
 отправка...
отправка...Бессвинцовые технологии. Выбор свинцовосодержащей паяльной пасты для решения задачи пайки свинцовых и бессвинцовых компонентов в едином процессе
Для развития нового направления — контрактной сборки — для одного из предприятий Уральского региона, которое производит медицинское оборудование, была приобретена линия поверхностного монтажа. Появление в производстве компонентов с бессвинцовым покрытием выводов — удачная возможность провести испытания и сравнить разные материалы для пайки. Были отобраны три паяльные пасты от разных поставщиков:
- паяльная паста Х — недорогой материал азиатского производства;
- паяльная паста Y — материал северо-американского производства;
- Multicore MP218 [1].
Для сравнения использовался метод оценки со многими критериями. Он позволяет выделить приоритетные для решаемой задачи характеристики технологических материалов и учесть их при анализе. Метод состоит из следующих этапов:
- Формулировка критериев, по которым будет происходить сравнение.
- Присвоение этим критериям весовых коэффициентов.
- Оценка сравниваемых материалов по выбранным критериям.
- Подсчет взвешенных оценок и выбор из них вариантов.
Формулировка критериев
Какие критерии могут использоваться при выборе паяльных паст? Это может быть качество трафаретной печати, стойкость отпечатков пасты к осадке, допустимый минимальный шаг компонентов, качество паяных соединений, возможность пайки компонентов с бессвинцовым покрытием выводов и многое-многое другое.
Было решено определить не более 5–7 основных критериев, так как невозможно объективно оценить большое количество информации. После обсуждения были выделены следующие требования:
-
- Соответствие паяных соединений стандарту IPC-A-610D «Критерии качества электронных сборок». Возможность проводить визуальный и функциональный контроль. Паяные соединения должны соответствовать всем критериям качества по стандарту IPC.
Часть продукции производится по контракту. Поэтому для производителя немаловажно, чтобы места пайки выглядели привлекательно. После оплавления должно быть небольшое количество прозрачных остатков флюса: они не препятствуют проведению визуального контроля. А также необходимо обеспечить возможность проведения электрического функционального контроля без удаления остатков флюса.
- Характеристики трафаретной печати.В условиях рассматриваемого производства паяльная паста должна обладать оптимальной вязкостью, чтобы обеспечивать качественную печать под мелкий шаг, и при этом отпечатки пасты не должны растекаться после нанесения. Условия окружающей среды не должны влиять на свойства паяльной пасты. Необходимо также, чтобы клеящие свойства пасты были достаточны для удержания компонентов при последующих операциях их установки и оплавления плат.
- Способность остатков флюса удаляться во время отмывки. Многие заказчики требуют полного удаления остатков флюса после пайки, так как их изделия эксплуатируются в жестких условиях. От того, насколько легко удаляются остатки флюса при стандартных режимах отмывки, зависит качество отмывки и долговременная надежность. Если изделия не соответствуют этому критерию, то даже самые успешные результаты пайки будут сведены на нет отказами, связанными с воздействием климатических факторов.
- Способность паяльной пасты качественно паять компоненты как с покрытием выводов, содержащим свинец, так и без него. Конкуренция на рынке контрактной сборки приводит к тому, что требуется выпус кать продукцию только высокого качества. Именно это и вызывает особые затруднения в том случае, когда часть компонентов поступает с бессвинцовым покрытием выводов. Для обеспечения качественных паяных соединений на компонентах с бессвинцовым покрытием выводов необходимо увеличивать пиковую температуру в зоне оплавления и, соответственно, увеличивать время предварительного прогрева. Это дает необходимое количество тепловой энергии, которая нужна для нормального протекания процессов диффузии. Это накладывает дополнительные требования к качеству паяльной пасты при оплавлении.
- Цена паяльной пасты. Определяется, насколько характеристики паяльной пасты обосновывают ее стоимость.
Присвоение весовых коэффициентов
Каждому из критериев были присвоены весовые коэффициенты по степени их значимости, но так, чтобы их сумма не превышала 10:
- 3,0 — способность паяльной пасты качественно паять компоненты как с покрытием выводов, содержащим свинец, так и с бессвинцовым покрытием;
- 2,5 — соответствие паяных соединений стандарту IPC-A-610D; возможность проведения визуального и функционального контроля;
- 2,0 — характеристики трафаретной печати;
- 1,5 — способность к удалению остатков флюса во время отмывки;
- 1,0 — стоимость паяльной пасты.
Оценка сравниваемых материалов
Производился полный технологический цикл — от трафаретной печати до пайки оплавлением. Технологические режимы подбирались исходя из рекомендаций для каждой паяльной пасты, возможностей оборудования, конструкции печатного узла и требуемой производительности. В дальнейшем проводилась корректировка процесса для каждой из паяльных паст для получения оптимального результата.
После отработки технологического процесса каждая из паст сравнивалась по выбранным критериям. В зависимости от результатов каждой из них присваивалась оценка от 1 до 3. Было решено не использовать 5-, 10- или 100-балльные системы оценки, так как это только «размывало» результаты.
Способность паяльной пасты качественно паять компоненты как с покрытием выводов, содержащим свинец, так и бессвинцовым
Поскольку для контрактной сборки заказчик получает компоненты в обрезках лент или россыпью без маркировки покрытия выводов, на первом этапе потребовалось определить содержание свинца в выводах компонентов. Для определения типа металлизации вывода компонента (рис. 1) применили недорогой экспресс-тест на наличие свинца — Lead Check®.[2]

При оценке паяльных паст по данному критерию оценивалось, насколько хорошо смочена припоем контактная площадка и вывод компонента, форма галтели, наличие пустот и их расположение при рентгеновском контроле. Также оценивалась возможность увеличения пиковой температуры пайки для обеспечения качественного образования интерметаллического соединения при пайке бессвинцовых компонентов (рис. 2).

Паяльная паста X — наблюдалось плохое смачивание паяемых поверхностей, особенно бессвинцовых компонентов. Узкое технологическое окно оплавления не позволило подобрать оптимальный температурный профиль. Рентгеновский контроль показал большое количество пустот. Оценка — 1,0;
Паяльная паста Y — характерна плохая смачиваемость контактных площадок и слабая активность входящего в состав пасты флюса. Оптимизация температурного профиля не внесла существенных улучшений. А увеличение температуры пайки, необходимое для обеспечения качественной пайки компонентов с бессвинцовым покрытием выводов, только усилило дефект, так как флюс истощался раньше времени. Рентгеновский контроль показал наличие пустот. Оценка — 1,0.
Паяльная паста Multicore MP218 — было подобрано несколько температурных профилей различной длительности и пиковой температуры, при которых достигался оптимальный результат пайки. Все паяемые поверхности были смочены полностью. Рентгеновский контроль показал несколько допустимых небольших пустот. Оценка — 3,0.
Соответствие паяных соединений стандарту IPC-A-610D. Доступность изделий для визуального и функционального контроля
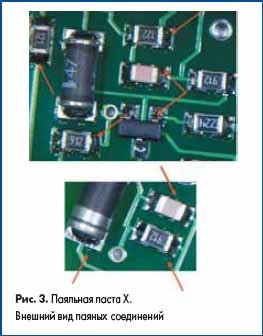
Паяльная паста Х — наблюдался такой дефект, как шарики и бусинки припоя (рис. 3). После корректировки температурного профиля пайки количество шариков немного уменьшилось. Однако дальнейшее изменение профиля пайки на результат не повлияло. Полностью устранить дефекты не удалось. Визуальный контроль был затруднен из-за большого количества пригоревших остатков флюса темно-коричневого цвета. Твердые остатки флюса не прокалывались электрическими щупами. Перед проведением электрического контроля требовалось их обязательное удаление. Оценка — 1,0.
Паяльная паста Y — периодически наблюдались такие дефекты, как «надгробный камень» и холодная пайка (рис. 4). Большое количество желто-прозрачных остатков флюса не препятствовало визуальному контролю. Паяные соединения имели неаккуратный внешний вид, что является недостатком для направления контрактной сборки. Твердые остатки флюса не прокалывались электрическими щупами. Перед проведением электрического контроля требовалось их обязательное удаление. Оценка — 2,0.

Паяльная паста Multicore MP218 — после оптимизации профиля дефектов пайки не наблюдалось (рис. 5). Небольшое количество прозрачных мягких остатков флюса не препятствовало визуальному и электрическому контролю. Оценка — 3,0.

Характеристики трафаретной печати
При проверке характеристик по этому критерию паяльная паста наносилась на полуавтомате трафаретной печати (рис. 6). Минимальный шаг составлял 0,5 мм (компонент LQFP FPT-48P-M0,5). Настройки трафаретной печати подбирались для каждой конкретной пасты в соответствии с рекомендациями поставщиков и требуемой производительностью.

Паяльная паста Х — сложности нанесения под малый шаг. Быстро сохла на трафарете. Наблюдался большой технологический отход, что в производственном процессе приведет к большому расходу материала. Оценка — 2,0.
Паяльная паста Y — замечаний по трафаретной печати не было. Оценка — 3,0.
Паяльная паста Multicore MP218 — замечаний по трафаретной печати не было. Оценка — 3,0.
Способность остатков флюса удаляться во время процесса отмывки
При определении данного критерия использовалась промывочная жидкость ZESTRON FA+, после отмывки изделия ополаскивались в деионизованной воде. Качество отмывки контролировалось визуально и с применением тестов на остатки активаторов ZESTRON FLUX TEST и на остатки канифоли ZESTRON RESIN TEST.
Паяльная паста Х — остатки флюса удалялись с трудом. Потребовалось значительное изменение режимов в сторону ужесточения параметров отмывки. Оценка — 1,0.
Паяльная паста Y — для удаления потребовалось незначительное изменение режимов отмывки. Оценка — 3,0.
Паяльная паста Multicore MP218 — остатки флюса легко удалялись при установке стандартных режимов отмывки. Оценка — 3,0.
Цена
Паяльная паста Х — оказалась наиболее дешевой из представленных образцов. Оценка — 3,0.
Паяльные пасты Y и Multicore MP218 — имели одинаковую стоимость и обе относятся к средней ценовой категории. Оценка — 2,0.
Подсчет взвешенных оценок и выбор оптимального варианта
После того как оценки по всем критериям были выставлены, производился расчет итогового результата с учетом весовых коэффициентов. Оценки образцов и суммарные результаты представлены в таблице и на рис. 7–8.



По результатам испытаний по выбранным критериям паяльной пасте Multicore MP218 соответствует наибольшая сумма баллов. Было принято решение использовать Multicore МР218, так как она в полной мере обеспечивает следующие преимущества производственного процесса:
- одновременную пайку на одной печатной плате компонентов с бессвинцовой и традиционной металлизацией выводов;
- качественную пайку, соответствующую требованиям стандарта IPC-A-610D;
- возможность пайки в широком диапазоне температур;
- минимум прозрачных остатков флюса, не требующих отмывки. При необходимости остатки флюса легко удаляются.
Проверка временем
В течение шести месяцев использования паяльная паста Multicore MP218 подтвердила высокие оценки, полученные при испытаниях. Специалисты предприятия успешно решали задачи контрактной сборки изделий высокого качества в различных областях применения: от бытовой электроники до спецтехники и промышленной электроники.
- Паяльная паста Multicore MP218 — решение проблемы пайки бессвинцовых компонентов свинцовыми пастами // Бюллетень «Поверхностный монтаж». 2006. № 7–8.
- Lead Check — тест на наличие свинца. Содержат ли применяемые вами компоненты свинец//Бюллетень «Поверхностный монтаж». 2007. № 1-2.
 12 сентября, 2011
12 сентября, 2011