
 отправка...
отправка...Новый метод трехмерной инспекции качества нанесения паяльной пасты
Почему же так происходит?
Во-первых, многие пользователи до сих пор проводят анализ окупаемости.
Во-вторых, другие пользователи считают, что необходимость в инспекции качества нанесения паяльной пасты, тем более 3D-инспекции, имеет решающее значение лишь во время внедрения новых изделий, на фазе исследований или при производстве продуктов специального назначения, но не приносит пользы во время процесса сборки.
Очевидно, в связи со сложившейся ситуацией следует рассмотреть вопрос целесообразности интеграции 3D инспекции паяльной пасты, учитывая тот факт, что объемы производства выросли, но в то же время размеры устанавливаемых компонентов значительно уменьшились. На передовых предприятиях используются компоненты типоразмеров 01005 и MBGA. Поэтому проверка качества нанесения паяльной пасты особенно важна при отладке процесса сборки.
В статье мы проанализируем основные методы, используемые при инспекции паяльной пасты, и представим абсолютно новый метод, сочетающий в себе все достоинства предыдущих, исключая их недостатки.
Методы инспекции паяльной пасты
Процесс нанесения паяльной пасты потенциально очень неустойчив и имеет большое количество зависимых переменных, больше, чем любой другой SMT-процесс. По данным исследований, проведенных ведущими компаниями и университетами Европы, вариация этого процесса составляет порядка 60%. Причина — в большом количестве параметров, характеризующих этот процесс. Как правило, принято считать, что существует около 40 переменных для контроля (паяльная паста, толщина трафарета, качество разработки топологии процесса, условия окружающей среды, тип принтера, качество ракеля, скорость печати и т. д.). Если считать идеальным нанесением пасты значение 1, то у сегодняшних принтеров значение качества варьируется от 0,2 (недостаточное) до 1,3 (избыточное).
В связи с этим применяется инспекция качества нанесения паяльной пасты.
На данный момент существуют:
- метод лазерной триангуляции (метод измерения расстояний и локализации объектов);
- бесконтактная профилометрия, основанная на структурированном свете;
- инновационный метод PI компании ViTechnology (Франция).
Метод лазерной триангуляции
Технология лазерной триангуляции (рис. 1) работает на основе 2D-изображения. Высота проверяемого объекта определяется по отклонению лазерного луча.

Рис. 1. Лазерная триангуляция
Недостатки лазерной триангуляции (табл. 1) главным образом связаны с плохой точностью. Кроме того, при наличии в некоторых системах только одного источника (один лазер) невозможно рассчитать точное значение объема. Это явление называется «теневым эффектом» (рис. 2).
|
Достоинства |
Недостатки |
|
Быстрое воспроизведение |
Чувствительность при переходе материала |
|
Хорошая точность по оси Z для однородных материалов |
Теневой эффект |
|
Цена |
Отсутствие цветопередачи |

Рис. 2. Теневой эффект при лазерной триангуляции
Сочетание камеры с одним лазером приводит к появлению неисследуемых зон. Они не входят в измерения при инспекции. Погрешность может меняться в зависимости от геометрии фигуры, но достигает 48%. Также сформировалось мнение, что лазер можно применять исключительно для однородных поверхностей (рис. 3), к примеру, при построении 3D-модели при проектировании объектов.

Рис. 3. Работа лазера с однородными поверхностями
Но при производстве электроники лазер работает с печатными платами, которые имеют неоднородную поверхность, что приводит к искажению при инспекции. Диаграмма исследования платы продемонстрирована на рис. 4.

Рис. 4. Диаграмма работы лазера на ПП
Метод бесконтактной профилометрии
Этот метод представляет собой способ трехмерного измерения путем модуляции фазы. В данном случае происходит проекция полос (рис. 5) на предмет, модуляция интерференционных полос, и при перемещении смотровой решетки измеряется высота и объем объекта (рис. 6).
Рис. 5. Пример проецирования полос
К недостаткам бесконтактной профилометрии (приемник метода Moiré) относят отсутствие глубины резкости (что более или менее компенсируется движением по оси Z), влияние шума и вибрации на решетку при инспекции, а также долгое время цикла.

Рис. 6. Принцип работы бесконтактной профилометрии
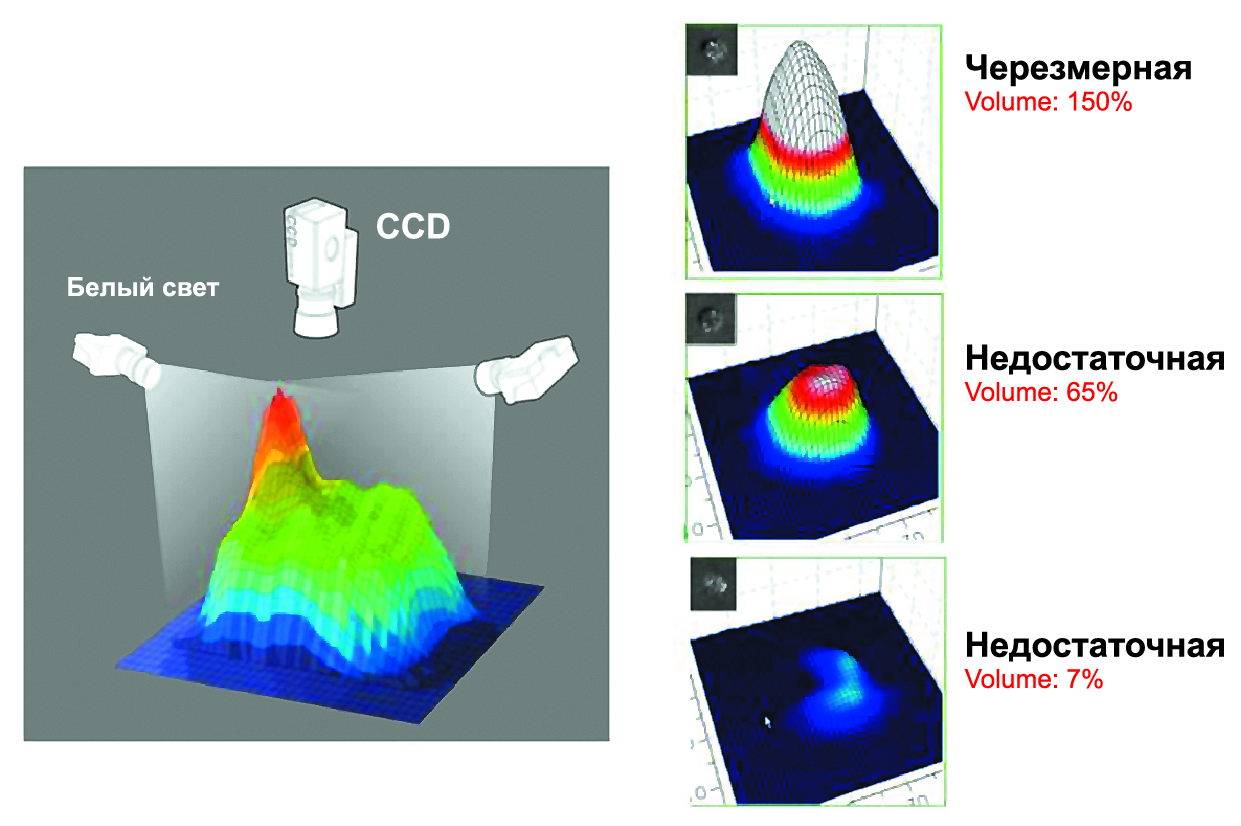
Рис. 7. Пример обнаружения дефектов при бесконтактной профилометрии
Однако метод (рис. 7) широко распространен на рынке. Но он также не сочетает в себе все достоинства и имеет некоторые недостатки (табл. 2).
|
Достоинства |
Недостатки |
|
Хорошая повторяемость и точность при реконструкции |
Разрешение по оси Z хуже четырех микрон |
|
Топографическое 3D-изображение |
Маленькая зона реконструкции изображения |
|
Нет теневого эффекта при использовании четырех проекторов |
Ограниченное поле обзора |
|
Время цикла |
Компромисс скорость/разрешение |
|
|
Чувствительность результатов к вибрации |
|
|
Чувствительность к ошибкам механики |
Инновационный метод трехмерной реконструкциии при помощи многокамерной системы (PI)
Компания ViTechnology предлагает абсолютно новый метод (рис. 8, табл. 3), который вобрал в себя основные достоинства предыдущих двух методов и исключил их недостатки. За счет использования четырех камер обзора и одного верхнего проектора система обеспечивает реалистичное 3D изображение платы (рис. 9).

Рис. 8. Метод PI

Рис. 9. Реалистичное 3D изображение платы
Каждая точка на плате фиксируется как минимум двумя камерами, благодаря чему полностью устраняется теневой эффект. RGB-подсветка гарантирует высокое качество освещения при инспекции. Мощная аппаратная часть позволяет системе быстро работать с алгоритмом PI.
|
Максимальный размер ПП |
533,4×533,4 мм |
|
Размер ПП |
От 50×50 до 533×533 мм |
|
Внешние габариты (Ш×Г×В) |
780×1250×1650 мм |
|
Вес |
<1000 кг |
|
Толщина платы |
0,1–5 мм |
|
Вес платы |
6 кг |
|
Зазор над платой |
50 мм |
|
Зазор под платой |
60 мм |
|
Зазор для фиксации с краев |
3 мм (max) |
|
Высота конвейера |
830–970 мм |
|
Скорость конвейера |
5–19 м/мин |
|
Максимальная область инспекции |
От 48×48 до 531×531 мм |
|
Размер пикселя X&Y |
15 мкм |
|
DOF |
±2,7 мм от исходной системы |
|
Минимальный размер площадки |
200×200 мкм |
|
Возможность инспекции |
Объем, площадь, высота, смещение, мост, деформация, недостаточность/избыточность, потеря ориентации трафарета, дефект «надгробного камня», отклонение BGA |
|
Скорость инспекции |
50 см2/с |
|
Точность |
1 мкм — сертификат VIT Target |
|
Повторяемость GRR |
10% от размера 01005 по V, H, A, X, Y |
Машина PI компании ViTechnology (рис. 10) поставляется в конвейерном исполнении, она имеет минимальные габариты, что позволяет легко встраивать ее в линию.

Рис. 10. Система 3D-инспекции паяльной пасты PI
Использование таких систем с набором инновационных технологий поможет улучшить качество производства, а также перейти на качественно новый уровень работы. Модульное исполнение всегда позволит в любой момент усовершенствовать систему, увеличивая ее производительность, что значительно снижает капитальные затраты на переоснащение производства.
Таким образом, улучшить качество технологического процесса можно при помощи инновационных систем контроля инспекции паяльной пасты по алгоритму PI.