
 отправка...
отправка...Универсальность как основной принцип работы участка обработки провода
Введение
Участки обработки провода, выпускающие небольшие партии проводов и кабелей разных типов и сечений, часто встречаются на предприятиях, занятых производством сложного электронного оборудования и специальной техники. Такие участки могут выполнять одновременно несколько функций. Это изготовление комплектов жгутов для сборочного производства, выпуск ремонтных комплектов проводов и, при необходимости, изготовление опытных образцов.
До сих пор на многих таких участках небольшие партии жгутов проводов изготавливаются вручную. Регулярно обсуждая со специалистами таких предприятий возможность автоматизации рабочих процессов, мы слышим почти одни и те же аргументы против: дорогостоящее оборудование по большей части будет простаивать; оно не сможет охватить всю номенклатуру обрабатываемых материалов; переналадка оборудования займет слишком много времени по отношению к производству готовых изделий.
Приведенные аргументы по большей части справедливы для оборудования, которое в автоматическом режиме производит несколько операций по обработке провода. Предположим, это объединение таких операций, как резка и зачистка или резка, зачистка и маркировка провода. Действительно, для таких задач необходимо дорогое высокопроизводительное оборудование, для которого при большой номенклатуре изделий может быть необходимо большое количество специальной оснастки. Наладка и настройка таких машин под каждый тип провода или кабеля требует определенного времени, которое часто превышает последующее время выпуска партии проводов, предположим, из 20 штук. Поэтому основной областью применения таких машин является крупносерийное и массовое производство.
Принципиальное отличие изготовления большого количества небольших партий кабельных изделий — в разделении всех этапов изготовления заготовки провода (резка, зачистка концов провода, маркировка и пр.) на отдельные технологические операции. И именно автоматизация отдельных этапов обработки с помощью универсального оборудования с минимальными настройками может положительно сказаться на всех аспектах работы участка обработки провода, при этом можно сохранить или даже увеличить обрабатываемую номенклатуру изделий.
Рассмотрим отдельные этапы изготовления кабельного жгута и возможные решения по использованию на них специализированного оборудования.
Резка провода/кабеля на заготовки заданной длины
Это первый этап, без которого невозможно начать производство жгута проводов. Часто бывает так, что на одном участке обработки кабеля необходима резка таких материалов, как:
- провода сечением от 0,12 до 50 мм2;
- кабели в оболочке с различным количеством изолированных внутренних жил (например, 32-жильный кабель, сечение каждой жилы 0,25мм2) или наличием нескольких витых пар, возможно, с экраном;
- плоский кабель (шлейф) различной ширины;
- ПВХ и термоусаживаемая трубка различного диаметра;
- плетенка ПМЛ для разных диапазонов сечений проводов.
Согласитесь, здесь перечислены популярные материалы, которые в различных комбинациях используются на многих предприятиях. Не исключено, что специалисты этих предприятий смогут дополнить этот перечень в зависимости от специфики выпускаемой продукции.
Какие инструменты и приспособления используются сейчас для резки небольших партий указанных материалов на многих участках? Зачастую это столы с установленными на них шаблонами для определения длины заготовки или мерительным инструментом (измерительная линейка, рулетка). Затем ножницы и/или специальные клещи для резки проводов небольших сечений и трубки различных видов. И наконец, какие-либо приспособления, иногда самодельные, для резки кабеля и провода больших сечений, например большие ручные гильотинные ножницы.
Если сравнить достоинства и недостатки ручной резки заготовок, можно назвать только одно, возможно, основное достоинство — это ценовая доступность используемых инструментов.
При этом можно сразу говорить как минимум о четырех недостатках:
- Использование группы работников предприятия на низкоквалифицированной работе, периодически требующей больших физических усилий при размотке и резке кабелей больших сечений или сложной конструкции.
- Низкая производительность труда.
- Невысокая точность резки заготовок по длине, что приводит к увеличению допусков на резку и, как следствие, к повышенному расходу материалов.
- Возможность повреждения конструктивных элементов провода/кабеля, что может отрицательно повлиять на дальнейшую обработку или качество конечного продукта.
Перечисленные недостатки способны перечеркнуть всю экономическую выгоду ручной резки.
Рассмотрим возможность использования автомата резки провода и кабеля. Такая машина полностью решает проблемы, возникающие при ручной резке. На современном автомате резки работает один человек в смену. Такой автомат обеспечивает высокую скорость и стабильность резки. Длина нарезаемых заготовок стабильно одинакова, точность резки — до 0,1 мм. Абсолютное большинство материалов режется одним комплектом ножей, поэтому время на перенастройку минимально: достаточно заправить конец провода в автомат, на панели управления изменить несколько параметров в зависимости от конструкции нарезаемого материала, указать длину заготовок и их количество. Единственные вопросы, которые вызывают сомнение, — это возможность резки большего количества материалов на одной машине и стоимость такого оборудования.
Но и здесь есть решения. Стоимость оборудования — один из важнейших факторов при его выборе. Поэтому в зависимости от задач наших заказчиков мы предлагаем различные модели автоматов резки, которые отличаются друг от друга как по своим характеристикам, так и по цене.
Для резки кабельных изделий небольших размеров (провода сечением до 10 мм2, плоские материалы шириной до 100 мм) подходит автомат резки EcoCut3300 (рис. 1а) компании Schleuniger (Швейцария). При резке более сложных и габаритных материалов (провода сечением до 70 мм2, плоские материалы шириной до 82 мм) можно использовать автомат PowerCut3700 той же компании (рис. 1б).

Рис. 1. Автоматы для резки проводов компании Schleuniger:
а) EcoCut3300;
б) PowerCut3700
Если необходим максимально универсальный автомат резки, способный решать разнообразные задачи, стоит обратить внимание на оборудование Ulmer (Германия). Эта компания выпускает автоматы резки серии SM. Автоматы SM15 способны резать плоские материалы шириной до 150 мм, а автоматы SM30 — материалы шириной до 300 мм. Внутри серии автоматы различаются по максимальному усилию резки. В зависимости от усилия определяется максимальное сечение проводов, которое можно обрабатывать на каждой конкретной модели. Например, модель SM15 2PLC (рис. 2) режет провода сечением до 50 мм2, а самая мощная модель — SM15 2PLCV — способна резать провода и кабели сечением до 120 мм2.

Рис. 2. Автомат для резки проводов SM15 2PLC компании Ulmer
Отличием всех автоматов резки компании Ulmer является то, что благодаря простоте конструкции стоимость даже самых мощных моделей относительно невысока.
Зачистка концов заготовки провода
Это еще одна операция, которая в той или иной форме проводится практически всегда. Если собрать воедино результаты тестов по зачистке образцов кабелей, присланных нам заказчиками, можно выделить следующие факторы, которые могут повлиять на решение об автоматизации операции зачистки:
- сечение и конструктивные особенности провода/кабеля;
- длина зачистки элементов провода;
- качество используемого провода и кабеля.
Рассмотрим подробнее каждый из этих факторов.
Понятно, что зачистка одного провода с ПВХ-изоляцией сечением 0,5 мм2 на длину 15 мм с использованием ручного инструмента или приспособлений не составит большого труда. Зачистка будет выполнена буквально за одну секунду, однако если стоит задача зачистить на такую же длину провод сечением 35 или 50 мм2, то здесь потребуется гораздо больше времени и усилий. В случае увеличения длины зачистки, предположим до 150 мм, ручная зачистка и в первом, и во втором случае будет еще более затруднена.
Представим, что необходимо чистить кабель сложной конструкции, с оболочкой и изолированными внутренними жилами. Ручная зачистка концов внутренних жил на 5 мм под последующую пайку не вызывает проблем, но предварительно нужно снять внешнюю оболочку на длину 120 мм, которая плотно облегает внутренние жилы. В этом случае, помимо временных затрат на удаление внешней оболочки вручную, увеличивается и риск повреждения изоляции внутренних жил.
И еще один фактор, на котором хотелось бы остановиться, — это качество обрабатываемых проводов. Очень часто на предприятиях возникают ситуации, когда необходимо обрабатывать провод и кабель невысокого качества. Вследствие этого очень большие затруднения вызывает удаление изоляции, пролитой и застывшей внутри токоведущей жилы, или оболочки, приваренной к внутренней изоляции проводников. В такой ситуации возможности полуавтоматов для зачистки провода, благодаря более точному прорезанию изоляции и применению большого усилия стягивания, существенно превышают возможности монтажника, оснащенного ручным инструментом. (Однако следует отметить, что нам встречались образцы кабеля, с которыми не справлялись и мощные машины для зачистки.)
Если перейти к конкретным моделям полуавтоматов для зачистки провода, то здесь мы можем предложить большой выбор моделей разной стоимости для различных задач.
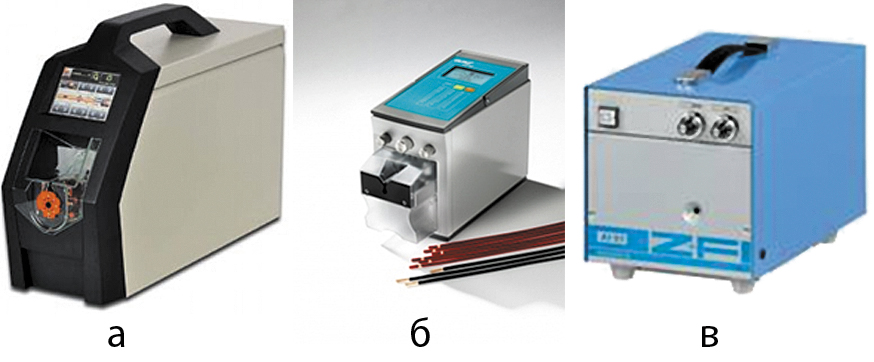
Рис. 3. Полуавтоматы для зачистки проводов:
а) UniStrip2300;
б) CS60; в) AI 01
Для зачистки проводов сечением до 6 мм2 можно использовать модели серии UniStrip от Schleuniger (рис. 3а), полуавтомат СS60 от GLW (Германия) (рис. 3б) или полуавтоматы AI 01 компании Zoller+Frohlich (Германия) (рис. 3в). Отдельно следует выделить полуавтоматы для зачистки провода с последующей подкруткой жилы: RotaryStrip2400 от Schleuniger (рис. 4а) и AW. Twist.015 от Rittmeyer-Beri (Германия) (рис. 4б).

Рис. 4. Полуавтоматы для зачистки провода с последующей подкруткой жилы:
а) RotaryStrip2400;
б) AW.Twist.015
Для зачистки проводов больших сечений и внешней оболочки кабелей различной конструкции мы рекомендуем полуавтоматы JacketStrip8310 и JacketStrip 8400 компании Schleuniger и AM. All.Round от Rittmeyer-Beri.
Особое внимание стоит уделить полуавтоматам серии AM. Strip немецкой компании Rittmeyer-Beri. Эти полностью пневматические полуавтоматы благодаря возможности развивать большое усилие стягивания способны зачищать провода и кабели больших размеров с не очень качественной изоляцией. В зависимости от модели зачистка кабелей и проводов осуществляется на длину до 1000 мм. Максимальный внешний диаметр провода равен 30 мм. Полуавтоматы оснащены современными системами безопасности. Несмотря на широкие возможности, отсутствие сложных конструктивных элементов делает эти полуавтоматы одним из самых недорогих решений по зачистке (рис. 5).

Рис. 5. Полуавтоматы для зачистки проводов больших сечений и внешней оболочки кабелей различной конструкции:
а) AM. Strip.1;
б) AM. Strip.500
Маркировка жгутовых изделий
И наконец, поговорим о маркировке проводов для их последующего монтажа. Если рассматривать работу кабельного участка для предприятий, производящих технику и оборудование специального назначения, то в первую очередь нужно рассмотреть маркировку ПВХ и термоусаживаемой трубки.
Наверное, самым распространенным материалом для маркировки является отечественная трубка из поливинилхлоридного пластиката ТВ-40/50 ГОСТ 19034-82. На многих предприятиях изготавливаются большие объемы маркировочных кембриков из трубки ТВ, при этом вся маркировка на них наносится вручную. В данном случае можно снова говорить о недостатках ручной маркировки: низкая производительность процесса, не очень хорошая читаемость обозначений, отрицательное влияние на здоровье работников, проводящих маркировку.
В 2010 году компания «Совтест АТЕ» вывела на рынок автомат для маркировки и резки ПВХ и термоусаживаемой трубки SP2000 от СТК Со, Япония (рис. 6а). Основной характеристикой этой машины является возможность автоматической маркировки ПВХ-трубки диаметром от 1,5 до 28 мм или шириной до 45 мм, если трубка плоская. Машина получила широкое распространение и признание потребителей. В настоящий момент несколько десятков автоматов SP2000 успешно работают на всей территории России: от Владивостока до Санкт-Петербурга.

Рис. 6. Автоматы для маркировки и резки ПВХ и термоусаживаемой трубки:
а) SP2000;
б) SP2300
Главным достоинством автомата SP2000 является возможность нанесения маркировки на трубку отечественного производства ТВ40/50 ГОСТ 19034-82, а также возможность маркировки символами кириллицы при подключении к ПК. Полученная на SP2000 маркировка отлично читается, соответствует всем требованиям на стираемость и проходит «приемку представителем заказчика» на заводах, производящих изделия оборонной, морской и авиационной промышленности.
В этом году мы расширяем линейку автоматов маркировки и предлагаем новую разработку фирмы СТК Со — автомат для маркировки и резки SP2300 (рис. 6б). Он обладает всеми достоинствами предыдущей модели, однако в отличие от SP2000 маркирует трубки меньшего размера: круглые трубки диаметром от 1,5 до 19 мм и плоские трубки шириной до 30 мм. Новая модель является бюджетным вариантом.
Обе модели также подходят для маркировки различных видов термоусаживаемой трубки в соответствии со своими рабочими характеристиками.
Есть еще один немаловажный аргумент в пользу применения оборудования для обработки провода на кабельном участке — это возможность, при необходимости, безболезненного увеличения объемов производства. На предприятиях бывают ситуации, когда необходимо резко увеличить количество выпускаемой продукции. Если нужно увеличить объемы на участке, где провода и кабели обрабатываются вручную, первое решение — нанимать новых людей и параллельно быстро купить подходящее оборудование. К сожалению, неподготовленный персонал не сильно помогает росту объемов гот овой продукции, а покупка новой техники без учета ее достоинств и недостатков не всегда приводит к положительному результату.
При наличии на участке оборудования для обработки провода можно увеличить его производительность, организовав работу машин в несколько смен. Таким образом, появляется время для спокойного анализа сложившейся ситуации и принятия мер по улучшению создавшегося положения.
В этой статье рассмотрены отдельные технологические операции обработки провода, но есть еще ряд процессов, таких как опрессовка наконечников на провод, сборка жгутов, бандажирование и пр., которые не были включены в данный обзор.
Заключение
Все ситуации, рассмотренные в статье, стали нам известны при общении с нашими заказчиками. Работники компании «Совтест АТЕ» находятся в постоянном контакте с покупателями оборудования на протяжении практически всего срока эксплуатации поставленных машин. Почти все представленное оборудование успешно эксплуатируется на различных предприятиях или прошло тестирование в нашей компании.
Сейчас, благодаря нашему опыту и знаниям, мы не просто предлагаем варианты оборудования, а комплексно решаем задачи, возникающие на предприятиях заказчиков. Большое количество положительных отзывов, получаемых нами, подтверждает наш профессионализм и ориентированность на каждого клиента.
 10 декабря, 2012
10 декабря, 2012