
 отправка...
отправка...Современные решения для опрессовки от компании GLW
Электрические шкафы — популярное решение для монтажа средств автоматизации и управления во многих отраслях промышленности — могут содержать сотни электрических связей. В настоящее время трудоемкость монтажа таких шкафов может составлять десятки часов за счет повышенной плотности электромонтажа. Однако на рынке этих изделий существует жесткая конкуренция, которая вынуждает производителей искать пути сокращения себестоимости, не приводящие к снижению качества продукции. В большинстве случаев на российских предприятиях имеется значительный потенциал снижения трудоемкости монтажа электрических шкафов как за счет изменения методики проектирования, так и за счет автоматизации заготовительных операций.
Для решения этих задач рынок технологического оборудования предлагает линии обработки провода, в автоматическом режиме выполняющие все заготовительные операции: мерную резку, зачистку изоляции, маркировку проводов, лужение токоведущей жилы, установку наконечников и уплотнителей. Одним из ведущих производителей такого оборудования является компания Schleuniger.
Впрочем, не все поставщики электрических шкафов готовы оснастить свои цеха высокопроизводительным оборудованием, поставляемым компанией Schleuniger. Чаще всего сдерживающим фактором становятся небольшие объемы производства, что означает низкий коэффициент загрузки и длительный срок окупаемости таких машин.
В дополнение к решениям Schleuniger изготовителям электротехнической продукции следует рассмотреть варианты несложного автоматического и полуавтоматического оборудования, которое при средней производительности является более компактным и доступным решением.
В этой статье мы хотим обратить внимание на оборудование для установки наконечников, предлагаемое немецкой компанией GLW GmbH. Все оно разработано немецкими инженерами и изготовлено в Германии.
Выполнение электромонтажных работ внутри шкафов с использованием провода с многопроволочной жилой без ее дополнительной обработки может привести к снижению качества за счет повышения вероятности:
- отделения проволок жилы при установке провода в пружинный контакт;
- передавливания отдельных проволок при установке в контакт с винтовым зажимом;
- коррозии проволок токоведущей жилы.
Перечисленные факторы приводят к росту переходного сопротивления в зоне электрического контакта с последующим его перегревом при протекании электрического тока. Длительный перегрев в зоне контакта ведет к перегоранию токоведущей жилы или расплавлению пластиковой изоляции. В результате из-за последующих обрывов или коротких замыканий может выйти из строя дорогостоящее оборудование или даже пострадать люди.
Лужение токоведущей жилы предотвращает эти явления, однако трудоемкость данной операции относительно высока. Кроме того, в условиях повышенного уровня вибраций или ударов долговечность паяного соединения ниже, чем обжимного. Повышенные вибрационные нагрузки характерны, как правило, для электрических шкафов железнодорожной техники.
Использование втулочных наконечников при электрическом монтаже внутри шкафа, несмотря на дополнительные затраты на материалы и дополнительную трудоемкость, имеет множество преимуществ. Основные из них — улучшение качества соединения за счет ликвидации предпосылок его перегрева и повышение вибростойкости. к тому же большинство втулочных наконечников оснащено жесткой изолирующей втулкой, которая ограничивает угол изгиба провода, увеличивая надежность соединения.
Наконечник штыревой втулочный изолированный (НШВИ) применяют для подключения проводов и кабелей с сечением жилы до 10 мм2 в зажимной контакт. Данная разновидность наконечников опттимальна для коммутации электропроводки оборудования установочной мощностью до 15 кВт. Наконечник НШВ представляет собой медную втулку без изоляции. Существует также модификация для обжима двух токоведущих жил в один наконечник — НШВИ-2.
Компания GLW разработала собственную технологию изготовления втулочных наконечников, получив на нее патент номер US5445544. Широкая номенклатура предлагаемых наконечников позволяет оконцовывать одиночные провода с поперечным сечением 0,14–240 мм2 (рис. 1).

Рис. 1. Линейка наконечников, разработка компании GLW
Наконечники для обжима пары проводников позволяют оконцовывать провода сечением 0,5–16 мм2. Материал гильзы — луженая медь, изоляционной втулки — полипропилен. Изолированные и неизолированные наконечники под заделку одной жилы, поставляемые россыпью, соответствуют международному стандарту DIN 46228. Однако наиболее интересный вариант — наконечники, скрепленные в ленту, что облегчает их применение в машинах для автоматической установки на токоведущую жилу. Для производств с малой серийностью можно использовать ленты, содержащие по 50 наконечников. Для производств, объем электромонтажа на которых выше, доступны ленты, вмещающие 500–3000 наконечников. Для удобства использования эти ленты поставляются в катушках диаметром 150–250 мм (рис. 2).

Рис. 2. Ленты с наконечниками
Обзор оборудования для установки наконечников методом обжатия мы начнем с относительно простой машины с электрическим приводом обжимного механизма EC 65 (рис. 3).

Рис. 3. Машина с электрическим приводом обжимного механизма EC 65
Эта машина не требует подключения к магистрали сжатого воздуха и оснащена быстросъемными обжимными матрицами. Обжимной механизм имеет специальные направляющие, которые повышают качество обжимного соединения, а управление машиной с помощью педали позволяет оператору точнее позиционировать заготовку. Обжим наконечника за два шага способен надежно зафиксировать контакт перед обжатием, предотвращая его смещение относительно токоведущей жилы. Таким образом, после первого нажатия на педаль обжимной механизм фиксирует наконечник, предоставляя оператору возможность установить провод в обжимную гильзу и правильно его позиционировать. Второе нажатие на педаль инициирует непосредственно процесс обжима гильзы. Машина предназначена для установки наконечников любой формы с гильзой под провод с сечением жилы до 25 мм2, усилие обжатия для которой не превышает 10 кН. Установка предельного усилия обжатия для используемого типа наконечников снижает износ механизмов машины и автоматически обнаруживает факт применения несоответствующего наконечника. Безопасность оператора обеспечивается защитным кожухом, размещенным поверх обжимных матриц. Длительность рабочего цикла — не более 1 с. Производитель гарантирует безотказную работу оборудования до выполнения 500 000 обжатий. Затем машина должна пройти сервисное обслуживание для замены деталей привода обжимного механизма. Компания GLW также предлагает потенциальным покупателям оборудования бесплатную услугу — изготовление образцов обжимных соединений с выполнением микрошлифов поперечного сечения для оценки качества. Машина имеет небольшие габариты (320×140×220 мм) и вес (10 кг), благодаря чему ее легко перемещать с одного рабочего места на другое.
Машина для установки наконечников с пневматическим приводом обжимного механизма PC 65 (рис. 4) представляет собой модификацию машины EC 65.

Рис. 4. Машина для установки наконечников с пневматическим приводом обжимного механизма PC 65
Машина имеет практически такие же габариты, вес и основные рабочие режимы, но при этом оснащена удобным сенсорным дисплеем для настройки и контроля режимов функционирования оборудования. Для его подключения требуется источник сжатого воздуха с давлением 450–650 кПа. Использование пневматического привода повышает усилие обжатия гильзы наконечника до 15 кН и сокращает энергопотребление машины до 6 Вт.
Компактный ручной пневматический инструмент для обжатия втулочных наконечников серии АС (рис. 5) позволяет оператору избежать неприятных ощущений, вызываемых многократным использованием ручного механического инструмента. В особенности это актуально при работе с наконечниками для провода большого сечения.

Рис. 5. Ручной пневматический инструмент для обжатия втулочных наконечников серии АС
Для подключения инструмента нужен источник сжатого воздуха с давлением 400–600 кПа. Потребление сжатого воздуха составляет не более 0,2 л на одну операцию обжима. Вес этого инструмента всего 400 г, а длина — 200 мм при диаметре 40 мм. Длина соединительного шланга — 2 м. Это позволяет выполнять операции в труднодоступных местах как при ремонте, так и при производстве электротехнического оборудования. Обжимные матрицы предназначены для выполнения трапециевидного или прямоугольного обжима проводников с поперечным сечением 0,14–10 мм2. Настольная версия инструмента осуществляет те же операции, но при этом оснащена педальным приводом исполнительного механизма.
Серия машин MC обладает большей функциональностью, последовательно реализуя зачистку изоляции провода, установку и обжим втулочного наконечника.
Полностью электрическая машина для зачистки изоляции и обжатия втулочных наконечников МС 25 (рис. 6) предназначена для оконцевания токоведущих жил с поперечным сечением 0,5–2,5 мм2.

Рис. 6. Электрическая машина для зачистки изоляции и обжатия втулочных наконечников МС 25
При необходимости машина может быть укомплектована дополнительной оснасткой для оконцевания провода с поперечным сечением 0,25 и 0,35 мм2 (рис. 7).

Рис. 7. Дополнительная оснастка машины МС 25 для оконцевания провода с поперечным сечением 0,25 и 0,35 мм2
Допускается использование монтажного провода только в полихлорвиниловой изоляции. Машина имеет боковой лоток для подачи наконечников, соответствующих стандарту DIN 46228 Part 4 и скрепленных в ленту. Лоток удерживает как короткие отрезки такой ленты, содержащие 50 наконечников, так и катушки, емкость которых достигает 3000 наконечников. Благодаря специальному окну на катушке можно контролировать количество наконечников для своевременной ее замены. Как и у всего оборудования, производимого компанией GLW, у данной машины относительно небольшие габариты (165×270×320 мм) и вес (12 кг). В сочетании с удобной ручкой это позволяет переносить машину с одного рабочего места на другое. Конструкция установки исключает травмирование оператора, поскольку доступ в зону зачистки и обжатия возможен только через отверстие для провода. Длительность рабочего цикла — не более 1,5 с. Машина не имеет клавиатуры, а небольшой жидкокристаллический дисплей предназначен только для индикации количества обжатий после включения питания устройства и вывода сообщений об ошибках. Обрезки изоляции провода попадают в специальный накопитель, который должен быть очищен оператором по мере заполнения. Переналадка машины на другой провод включает всего две операции, выполняемые вручную, без помощи какого-либо инструмента: замену блока зачистных ножей и замену матрицы для трапециевидного обжатия провода. Полный набор зачистных ножей и обжимных матриц поставляется в комплекте с машиной. Длительность переналадки — менее 1 мин. Фиксированная длина зачистки (8 мм) рассчитана на установку исключительно втулочных наконечников. Компактность, небольшой вес и полностью электрический привод делают эту машину незаменимым помощником на рабочем месте монтажника электрических шкафов.
В последнюю очередь мы представим серию стационарных машин МС 40 (рис. 8), предназначенных для установки втулочных наконечников, поставляемых россыпью.

Рис. 8. Стационарная машина МС 40 для установки втулочных наконечников
Серия включает машину МС 40-1, предназначенную для установки наконечников на токоведущую жилу с площадью поперечного сечения 0,25–4 мм2 и машину МС 40 L для токоведущих жил сечением 4–10 мм2. Особенностью этой серии машин является специальный бункер, в который помещаются наконечники россыпью. Механизм бункера обеспечивает их отбор, правильное позиционирование и подачу в рабочую зону. В рабочей зоне машина последовательно выполняет зачистку изоляции провода, установку наконечника и его обжатие менее чем за 1,5 с. Также доступен режим, в котором машина выполняет только зачистку изоляции без установки наконечника. Длина зачистки в зависимости от используемого наконечника может варьироваться и составлять 6–12 мм. По сравнению с переносными машинами, описанными выше, это оборудование имеет относительно большие размеры (550×250×412 мм) и вес (27 кг). Машина снабжена электропневматическим приводом, поэтому нуждается как в подключении к сети переменного тока 220–240 В, так и в источнике сжатого воздуха с давлением 500–600 кПа. Переналадка машины не требует специального инструмента и предусматривает замену обжимных матриц, блока зачистных ножей и бункера. Изменение длины зачистки производится поворотом специального селектора с помощью обычной отвертки. Вся процедура переналадки занимает не более 5 мин. Полный набор принадлежностей для переналадки на другой тип наконечника поставляется вместе с машиной (рис. 9).

Рис. 9. Набор принадлежностей для переналадки на разные типы наконечников
Для управления режимами работы на контрольной панели расположено восемь кнопок и простой жидкокристаллический индикатор. Средства сбора обрезков изоляции и защиты оператора от травм выполнены по аналогии с машиной МС 25.
Машины серии MC 40 обеспечивают качественный результат только при подаче в нее провода с перпендикулярным торцом. Угловой рез, отдельные вытянутые проволоки, сплющивание жилы или загиб конца более 3 мм на длине 6 мм (рис. 10) не позволяют выполнить качественную зачистку и установку наконечника на провод.
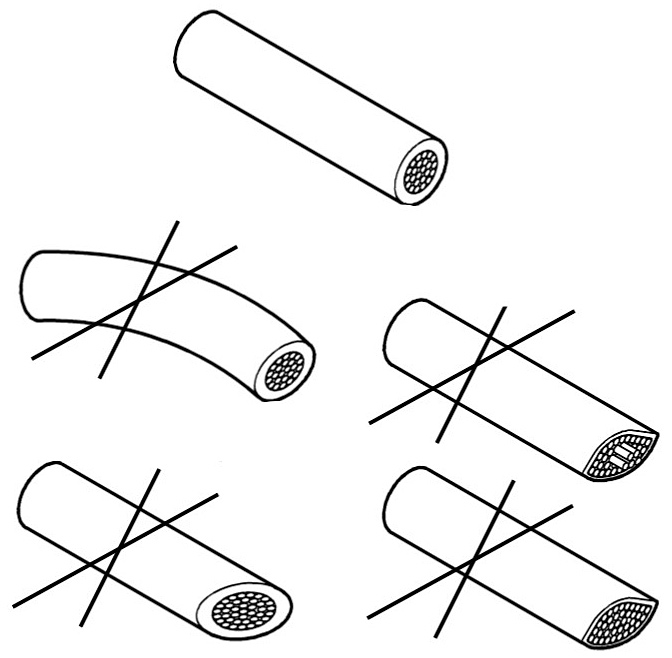
Рис. 10. Качественный результат обеспечивается только при подаче провода с перпендикулярным торцом
Поэтому для мерной резки провода с однопроволочной или многопроволочной жилой компания GLW предлагает семейство машин LC100 (рис. 11).

Рис. 11. Семейство машин LC100 для мерной резки провода с одно- и многопроволочной жилой
С помощью простого интерфейса можно задать длину и количество отрезков. Для хранения программ резки используют специальное программное обеспечение, позволяющее хранить и при необходимости загружать программы с персонального компьютера. Эта программа сохраняет до 20 проектов, каждый из которых может содержать до 100 записей «длина отрезка — количество отрезков». После ввода конца провода во входное отверстие машины система транспортных роликов автоматически подстраивает их под диаметр соответствующего провода, что обеспечивает качественный захват его изоляции и высокую точность нарезки. Раздельная система транспортных и измерительных роликов обеспечивает дальнейшее повышение точности. Машина выполнена в настольном варианте и имеет габариты 301×194×128 мм при весе 10 кг, поэтому ее легко переносить с одного рабочего места на другое. Обрабатываемые материалы: медный провод с многопроволочной жилой поперечным сечением 0,08–10 мм2 и диаметром по изоляции до 8 мм; медный провод с однопроволочной жилой поперечным сечением до 2,5 мм2; полимерная трубка диаметром до 8 мм. Небольшая мощность машины (около 150 Вт) обеспечивает скорость протягивания провода в зависимости от поперечного сечения 0,04–0,5 м/с. Повышения производительности можно достичь при условии применения совместно с машиной LC100 размотчика провода DR-30 (рис. 12).

Рис. 12. Размотчик провода DR-30
Все оборудование имеет невысокую защищенность от воздействий окружающей среды и должно эксплуатироваться в закрытых помещениях при температуре +10…+40 °С. Использование оборудования во влажных, запыленных помещениях, зонах с повышенной вибрационной или ударной нагрузкой не допускается.
Все описанные машины имеют отличное соотношение производительности и цены при высоком качестве изготовления ответственных узлов. Оборудование не занимает много места и большинство машин можно переносить с одного места на другое, оптимизируя тем самым рабочие места монтажников. Переналадка большинства машин при этом выполняется вручную за очень короткое время. Резюмируя приведенный выше анализ, можно утверждать, что компания GLW поставляет надежные и простые в эксплуатации и обслуживании машины, которые отлично впишутся в технологический процесс даже на небольших монтажных участках.
 12 января, 2022
12 января, 2022 31 января, 2022
31 января, 2022