
 отправка...
отправка...Важные соображения о выборе и характеристиках защитного покрытия
Тщательно проанализировав вопрос о защитных покрытиях, мы считаем целесообразным рассмотреть некоторые из ключевых пунктов в выборе защитного покрытия (рис. 1).

Рис. 1. Выбор защитного покрытия
Выбор защитного покрытия: основные соображения
Прежде всего, необходимо определить ожидаемый диапазон рабочих температур для печатной платы — максимальную и минимальную. Например, если рабочая температура нашего устройства превышает +150…+160 °C, почти наверняка мы будем рассматривать нанесение силиконового, а не акрилового или полиуретанового защитного покрытия. Также примем в расчет и температурные скачки: если должным образом не принять во внимание тепловой удар или термоциклирование, это может привести к растрескиванию, что серьезно ухудшит защитные свойства покрытия.
Во‑вторых, какая требуется степень химической стойкости? Акриловые материалы хотя и легко удаляются для доработки, как правило, очень чувствительны к воздействию растворителей. Полиуретановые материалы, с другой стороны, обеспечивают большую химическую стойкость, но обычно не ремонтопригодны. Оцените, требуется ли устойчивость к погружению или разбрызгиванию и может ли покрытие подвергаться воздействию горячих растворов потенциальных загрязняющих веществ. Большие температуры повышают их способность действовать в качестве растворителя.
В‑третьих, подумайте, какой нужен уровень защиты от коррозии. Влажность, как правило, становится проблематичной, только когда происходит конденсация. Это потребует пристального внимания к толщине слоя и площади покрытия вашего материала. Более толстый слой покрытия, с одной стороны, может обеспечить превосходную защиту в средах с высокой конденсацией или при наличии солевых брызг и агрессивных газов, но, с другой стороны, толщина нанесения более 50 мкм может привести к растрескиванию в условиях теплового удара или термоциклирования (рис. 2).

Рис. 2. Термоциклирование покрытия 2к850
Почему следует рассматривать покрытия без растворителей?
Выбор материала без растворителей — это баланс этики, производительности и технологического процесса (рис. 3). С точки зрения этики материалы, не содержащие растворителей, являются разумным выбором, поскольку выбросы растворителей будут значительно сокращены или даже удалены, а здоровье работников будет в большей безопасности, что обеспечит более легкое соблюдение местных законодательных требований. Кроме того, энергия, необходимая для отверждения этих материалов, значительно ниже, чем энергия, которая понадобится для материалов на основе растворителей, что приводит к снижению счетов за электроэнергию и сокращению выбросов CO2 в атмосферу.

Рис. 3. Защитное покрытие на водной основе WBP
С точки зрения производительности материалы, не содержащие растворителя, можно наносить немного более густо, улучшая площадь покрытия и защитные свойства. Легкие в обработке и совместимые с производственными процессами с высокой эффективностью составы, не содержащие растворителей, часто технически превосходны и, следовательно, способны лучше решать сложные технологические задачи в автомобильном и аэрокосмическом секторах промышленности, где требуется повышенная стойкость к конденсации и термическому удару.
Все дело в отверждении
Механизмы отверждения основных классов материалов покрытия: сушка, окислитель, влага, тепло, химический и УФ. Выбор будет зависеть от множества факторов, таких как требования к производительности применения и физические ограничения, включая максимально допустимую температуру отверждения и время, отведенное для отверждения.
Акриловые полимерные материалы с растворителем могут быть высушены на воздухе. После того как растворитель испарится, оставшееся покрытие будет сухим, и дальнейшие процессы отверждения не потребуются. Сушка в печи часто используется для ускорения испарения растворителя, но при этом необходимо соблюдать осторожность, чтобы избежать неравномерного испарения растворителя и образования пузырьков.
Покрытия, отверждаемые окислением, основанные на алкидных материалах и растворителях, высушивают, как указано выше, перед проведением реакции с атмосферным кислородом, которая инициирует реакцию сшивания, дополнительно развивающую защитные свойства покрытия. Время отверждения, как правило, намного дольше, чем при физической сушке продуктов. Часто для достижения оптимальных свойств защитного покрытия требуется много часов сушки при +80…+90 °C.
Влагоотверждаемыми покрытиями могут быть как силиконовые, так и полиуретановые материалы, в составах на основе растворителей и без растворителей. Материалы поглощают воду от влажности окружающей среды, которая инициирует сшивание. Эти материалы широко используются, поскольку они не требуют каких-либо дополнительных процессов отверждения, хотя при необходимости для ускорения реакций можно использовать тепло.
Защитные покрытия, отверждаемые при нагревании, обычно основаны на силиконе и требуют минимальной температуры +100…+110 °C в течение 10–15 мин для достижения полного отверждения. Основное преимущество этих материалов в том, что им не нужно дополнительного времени для развития свойств и они считаются практически реагирующими на 100%, это позволяет безопасно упаковывать платы с покрытием, не опасаясь дегазации.
С химически отверждаемыми покрытиями (такими как уретаны и силиконы) реакционно способные олигомеры смешиваются со сшивающими материалами непосредственно перед применением. Как только эти два вида смешаны в правильном соотношении с подходящим катализатором, происходит химическая реакция с получением сухого отвержденного покрытия. Опять же, можно использовать отверждение в печи для увеличения производительности предприятия.
Отверждаемые ультрафиолетовым излучением материалы полимеризуются чрезвычайно быстро (за считанные секунды) при воздействии ультрафиолетового излучения подходящей длины волны и интенсивности (рис. 4). Однако риск появления тени от высоких компонентов предполагает, что довольно часто может потребоваться вторичный механизм отверждения, такой как нагрев или влажность.

Рис. 4. Уф-отверждаемое покрытие UVCL
Когда недопустима потеря свойств защитного покрытия
Когда потеря свойств защитного покрытия недопустима, важно рассмотреть два главных механизма отказа покрытия: коррозия и потеря изоляции (приводят к коротким замыканиям) (рис. 5). Коррозия — это сложный электрохимический процесс, контролируемый диффузией, который происходит на открытой металлической поверхности, обычно в присутствии воды и ионных загрязнений. Очистка печатной платы перед нанесением защитного покрытия будет иметь большое значение для устранения этих двух условий, вызывающих коррозию.
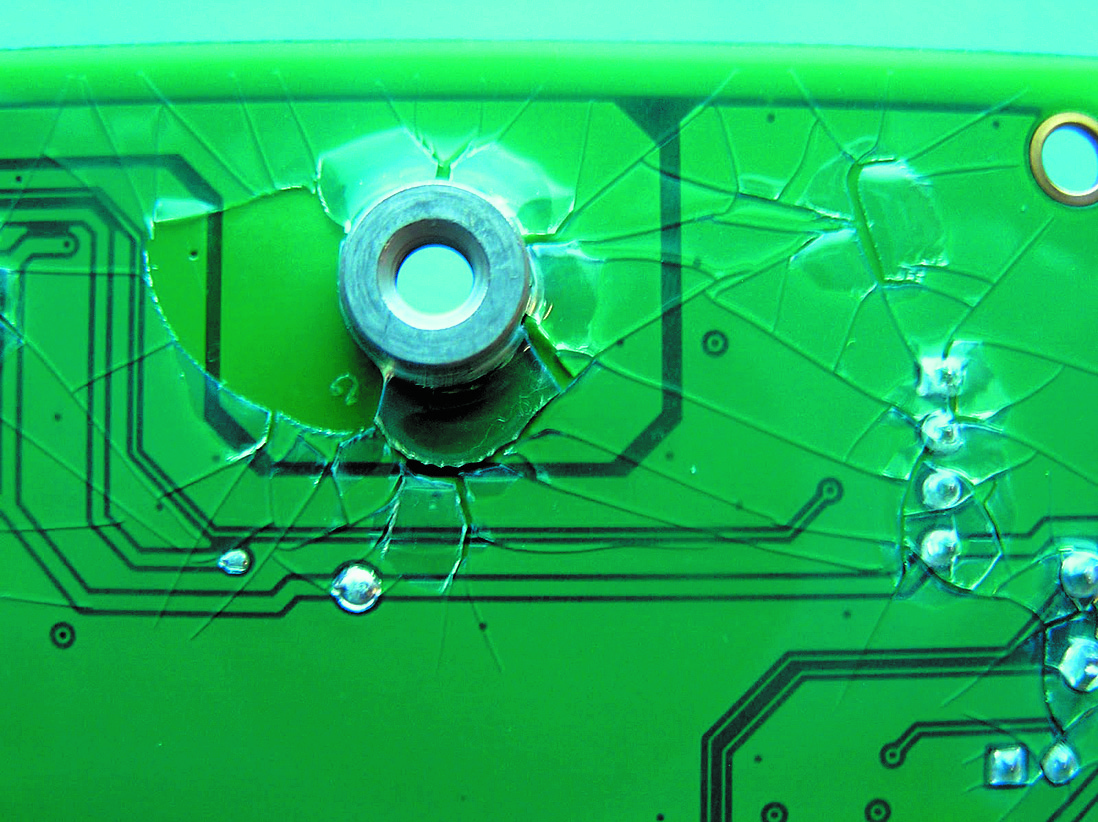
Рис. 5. Растрескивание защитного покрытия
Защитные покрытия помогают предотвратить образование электролитических растворов, выступая в качестве барьеров для влаги. Однако небольшие пустоты в покрытии, которые обнажают металлические поверхности печатной платы, могут на самом деле ускорить коррозию в подходящей среде. Задача для защитного покрытия заключается в достижении хорошей площади покрытия и адгезии к сложной трехмерной топографии печатной платы.
Неэффективные покрытия также способны привести к потере изоляции на поверхностях печатной платы. Вода может сконденсироваться в устройстве, образуя проводящие пути между дорожками печатной платы. Без сомнения, конденсация может серьезно проверить сопротивление изоляции покрытия!
Защита от конденсации, погружения и солевого тумана
Наибольшим испытанием на изоляцию защитного покрытия является включение питания во влажных условиях — из-за конденсации, погружения или солевого тумана. Жидкая вода с растворенными примесями электропроводна и, обнаруживая любые слабые места в покрытии, в конечном итоге приведет к коротким замыканиям на поверхности печатной платы. Чтобы обеспечить защиту в этих обстоятельствах, важно достичь 100%-ного бездефектного покрытия металлических поверхностей печатной платы, что создает реальную проблему как для самого материала, так и для процесса нанесения.
К счастью, новый класс материалов для защитных покрытий, обозначенный как 2K, позволяет достичь гораздо большей толщины и идеального покрытия, обеспечивая более высокий уровень защиты. Действительно, эксплуатационные преимущества материалов 2К были положительно продемонстрированы в трех самых суровых испытаниях, которым только могут подвергаться эти материалы, в том числе при испытаниях на механическую конденсацию и испытаниях на погружение в соленую воду.