Maximum repetitive peak off-state voltage” — максимальное прямое повторяющееся напряжение) сохраняется в рабочем файле.
Тиристор требует импульсов управления, соответствующих условиям применения по напряжению, рабочей частоте и току. Эти условия, в конечном итоге, определяются схемой и режимом работы тиристорного инвертора. В тиристорном инверторе нами применены 4 вентильные группы тиристоров и диодов с параллельными резисторами, демпфирующими RC-цепочками и импульсными источниками (Impulse), имитирующими сигналы формирователя импульсов управления. Параметры импульсов управления тиристорами близки к реальным, получаемым от импульсных трансформаторов системы управления инвертором.
Высокая крутизна переднего фронта управляющих импульсов, значительная амплитуда и минимально необходимая длительность требуются для импульсного управления тиристорами при синусоидальной форме протекающего через тиристор тока, которая имеет место в инверторах с «резонансной» коммутацией колебательного типа. Длительность импульса управления должна превышать время нарастания тока через тиристор до величины тока удержания. Для тиристоров на высокой рабочей частоте, в связи с необходимостью уменьшения длительности импульса, увеличиваем его амплитуду.
Оптимизация параметров импульсов управления уменьшает коммутационные потери при включении тиристоров. Это объясняется, в основном, двумя причинами. Первая — ограниченная скорость распространения зоны проводимости при включении тиристора, которая составляет 0,1 мм/мкс, поэтому скорость нарастания тока в течение первых микросекунд после включения тиристора должна быть ограничена. Возможности конструктивного выполнения управляющего электрода тиристора исчерпаны.
Следующая причина ограничения рабочей частоты тиристора — при повышении рабочей частоты на тиристоры воздействуют коммутационные перенапряжения, которые возникают при обрыве с большой скоростью обратного тока полупроводниковых элементов. Источником перенапряжений являются индуктивности схемы. Для снижения коммутационных перенапряжений используют демпфирующие (гасящие) конденсаторно-резисторные цепочки, подключаемые обычно параллельно тиристорам. Но на этих элементах рассеивается значительная мощность потерь от тока.
Обычными мерами решается проблема работы тиристоров на высокой частоте, соответствующей паспортным данным. Нами применяются и кардинальные способы уменьшения коммутационных потерь, обеспечиваемые применением дросселей насыщения, которые включаются в колебательную цепь. Но это предмет особого рассмотрения, используемый при разработке мощных тиристорных инверторов с частотой выходного тока более 8 кГц.
Скачкам токов и напряжений в полупроводниковых вентилях соответствуют интервалы времени, при которых на вентилях одновременно присутствуют высокие значения напряжения и тока. Это вызывает большие потери активной мощности при включении и выключении вентилей, что диктует необходимость ограничивать верхнюю частоту переключения тиристоров на уровне десятков килогерц.
Ток в индуктивности не может изменяться скачком, как и напряжение на конденсаторе. Поэтому очевидны преимущества совместного использования с тиристором резонансного контура, собственная частота которого определяет скорость изменения напряжения и тока и, главное, сдвигает во времени максимумы тока и напряжения тиристора, резко уменьшая потери при переключении. Это позволяет увеличить предельную рабочую частоту тиристоров. При этом нужно учесть, что коэффициент формы синусоидальной полуволны тока больше в 2π раз, чем, например, прямоугольного импульса тока. В результате при одном и том же среднем значении тока, являющемся полезной составляющей в ТПЧ, большее действующее значение импульсов тока вентилей вызывает соответствующее возрастание потерь.
Естественным пределом повышения частоты должны стать не коммутационные, а статические потери в тиристорах — произведение прямого и обратного напряжения на величину тока в соответствующих интервалах времени.
Рассмотрим подробнее моделирование источника импульсного напряжения (Pulse sourse) — это один из возможных вариантов представления формирователя импульсов управления тиристорным инвертором при схемотехническом моделировании. Могут быть и другие варианты выполнения цепи управления тиристором, выбираемые в зависимости от целей моделирования. Общий вид импульсного напряжения в формате МС 9 показан на рис. 6.
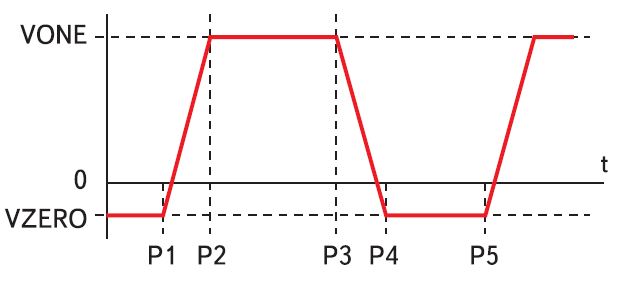
Рис. 6. Форма и временные параметры импульсного напряжения
Путь для вставки импульсного источника схемотехнической модели — Component > Analog Primitives > Waveform Sources > Pulse sourse. Параметры модели источника импульсного напряжения приведены в таблице 2.
| Обозначение | Параметр | Размерность |
| VONE | Максимальный уровень импульса | Вольт |
| VZERO | Отрицательный уровень импульса | Вольт |
| Р1 | Начало переднего фронта | с |
| P2 | Момент достижения уровня VZERO | с |
| P3 | Начало заднего фронта | с |
| P4 | Момент достижения уровня VONE | с |
| P5 | Период повторения импульсов | с |
После вставки изображения Pulse sourse на рабочем поле появляется панель источника импульсного сигнала, показанная на рис. 7 справа. Выбираем опцию New для отображения окон вставки следующих параметров нашего формирователя импульсов — Р1=200u, Р2=200u, P3=200u, P4=250u, P5=500u, VONE=15V, VZERO=-5V.
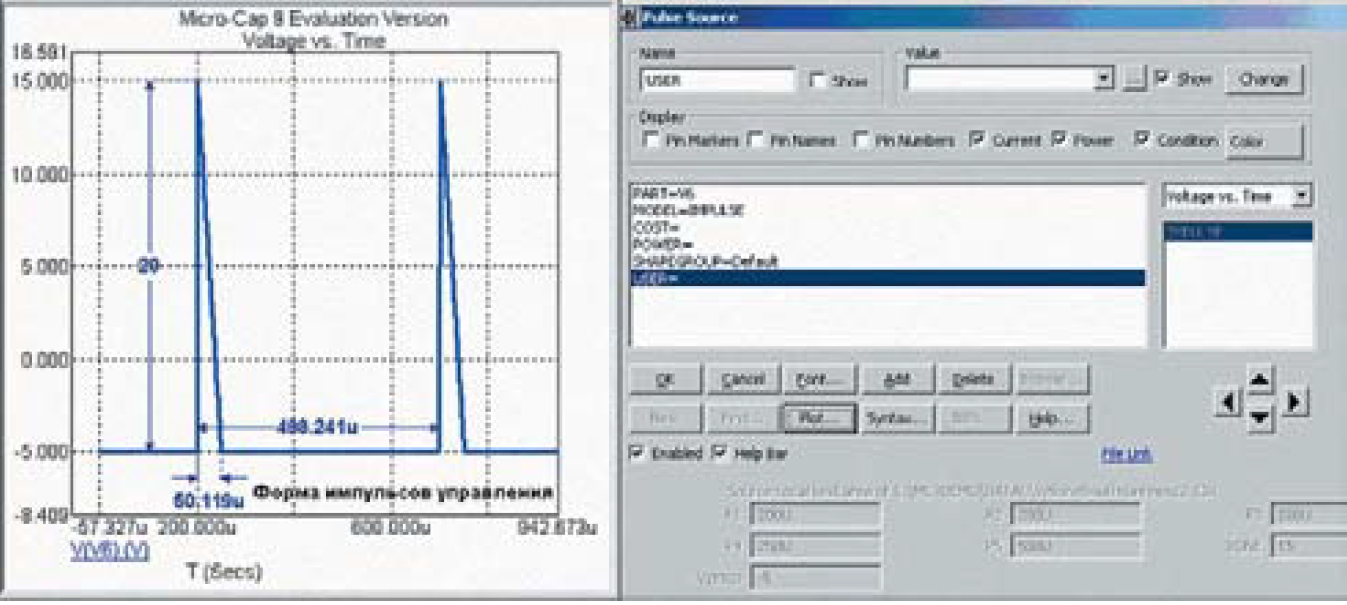
Рис. 7. Диаграмма импульсов управления тиристорами инвертора
Сохраняем эту модель под новым именем IMPULSE (рис. 7). На панели Pulse Sourse (справа) показаны параметры модели IMPULSE — формирователя импульсов в схемотехнической модели тиристорного инвертора. Слева показан полученный график (опция Plot) формы импульсов управления тиристорами (Voltage vs. Time).
Особенность импульсов управления — наличие отрицательной постоянной составляющей сигнала, улучшающей условия работы высокочастотного тиристора. Это импульсные сигналы с амплитудой 20 В, бесконечной крутизной нарастания, временем длительности импульса 50 мкс и периодом повторения 500 мкс.
Необходимый период повторения импульсов P5 модели IMPULSE определяется из анализа частотной характеристики ТПЧ с комплексной нагрузкой. Заметим, что это не абсолютная величина времени, а некий расчетный интервал схемотехнической модели в режиме анализа переходных процессов. На рис. 8 приведена частотная характеристика ТПЧ для схемотехнической модели с параметрами, указанными на рис. 5. Справа вверху приведена исходная диаграмма в расширенной полосе частот.

Рис. 8. Резонансная частота контура нагрузки ТПЧ с индуктором 1 мкГн
Расчету АЧХ в Micro-CAP должен предшествовать выбор положения рабочей точки на характеристиках Spice-моделей нелинейных элементов, осуществляемый в ходе процедуры анализа режима по постоянному току. Из рис. 8 устанавливаем период управления тиристорами инвертора, который определяется при каждом изменении параметров нагрузки.
Исследование автономного тиристорного инвертора
В источнике питания трубогибной установки нашла применение несимметричная схема тиристорного инвертора, показавшая достаточно хорошие эксплуатационные характеристики в аналогичных установках для индукционного нагрева металлов ТВЧ [6–11].
Основные достоинства этой схемы следующие – резонансный режим работы коммутирующих элементов и синусоидальная форма тока, протекающего через тиристоры и диоды, позволяющая уменьшить коммутационные воздействия на полупроводниковые элементы при высокой рабочей частоте тиристоров, а также удвоение (по отношению к частоте включения тиристоров) частоты тока в нагрузке. В этой схеме инвертора проявляются преимущественно свойства источника тока, а обратные диоды позволяют стабилизировать токи и напряжения на элементах схемы при изменении эквивалентного сопротивления нагрузки [12].
На рис. 9 приведены параметры тиристора (FILE-SCR), использованного в схемотехнической модели тиристорного преобразователя частоты. Эти параметры определяют приведенную выше модель формирователя импульсов управления MODEL-IMPULSE, управляющего частотой включения тиристоров инвертора.

Рис. 9. Панель параметров тиристора инвертора
Работу тиристорного инвертора, принципиальная схема которого приведена на рис. 5, рассмотрим начиная с анализа временных диаграмм входного и выходного тока (рис. 10). Расчет переходных процессов проведен при следующих параметрах схемотехнической модели: напряжение питания инвертора — 510 В, индуктивность входного дросселя — 4 мГн, коммутирующая индуктивность — 60 мкГн, коммутирующий конденсатор — 30 мкФ, нагрузка инвертора — индуктор с эквивалентными параметрами L_Inductor=1u (1 мкГн), R_Load=0,036 (Ом). Нагрузка подключена к выходу инвертора (через высокочастотный трансформатор) и к компенсирующей конденсаторной батарее, подсоединенной к повышающей обмотке трансформатора с коэффициентом трансформации 1:8.

Рис. 10. Временные диаграммы переходного процесса для входного и выходного токов автономного инвертора
Заметим, что числовые значения параметров компонентов схемотехнической модели представляются нами в виде инженерной нотации действительных чисел, согласно которой различные степени числа десять обозначаются следующими приставками: u — микро, m — милли, k — кило, meg — мега, соответствующими, например, диапазону от переходного сопротивления электрического контакта «латунный винт-гайка» (микроОм), до сопротивления изоляции шланга системы водяного охлаждения (мегаОм). В современной электронике используются стандартные резисторы величиной сотни гигаОм, и тераОм, эквивалентные сопротивлению сухой спички.
Особенностью анализа переходных процессов при схемотехническом моделировании электромагнитных процессов в инверторе является то, что он начинается с момента включения ТПЧ, при этом имеется возможность изменения начального напряжения на конденсаторах, для успешного пуска ТПЧ. Установить начальные значения, отличные от нуля, для тока в индуктивностях инвертора технически сложно. Ненулевые начальные условия на конденсаторах при пуске инвертора используются для повышения устойчивости процесса инвертирования. В схемотехнической модели начальные условия можно установить произвольным образом, но это не имеет смысла, если не приводит к сокращению длительности (и объема) расчетов до окончания переходных процессов пуска схемотехнической модели инвертора.
На рис. 11 выделены 2 периода выходного тока тиристорного инвертора, а на панели Thumb Nail Plot (справа вверху) приведена вся расчетная кривая переходного процесса с выделенным участком квазиустановившихся значений. Красным цветом на диаграмме показан входной ток инвертора, содержащий постоянную составляющую и ВЧ-пульсации, ограниченные индуктивностью входного дросселя.

Рис. 11. Временные диаграммы входного и выходного токов тиристорного инвертора (справа вверху — переходный процесс)
Изменение масштаба выделенного участка и возможность его перемещения в любых направлениях относительно оси времени позволяет детально исследовать наблюдаемую кривую, например, на предмет изменения скорости нарастания тока в тиристорах или величины выбросов обратного тока в диодах.
В рассматриваемой схеме инвертора кроме очевидных преимуществ выявляются и недостатки: значительная установленная реактивная мощность силовых конденсаторов (по сравнению с номинальной мощностью в нагрузке) и ограниченная сверху величина выходного напряжения, примерно равная напряжению питания инвертора. Второй недостаток несущественен для конкретного применения данной схемы в трубогибной установке, так как передача мощности в нагрузку одновитковым индуктором предусматривает обязательное применение понижающего высокочастотного трансформатора для согласования сопротивления нагрузки с выходным сопротивлением инвертора.
Далее рассмотрим особенности высокочастотного трансформатора тиристорно-индукционного комплекса, обусловленные применением нелинейного ферромагнитного сердечника и представлением первичных катушек с определенным числом витков (от 2 до 24) и вторичной обмоткой, состоящей из одного витка.
Моделирование трансформатора закалочного
Трансформатор закалочный — согласующий трансформатор инвертора, предназначенный для работы в индукционных установках, который служит для согласования выходного сопротивления тиристорного инвертора повышенной частоты с одновитковыми индукторами. Закалочные трансформаторы для индукционного нагрева металлов обладают рядом особенностей, обусловленных высокой рабочей частотой, значительной величиной тока во вторичной обмотке, большим диапазоном изменения вторичного напряжения.
В отличие от силовых полупроводниковых приборов, насчитывающих многие сотни наименований, отличающихся параметрами, номенклатура закалочных трансформаторов промышленного изготовления для установок индукционного нагрева насчитывает всего несколько моделей, различающихся передаваемой реактивной мощностью. Это связано с ограниченным рядом значений стандартных напряжений для первичных обмоток и большим диапазоном изменения возможных значений коэффициента трансформации для переключаемых обмоток. Сказанное определяет широкое применение закалочных трансформаторов с изменяемыми коэффициентами трансформации, которые в составе преобразователя частоты обеспечивают передачу преобразованной энергии. Эти трансформаторы также называют согласующими, высокочастотными, выходными, индукционными.
Сейчас разрабатываются и производятся мощные ВЧ трансформаторы закалочные (ТЗ) для диапазона рабочих частот 2,4; 4,0; 8,0; 10 кГц с номинальной мощностью 1200–500 кВА и напряжением на первичной обмотке 800 В. Номинальное значение мощности уменьшается: при частоте 4,0 кГц — на 5%, при частоте 8,0 кГц — на 10%, при частоте 10,0 кГц — на 15%. Коэффициент трансформации может изменяться в диапазоне 24:1–6:1, номинальное вторичное напряжение — 30–120 В. Вторичная обмотка, часто изображаемая на схемах в виде одного витка, выполняется из нескольких параллельных «блинов», размещенных между первичными обмотками трансформатора.
Если номинальное выходное напряжение преобразователя частоты менее 800 В, допускается применение автотрансформаторной схемы включения первичной обмотки. Магнитопровод высокочастотного трансформатора изготавливается, как правило, из пластин высококачественной электротехнической стали Э3425, что повышает КПД трансформатора, рассчитанного на 100% ПВ (продолжительность включения). Масса закалочного трансформатора 120–250 кг, типовой коэффициент полезного действия трансформатора 65–85%.
С увеличением напряжения на обмотке трансформатора увеличивается индукция в магнитопроводе, что может привести к его насыщению, возрастанию потерь и перегреву. Трансформаторы индукционные закалочные ближе по эксплуатационным свойствам к трансформаторам тока, чем к трансформаторам напряжения — этим обычно объясняется причина их перегрева.
Нелинейность магнитных цепей закалочных трансформаторов определяется нелинейным характером зависимости Ф (U), являющейся аналогом ВАХ (I vs. U) и определяемой характеристикой ферромагнитного материала B (H). Кривой намагничивания сердечника называется зависимость амплитуды магнитной индукции В от амплитуды напряженности магнитного поля Н при определенной частоте (в предположении, что эти величины синусоидальны). Для одного и того же материала сердечника с увеличением частоты перемагничивания динамические кривые намагничивания располагаются ниже и становятся более пологими. Эти кривые не отображают неоднозначности кривой В (Н). Неоднозначная зависимость В (Н) выявляется из динамической петли гистерезиса. Ширина петли, отражающая потери в сердечнике, увеличивается с ростом частоты перемагничивания.
Моделирование сердечника трансформатора произведено нами для стали электротехнической марки 3425. Для этой стали при толщине листа 0,15, 0,08 и 0,05 мм удельные потери составляют соответственно 17, 15 и 12 Вт/кг при рабочей индукции 0,75 Тл и частоте 400 Гц. Для создания схемотехнической модели сердечника закалочного трансформатора нами произведена аппроксимация характеристики намагничивания стали. Ошибка моделирования (Error) составила 2,2%.
Значения магнитной индукции B (в Гауссах), при напряженности магнитного поля Н (A/м) представлены изготовителем электротехнической стали марки 3425. По этим данным определены характеристики модели сердечника трансформатора, которые приведены на рис. 12. Кривые цикличного перемагничивания (или статические петли гистерезиса) — зависимости В (Н), — получают после многократного прохождения определенного интервала значений Н в прямом и обратном направлениях. Схемотехническим моделированием модели дросселя нами получена кривая гистерезиса сердечника, отражающая величину его потерь.

Рис. 12. Кривая намагничивания сердечника закалочного трансформатора
Практически нас интересует характер коммутационных кривых — геометрическое место вершин симметричных петель перемагничивания. Зависимость B от H, приведенная на рис. 12, получена расчетом магнитной модели Джилса-Атертона для точек кривой намагничивания ферромагнитного сердечника из электротехнической стали марки 3425.
В рассматриваемом комплексе понижающий высокочастотный трансформатор при подключении с коэффициентом трансформации 1:8–1:12 и номинальной частоте 2,4 кГц имеет КПД около 75%. Трансформатор обеспечивает согласование одновиткового индуктора с напряжением батареи компенсирующих конденсаторов с номинальным напряжением 500–800 В.
При моделировании сердечника закалочного трансформатора нами установлены параметры сердечника, который связывает обмотки трансформатора с заданным числом витков: *** Generic Core.MODEL $GENERIC CORE (A=15 AREA=120 GAP=3 K=700M MS=350K PATH=100). В таблице 3 приведены параметры модели магнитного сердечника.
| Параметр | Наименование | Величина | Размерность |
| MS | Намагниченность насыщения | 350 А | А/м |
| А | Параметр формы бесгистерезисной кривой намагничивания | 15 | А/м |
| K | Постоянная подвижности доменов | 700 m | А/м |
| Area | Площадь поперечного сечения магнитопровода | 120 | см2 |
| Path | Средняя длина магнитной силовой линии | 100 | см |
| Gap | Средняя длина магнитной силовой линии | 3 | см |
Показанная на рис. 5 модель трансформатора может использоваться при создании различных схемотехнических моделей тиристорных источников питания. Магнитная связь (Coupling) между обмотками трансформатора с целочисленным числом витков обмоток может быть установлена неполной, в пределах 0–1,0 — это также отражает особенности закалочных трансформаторов для индукционного нагрева. Закалочный трансформатор, он же высокочастотный трансформатор, так как для закалки требуется небольшая глубина проникновения тока в металл, обеспечиваемая при высокой частоте переменного тока.
Батарея компенсирующих конденсаторов
Конструктивное исполнение силовых конденсаторов различается в зависимости от их назначения. Конденсаторы должны использоваться только по назначению. В цепях переменного тока ВЧ последовательно, по цепи переменного тока, включаются электротермические конденсаторы, а параллельно — фильтровые конденсаторы, предназначенные для уменьшения высших гармоник, генерируемых тиристорными преобразователями. Полярные конденсаторы (обычно электролитические), уменьшающие пульсации постоянного напряжения, как правило, в индукционных силовых установках не используются.
Добротность индукционной нагрузки инвертора, подключенной через ВЧ-трансформатор, небольшая. При определении числа конденсаторов нагрузки для согласования с преобразователями мощностью от 100 до 250 кВт принимают величину добротности Qн = 2–5. Добротность Qн и обратная ей величина затухания dн определяется параметрами индуктора, степенью его загрузки металлом и температурой нагретого металла. В нашем случае значение затухания можно определить по степени затухания тока нагрузки, как это следует из рис. 13.
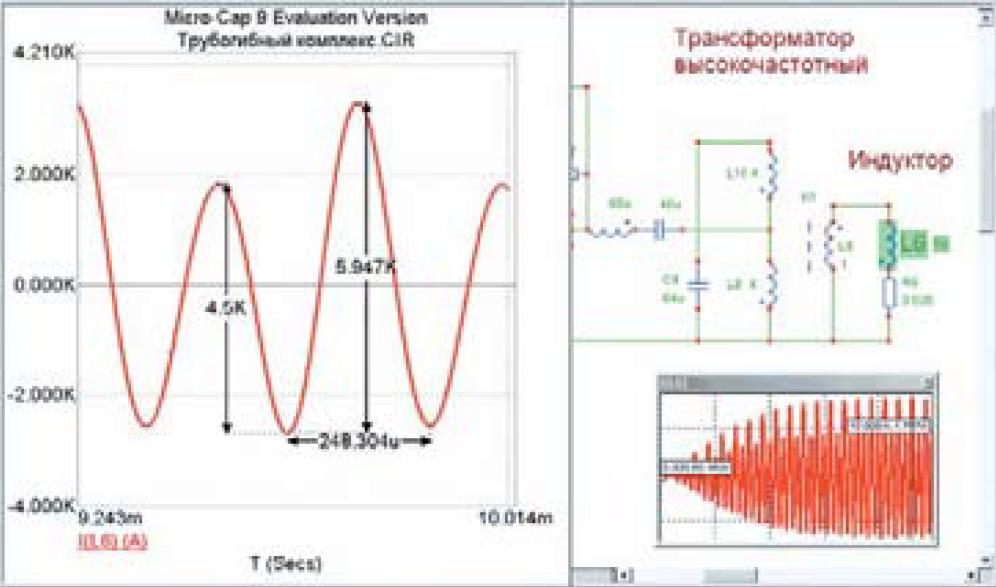
Рис. 13. Закалочный трансформатор и график выходного тока
Кривая тока нагрузки закалочного трансформатора (тока в индукторе, подключенном к вторичной обмотке) позволяет определить плотность тока под одновитковым индуктором (настил мощности), соответствующую технологическим условиям при нагреве трубы под закалку.
Для расчета собственной резонансной частоты контура нагрузки или расчета индуктивности индукторной катушки, требуемой для того, чтобы резонансная частота инвертора находилась в пределах рабочего диапазона преобразователя, необходимо учесть значение емкости Сн, частоты fн и индуктивности Lн, приведенной к первичной обмотке трансформатора. В ТПЧ обычно изменяют рабочую частоту, которая в наибольшей степени определяет величину присоединенной реактивной мощности конденсаторов нагрузочного контура.
Реактивная мощность конденсаторов соответствует выражению Q=Uн22πƒнC, где Q — емкостная мощность (ВАр); Uн — напряжение на конденсаторах (В); ƒн — рабочая частота конденсаторов (Гц); Сн — емкость (Ф). Реактивная мощность конденсаторной батареи определяется произведением тока и напряжения конденсаторов. На рис. 14 показана диаграмма действующего значения реактивной мощности конденсатора, полученная на схемотехнической модели. Погрешность моделирования подобных величин гораздо меньше, чем полученная расчетом по точным выражениям, но с неточными исходными данными, что характерно для схем силовой электроники с сосредоточенными параметрами. Распределенные и паразитные параметры элементов, характерных для техники индукционного нагрева, не дают получить точных результатов расчета. Но это и не требуется, так как изменение рабочей частоты индукционной установки меняет эти параметры в гораздо большей степени.

Рис. 14. Реактивная мощность конденсатора
Индуктор и нагрузка трубогибного комплекса
Непосредственные инструментальные исследования выходных параметров нагрузки (даже тока и напряжения) вследствие высокой частоты и нелинейной формы возможны только современными осциллографами. Поэтому проверка погрешности схемотехнического моделирования проводится сравнением особенностей полученных графиков. Например, затухание кривой тока индуктора характеризует величину внесенного в контур активного сопротивления. Однако распределение этого сопротивления между вторичной обмоткой трансформатора и активной составляющей эквивалентного сопротивления индуктора и нагреваемого участка трубы требует дополнительного подтверждения.
Расширенная полоса частот существующих приборов для измерения действующих величин токов и напряжений не перекрывает диапазон изменения рабочей частоты ТПЧ. В этом случае только схемотехническое моделирование позволяет определить действующие значения (RMS) несинусоидальных токов и напряжений различной формы. RMS (root-meansquare — среднее квадратичное, действующее значение) и AVG (average — среднее значение) наблюдаемых кривых в MicroCAP вычисляется методами цифровой обработки сигнала. Эти величины удобно сравнивать с данными, полученными в результате аналитических расчетов.
На рис. 15 приведен пример вывода мгновенных значений и действующей величины напряжения на индукторе. Нелишне напомнить, что величина RMS (v (R_LOAD)+V (L_INDUCTOR)) называется действующей, потому что она эквивалентна тепловому действию переменного тока индуктора.

Рис. 15. Расчет переходных процессов кривой напряжения нагрузки индукционной установки
На рис. 16 показан фрагмент частотной характеристики индуктора, выделенный из АЧХ источника питания трубогибного комплекса. Частота, соответствующая максимуму характеристики, определяет частоту импульсов управления тиристорным инвертором. Частотная характеристика определяет пределы регулирования выходной мощности тиристорного инвертора при частотном управлении. Для снижения мощности, как правило, частота управления понижается, что соответствует индуктивному характеру колебательного контура. При увеличении частоты эквивалентное сопротивление нагрузки, напротив, приобретает емкостной характер. Этот признак является определяющим для построения схем регулирования, поддерживающих экстремальное значение выходной мощности инвертора.

Рис. 16. Амплитудно-частотные характеристики нагрузки в прямоугольной системе координат при изменении индуктивности индуктора
На рис. 16 показан диапазон изменения рабочей частоты ТПЧ (3,547–3,769 кГц) при изменении индуктивности нагрузки для обработки труб различного диаметра. На рис. 17 приведены кривые АЧХ в Декартовых, полярных координатах и диаграммы Смита. Такие возможности впервые появились в MicroCAP версии 9. Эти диаграммы получены в режиме Stepping при частотном анализе схемотехнической модели. К сожалению, используемая демо-версия MicroCAP не позволяет изменять одновременно несколько параметров моделирования, как профессиональная версия, иначе можно было получить соответствующие трехмерные графики, обладающие большей информативностью.

Рис. 17. АЧХ сопротивления нагрузки инвертора в различных системах Координат
Рассчитанные графики показывают, в каких пределах необходимо изменять частоту нагрузочного контура электротермической установки для поддержания максимальной мощности при соответствующем изменении сопротивления нагрузки.
На рис. 18 показаны диаграммы выходных напряжений ТПЧ для трубогибного комплекса. Подобные диаграммы характеризуют настройку рабочих режимов индукционного комплекса при нагреве труб различного диаметра. Исследования показали, что выходное напряжение ВЧ согласующего трансформатора близко к номинальному на различных индукторах, что благоприятствует использованию в источнике питания тиристорного инвертора. Рабочая частота комплекса при смене индукторов изменяется в незначительных пределах.

Рис. 18. Временная диаграмма выходных напряжений ТПЧ для индукционного нагревательного комплекса
Приведем текстовые описания некоторых моделей, которые созданы и использованы при создании схемотехнической модели источника питания трубогибного комплекса:
.MODEL DIOD_GENERIC D (LEVEL=2 BV=1k);.MODEL TRANSF CORE (A=1.11539 AREA=120 C=608.39 GAP=3 K=6.62806 MS=1.43MEG + PATH=100);.MODEL PHASE_A SIN (A=310 F=50 RS=0.01);.MODEL PHASE_B SIN (A=310 F=50 PH=2.0944 RS=0.01);.MOD-EL PHASE_C SIN (A=310 F=50 PH=4.1888 RS=0.01);.MODEL MR2508 D (BV=1000);
*** From file C:\MC9DEMO\library\SMALL. LBR.MODEL MR750 D (BV=1000 CJO=1.584756n IS=297.86421f M=986.306525m N=1.011721 + RL=1G RS=2.123729m TT=7.78368u VJ=700m);
SCR MACRO.PARAMETERS (IH=50MA, IGT=40MA, TON=1US, VTMIN=1V, VDRM=800V, DVDT=50MEG, TQ=20US, K1=1, K2=1).
В приведенном виде эти модели сохраняются в файлах описания схем в формате MicroCAP (расширение .CIR) и в задании на моделирование на языке PSpice (расширение .CKT) и широко используются в дальнейшей работе.
Эксплуатация аналогичных тиристорных индукционных ВЧ-установок, в основном, подтвердила правильность проектных решений и дает возможность использовать приобретенный опыт при проектировании новых установок индукционного нагрева ТВЧ. Отметим, что основной причиной неработоспособного состояния трубогибного комплекса, как правило, было недостаточное давление воды в системе охлаждения преобразователя и душевого спрейера, совмещенного с индуктором.
Заключение
- При проектировании статических источников электропитания, предназначенных для замены электромашинных генераторов в установках индукционного нагрева металлов, необходимо ориентироваться, в первую очередь, на параметры следующих функциональных узлов источников электропитания — закалочных трансформаторов и батареи компенсирующих конденсаторов.
- Основным параметром батареи компенсирующих конденсаторов и закалочного трансформатора тиристорного источника электропитания ТВЧ является реактивная мощность, определяющая их стоимость, вес и габариты. Номенклатура используемых конденсаторов по напряжению, емкости и частоте не имеет большого значения, потому что закалочные трансформаторы имеют широкий диапазон переключений, достаточный для настройки режимов тиристорного источника питания.
- Возможности демонстрационной версии программы схемотехнического моделирования MicroCAP 9 достаточны для исследования названных выше функциональных узлов ТПЧ для установок индукционного нагрева. Рассмотренные PSpice-модели элементов могут широко использоваться при исследовании аналогичных схемотехнических моделей тиристорных источников питания ВЧ индукционных установок.
- Шапиро С. В., Зинин Ю. М., Иванов А. В. Системы управления с тиристорными преобразователями частоты для электротехнологии. М.: Энергоатомиздат, 1989.
- Антонов И. Ф., Зинин Ю. М., Ройзман Ю. П. Автоматизированный трубогибный комплекс ТГУ-325. Росинформресурс. Информационный листок о научно-техническом достижении № 96-20.
- http://www.spectrum-soft.com/manual.shtm.
- Зиновьев Г. С. Основы силовой электроники. Ч. 1. Новосибирск: Изд-во НГТУ, 1999.
- Зинин Ю. Представление нагрузки при исследовании схемотехнических моделей тиристорных преобразователей частоты для индукционной плавки металлов // Силовая электроника. 2008. № 1.
- Зинин Ю. М. Анализ интервала восстановления управляемости тиристора в несимметричном инверторе // Электричество. 2006. № 10.
- Валиуллина З., Зинин Ю. Схемотехническое моделирование силовых дросселей для тиристорных преобразователей повышенной частоты // Силовая электроника. 2007. № 1.
- Валиуллина З., Зинин Ю. Исследование тиристорных преобразователей частоты для установок индукционного нагрева металлов // Силовая электроника. 2007. № 2.
- Валиуллина З., Зинин Ю. Проектирование тиристорного инверторно-индукторного закалочного комплекса с выходным трансформатором // Силовая электроника. 2007. № 3.
- Валиуллина З., Зинин Ю. Тиристорные инверторы с обратными диодами для преобразователей частоты в установках индукционного нагрева металлов // Силовая электроника. 2007. № 4.
- Валиуллина З. Зинин Ю. Исследование схемотехнической модели тиристорного преобразователя частоты с вакуумной индукционной плавильной печью // Силовая электроника. 2008. № 1.
- Болотовский Ю. И., Таназлы Г., Таназлы И., Дель В. Специфические режимы работы силовых диодов и тиристоров в индуктивных цепях // Силовая электроника. 2007. № 3.
 26 августа, 2021
26 августа, 2021 30 сентября, 2020
30 сентября, 2020