
 отправка...
отправка...Металлизация глубоких отверстий
Базовые основы гальванических покрытий
Гальваническое покрытие является результатом восстановления металла электрическим током из электролита, содержащим ионы этого металла. Масса гальванического осадка зависит от тока и времени и выражается законом Фарадея:
M = ItA/nF,
где M — масса металла (г); I — ток (А); t — время (с); A — атомный вес металла; n — число электронов, задействованных в восстановлении ионов металла; F — постоянная Фарадея (96 485 г/моль).
Осаждение происходит на катоде (отрицательном электроде). Соответственно, толщина осаждения определяется временем и током, который направлен к поверхности, на которой происходит осаждение металла, а, используя приведенную формулу, можно легко рассчитать массу осажденного металла, распределенную по осаждаемой поверхности. Массу можно пересчитать в толщину покрытия на известной площади. Исходя из закона Фарадея, можно также определить скорость осаждения наиболее распространенных металлов (табл. 1).
|
Металл |
Масса (г) за один ампер×час |
Ампер×часов на дм2 для осаждения 25 мкм |
|
Медь |
1,186 |
1,88 |
|
Олово |
2,214 |
0,82 |
|
Свинец |
3,865 |
0,73 |
|
Никель |
1,095 |
2 |
|
Золото |
7,348 |
0,65 |
Для осаждения осадка меди толщиной 25 мкм потребуется 1,88 А на дм2 в течение 1 ч (60 мин).
Свойства гальванических покрытий приводятся в таблице 2.
|
Свойство |
Cu |
Ni |
Au |
SnPb |
Sn |
|
Точка плавления, °C |
1083 |
1453 |
1064 |
183 |
232 |
|
Твердость по Викерсу |
150 |
250 |
150 |
12 |
4 |
|
Теплопроводность, Вт/м×К |
401 |
91 |
318 |
63 |
67 |
|
Проводимость, % относительно Ag |
99 |
25 |
73 |
11,9 |
15,6 |
|
Удельное сопротивление, Ом×см (10-6) |
1,72 |
6,8 |
2,19 |
14,5 |
11,1 |
|
Атомная масса, г/моль |
63 |
59 |
197 |
– |
119 |
Металлизация глубоких отверстий
Понятие о характеристическом отношении
Характеристическое отношение получают делением толщины платы на диаметр отверстия (рис. 1). Стандартные гальванические процессы не справляются с металлизацией таких отверстий. Требуются особые приемы для улучшения рассеивающей способности электролита и принудительного обмена электролита в глубоких отверстиях. В общем случае уменьшение концентрации меди и увеличение концентрации кислоты улучшает распределение покрытия сквозного отверстия, что отражено в таблице 3. Однако дополнительно необходимо использовать патентованные добавки, которые существенно способствуют улучшению покрытия сквозного отверстия [1].
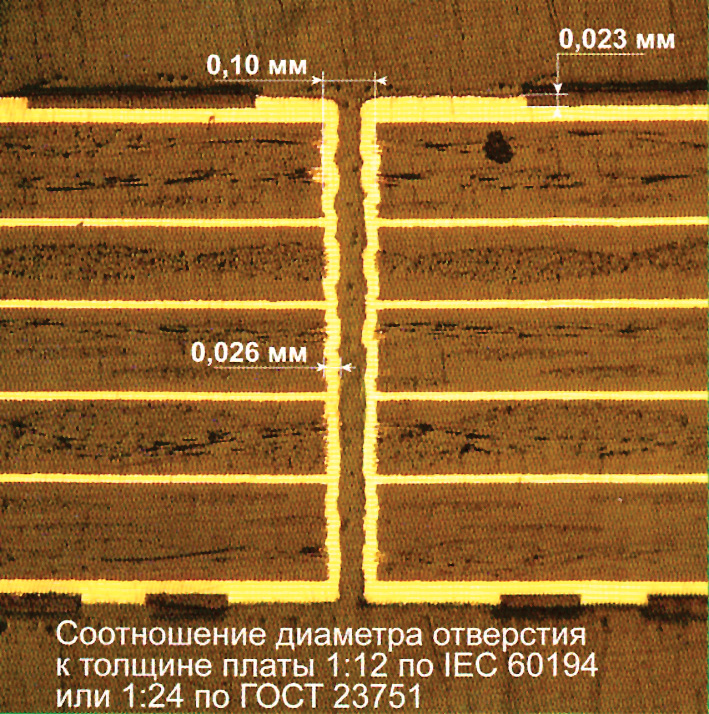
Рис. 1. Отверстие с характеристическим отношением 12:1, металлизированное с помощью системы J-Kem (ГРПЗ, г. Рязань)
Перемешивание раствора является неотъемлемой частью успешной металлизации сквозных глубоких отверстий. Перемешивание покачиванием — наиболее распространенный метод обмена раствора в прикатодном пространстве и отверстиях. Однако большое содержание в электролите серной кислоты делает его вязким, что не способствует продавливанию электролита в тонкие отверстия. Поэтому дополнительно используются высокопроизводительные циркуляционные эжекторные системы, которые интенсивно перемешивают электролит и побуждают к обмену электролита во внутренней части отверстий.
Уменьшение плотности тока требуется для улучшения рассеивающей способности электролита и предотвращения подгара меди. Для характеристических отношений выше 10:1 наилучшее микрораспределение обеспечивается импульсной металлизацией [2].
|
Базовый состав |
Состав при высоком характеристическом отношении |
Состав при среднем характеристическом отношении |
Состав при низком характеристическом отношении |
|
Характеристическое отношение |
>8:1
|
3:1–8:1 |
<3:1
|
|
Сульфат меди (CuSO4⋅5H2O) |
45 г/л |
60 г/л |
75 г/л |
|
Свободная серная кислота (66°Be, марка для электроники) |
300 г/л |
260 г/л |
225 г/л |
|
Ион хлора (Cl—) |
50 ppm |
50 ppm |
50 ppm |
Особенности металлизации глухих микропереходов
Дальнейшее увеличение плотности межсоединений активизировало развитие технологий для выполнения переходов на контактной площадке и штабельных микропереходов, которые способствуют увеличению полезной площади для трассировки печатных плат [1]. Было установлено, что конструкции переходов на контактной площадке, где переход ничем не заполнен, могут привести к образованию полостей в паяных соединениях BGA-компонентов, что отрицательно сказывается на их надежности. Штабельные переходы, или процесс последовательного наращивания переходов, — это технология, при которой переходы целиком заполняются металлом, а затем на плату наносится следующий слой диэлектрика и формируется очередной микропереход.
Гальваническое осаждение меди стало эффективным методом заполнения микропереходов (рис. 2), заменив альтернативные технологии заполнения отверстий, особенно по мере того, как рисунки проводников стали содержать все более мелкие элементы, а плотность компоновки элементов и их выводов стала непрерывно возрастать. Для заполнения переходов стали применять смолу и проводящие пасты, но при этом возникают проблемы надежности, связанные с этими технологиями, включающими последующую планаризацию, из-за возможности остатков внутри глухого перехода воздуха и взрыва воздушных полостей во время пайки оплавлением.
Все основные производители печатных плат разработали и используют процессы заполнения глухих микропереходов гальванической медью.

Рис. 2. Пример заполненного металлизированного глухого микроперехода (ГРПЗ, г. Рязань)
Составы электролитов ванн для заполнения переходов обычно содержат высокую концентрацию меди (до 50 г/л металла) и малое количество кислоты (примерно 100 г/л). Эти процессы обычно используют отдельно только для заполнения микропереходов. Для этой разновидности процесса характерно преимущественное осаждение меди в отверстия относительно меди, осаждаемой на поверхность.
Патентованные составы электролитов с добавками являются непременным условием для заполнения отверстий различного диаметра и глубины. Типичные системы содержат специальные базовые электролиты с выравнивающими и блескообразующими добавками. Разработанные сегодня процессы позволяют одновременно металлизировать сквозные отверстия и заполнять переходы, хотя слишком большое характеристическое отношение ограничивает эти возможности [3].
Линии с горизонтальным гальванопокрытием
По мере увеличения уровня сложности плат стали появляться инновационные технологии металлизации. Одной из таких разработок является горизонтальная металлизация из кислых электролитов меднения.
В этом случае заготовка перемещается в горизонтальном положении в линии металлизации со стационарными анодами, расположенными выше и ниже заготовки. Заготовка металлизируется по мере ее перемещения на конвейере линии, взаимодействуя поочередно с анодами, и выходит из линии покрытая слоем металла нужной толщины.
Толщина осажденной меди зависит от времени металлизации и плотности тока. Время выполнения этой операции определяется длиной модуля металлизации и скоростью перемещения конвейера. Металлизация при 2 А/дм2 в течение 60 мин в горизонтальной линии, с перемещением заготовки со скоростью 1 м/мин, потребует модуль металлизации длиной в 60 м. Такая длина практически неприемлема. Поэтому плотность тока вынуждено увеличивать до 4, 6, 8 А/дм2 и даже выше. При плотности тока в 8 А/дм2 длина линии должна быть 15 м. Для обеспечения такой плотности тока металлизации были разработаны новые химические добавки.
Однако такая высокая плотность тока преподносит новые проблемы: при токе высокой плотности большинство электролитов утрачивают рассеивающую способность. Другая проблема, с которой столкнулись ранее, состоит в том, что частицы шлама с анода будут опадать на верхнюю сторону заготовки и, в конечном счете, образовывать глобулы. Естественно, это не происходит на нижней стороне платы.
Две крупные разработки помогли сделать металлизацию в горизонтальных линиях популярной:
- Импульсная металлизация (нестационарный процесс) в сочетании с улучшением обмена электролита в отверстиях за счет принудительного продавливания решила проблему рассеивающей способности металлизации при токе высокой плотности.
- Проблема предотвращения образования глобул была решена заменой стандартного медного анода на инертный или нерастворимый анод. Поставка ионов меди была реализована управляемым обменом электролита.
Наиболее важным преимуществом горизонтальной металлизации является однородность процесса. Все заготовки проходят через оборудование одинаковым образом. Все они находятся в одном и том же электролите и под набором одинаковых анодов. Все заготовки, выходящие из горизонтальной технологической линии, похожи. Если по какой-то причине край заготовки имеет более толстый слой осажденного металла, то все заготовки будут иметь аналогичный результат. В линиях с вертикальным погружением добиться такой однородности трудно.
Процессы в линиях горизонтальной металлизации можно легко автоматизировать. Загрузочное и разгрузочное устройства обычно уже встроены в систему. Автоматические системы химического анализа и дозирования встраиваются при минимальном увеличении затрат. Эти линии легко монтируются в общий конвейер с линиями последующей обработки. Горизонтальные технологические установки хорошо зарекомендовали себя в непрерывных производственных линиях, позволяющих сократить временной цикл изготовления.
При горизонтальной металлизации большим преимуществом является однородность анодов. Геометрия и размер нерастворимого инертного анода не меняются. При этом исключается необходимость обслуживания анода. Последнее относится к очень трудоемкому и опасному роду деятельности и обычно применяется при вертикальной металлизации.
Горизонтальное оборудование полностью закрыто. Это минимизирует воздействие на оператора и персонал цеха кислоты и химических испарений и создает лучшую и безопасную рабочую среду.
Горизонтальная металлизация дает превосходную однородность толщины покрытия. Изменения в пределах 10% толщины покрытия на поверхности заготовки являются нормой. Происходит это благодаря тому, что анод находится в непосредственной близости от катода в интервале от 8 до 10 мм.
Кроме того, в горизонтальной металлизации обеспечивается минимальное отношение толщины поверхностного покрытия к толщине покрытия стенок отверстия. В глухих переходах при характеристическом отношении более 1:1 (то есть глубина перехода соизмерима с его диаметром) достигается высокая рассеивающая способность (80–100%), так же как и в сквозных отверстиях при характеристическом отношении 10:1. Это результат динамичности обмена раствора совместно с импульсным изменением направления тока выпрямителем. Эта особенность делает импульсную горизонтальную металлизацию высокоэффективной технологией, пригодной для использования в производстве высокоплотных плат.
Оборудование для горизонтальной металлизации в состоянии обрабатывать тонкий материал вплоть до толщины 0,25 мм. Вопреки этому в режиме вертикальной металлизации тонкие заготовки трудно устанавливать в раму, транспортировать и предотвращать изгиб при использовании покачивания катодных штанг. При металлизации тонкой заготовки необходима дополнительная металлическая рамка для придания жесткости, так, чтобы ею можно было манипулировать и перемешивать раствор в ванне во время цикла металлизации. Это приводит к дополнительным трудовым затратам и дефектам обработки.
Недостатки обработки в горизонтальных линиях металлизации
И все-таки в настоящее время линии горизонтальной обработки в основном проектируются для металлизации жестких заготовок.
Это оборудование требует значительных капиталовложений и сильно отличается от оборудования для стандартной вертикальной обработки. Потребуется и накопление технического опыта, и инженерно-техническое обеспечение, чтобы это оборудование смогло заработать бесперебойно. Необходимы также материально-технические средства и подготовленная команда по техническому обслуживанию для обеспечения бесперебойной эксплуатации.
Общие вопросы медного гальванопокрытия
Медь является наиболее широко используемым материалом в структуре печатных плат. Медь обладает высокой электропроводностью, прочностью и пластичностью при низкой стоимости. Она легко осаждается из простых растворов и легко поддается травлению. Стандарты устанавливают, что гальванически осажденная медь должна иметь чистоту не менее 99,5%, толщину 25 мкм и пластичность 8%. По мере загрязнения электролита в работе пластичность неизбежно падает, но для металлизации глубоких отверстий она не должна быть меньше 6% [4]. Требования по обеспечению хорошей пайки также указывают на необходимость толщины слоя меди 25 мкм и гладких стенок отверстий.
Процесс гальванической металлизации обычно рассматривается как этап, определяющий производительность процесса изготовления печатных плат. Гальваническое покрытие медью быстро стало ограничивающим фактором в обеспечении объемов производства. Металлизация глубоких отверстий при высоком характеристическом отношении, воспроизведение проводников и зазоров шириной в 75 мкм, формирование микропереходов лазером, а также переходы на внутренних слоях — все это вынуждает технологов искать новые подходы к традиционным методам металлизации.
Что касается гальванического осадка, то, кроме толщины, необходимо контролировать физические свойства осажденной меди, особенно прочность на растяжение и удлинение: платы должны выдерживать без разрушения нагрев во время монтажа электронных сборок и в дальнейшем в процессе эксплуатации. Успешная система меднения должна быть в состоянии обеспечить осаждение меди с прочностью на растяжение в диапазоне от 220 до 270 МПа и относительное удлинение от 10 до 25% [5].
Панельная металлизация в сравнении с металлизацией по рисунку схемы
Панельная металлизация (тентинг-процесс) не предполагает формирование рисунка, поэтому имеет однородную геометрию поверхности; при хорошо отработанном процессе металлизации можно достичь менее чем 10%-ной вариации толщины в пределах поверхности заготовки и от одной заготовки к другой. Проблема состоит в том, чтобы добиться хорошей рассеивающей способности и избежать чрезмерной толщины меди на поверхности при покрытии стенок отверстия толщиной в 25 мкм. Чрезмерная металлизация поверхности ограничивает воспроизведение тонких линий и зазоров при последующем травлении рисунка.
Металлизация по рисунку (комбинированный позитивный метод), как и предполагается по названию, происходит после переноса рисунка и, соответственно, является реальной проблемой для равномерности процесса металлизации. В этом случае геометрия проводящей поверхности не является однородной и может иметь выпады в виде одиночных трасс и контактных площадок с одной стороны, а также сплошных областей цепей питания с другой. Это приводит к большой диспропорции в первичном распределении тока, что может привести к разнородности в два и даже в четыре раза толщины медного покрытия на изолированных участках по сравнению с областями цепей питания.
Труднопреодолимая проблема при гальванизации печатных плат из кислых электролитов связана с распределением толщины покрытия на поверхности заготовки (либо в тентиг-процессе, либо при металлизации по рисунку) и распределением толщины покрытия стенок отверстий или переходов: все сводится к низкой рассеивающей способности этого метода. Если рассеивающая способность электролита составляет 100%, тогда металлизация стенок отверстия слоем толщиной в 25 мкм приведет к формированию дополнительного слоя в 25 мкм на поверхности. Рассеивающая способность в 50% при достижении покрытия стенок слоем в 25 мкм приведет к 50 мкм на поверхности, что ограничит способности травления рисунка при тентинг-процессе и увеличит вариацию толщины покрытия при металлизации по рисунку схемы.
Применение микропереходов, отверстий маленького диаметра и узких линий усложняет процесс металлизации.
Добавки, используемые для получения блестящего слоя покрытия меди из кислого электролита, делятся на три категории:
- кристаллообразователь;
- блескообразователь;
- выравнивающая добавка.
Каждый компонент играет определенную роль в регулировании качества осадка. Кривые поляризации, показывающие результирующий ток при увеличении напряжения, используются для изучения влияния различных компонентов на систему металлизации и их воздействия на осаждение металла.

Рис. 3. Осаждение меди из кислого электролита: кривая поляризации катода
На рис. 3 показана кривая поляризации, на которой ток представлен в зависимости от напряжения. Эти данные можно получить от регулятора напряжения (рис. 4). В данном случае используются три электрода, помещенные в раствор электролита. Первый является противоэлектродом и обычно изготавливается из меди или платины; второй является рабочим электродом и представляет собой вращающийся платиновый диск, а третий электрод — контрольный (например, электрод из хлорида ртути с двойным переходом). Напряжение прикладывается между рабочим и контрольным электродами, а результирующий ток измеряют между рабочим электродом и противоэлектродом. Это является основой для циклической вольт-амперометрии. Это оборудование обычно используется для анализа действия добавок.
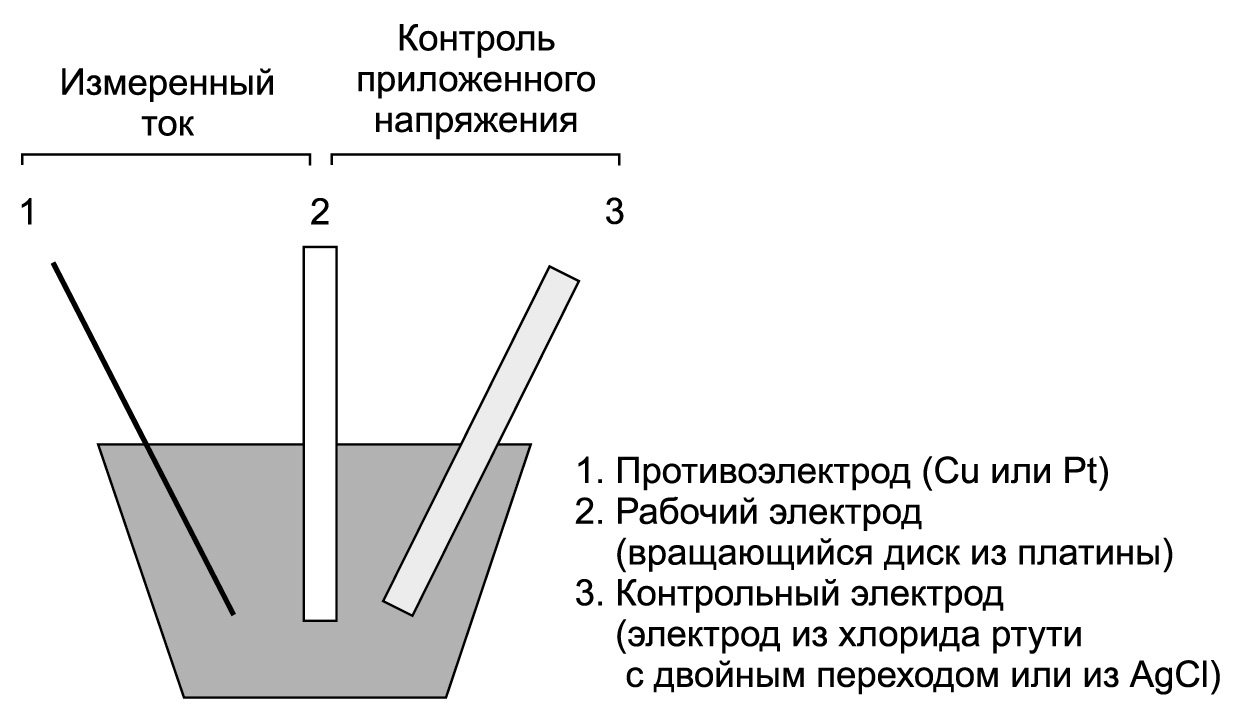
Рис. 4. Осаждение меди из кислого электролита: метод получения поляризационной кривой — трехэлектродная ячейка
Внимательное рассмотрение поляризационной кривой выявит четыре отдельные области (рис. 3):
- Область низкого тока. Здесь наблюдается незначительное увеличение тока при возрастании напряжения.
- Область осаждения металла. Эта область, где наблюдается существенное увеличение тока при приложенном напряжении.
- Область стабилизации плотности тока. Это горизонтальный участок кривой, на котором не наблюдается роста тока при продолжении роста приложенного напряжения.
- Область кривой «выделения водорода». Это область — последняя.
Областью наибольшего интереса, конечно же, является область осаждения металла. Наклон этой части кривой поляризации может быть изменен (подавлен или ускорен) за счет органических и неорганических добавок в электролит.
Добавки-кристаллообразователи
Кристаллообразователи представляют собой составы из молекул полиоксиалкилов с большим молекулярным весом. На рис. 5 показан результат их действия на кривую поляризации. Добавление только одного кристаллообразователя не меняет кривую поляризации; однако, когда это осуществляется в сочетании с 10 ppm ионов хлора, то сначала наблюдается заметное торможение процесса осаждения, которое пропадает при дальнейшем повышении напряжения. При 60 ppm ионов хлора подавление затягивается; в результате для получения требуемой силы тока теперь нужно приложить больше напряжения.
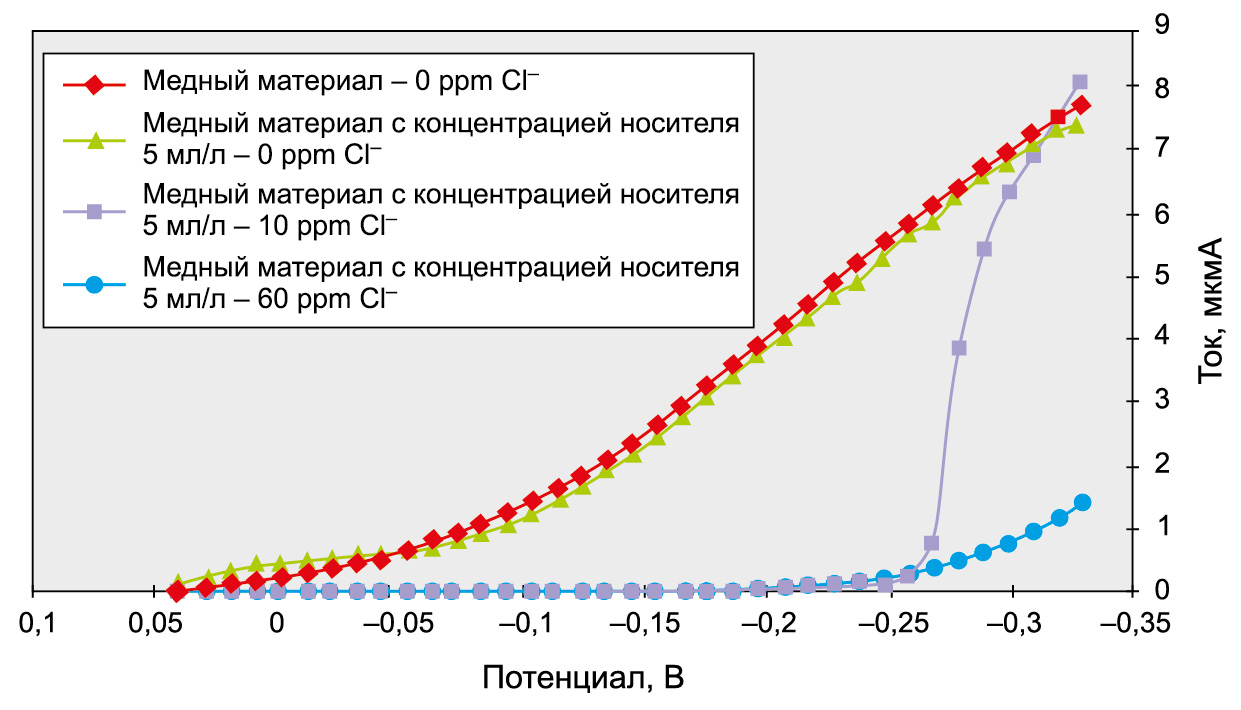
Рис. 5. Влияние концентрации ионов хлора на поляризационную характеристику электролита меднения с добавкой-кристаллообразователем (носителем)
Подавление является результатом действия кристаллообразователя на диффузионный слой (который также называют двойным слоем Гельмгольца). Добавка сорбируется поверхностью катода; это приводит к увеличению толщины диффузионного слоя. Результатом становится улучшенная кристаллическая структура.
Это приводит к осаждению металла с более компактной структурой зерна (рис. 6). Измененный добавкой диффузионный слой также улучшает распределение толщины металлизации и рассеивающую способность, при этом осадок не прожигается.

Рис. 6. Влияние добавки-кристаллообразователя (носителя) на кристаллическую структуру осажденной меди
Добавки-блескообразователи
Для блескообразования обычно применяют составы из молекул дисульфида с низким молекулярным весом, имеющих общую структуру R-S-S-R. Группы R являются органическими молекулярными группами и меняются от одной системы блескообразователя к другой. На рис. 7 показано влияние блескообразователя на кривую подавленного роста поляризации. В основном блескообразующие добавки увеличивают силу тока и уменьшают подавление роста поляризации.

Рис. 7. Влияние концентрации блескообразователя (осветлителя) в электролите меднения на кривую поляризации
Блескообразователь играет ключевую роль в определении физических свойств осажденного металла. Он является очистителем зерен и, в этом качестве, имеет прямое воздействие на физические свойства осажденного металла, такие как прочность на растяжение и удельное удлинение.
Выравнивающие добавки
Выравнивающие добавки используются для уменьшения градиента тока высокой плотности, который неизбежен на высоких точках или острых краях металлизируемой поверхности. Примером этого может служить эффект «собачьей кости», наблюдаемый на микрошлифах отверстий.
Выравнивающие добавки относятся к классу составов, обычно ароматических, которые поглощаются предпочтительно на высоких точках текстуры осажденного слоя благодаря увеличенному массопереносу на эти места.
Поглощение выравнивающих добавок в этих областях создает локализованное подавление осаждения, что дает возможность металлизации в областях с низкой плотностью тока приподняться над уровнем с высокой плотностью, таким образом, возникает эффект выравнивания.
Металлизация током низкой плотности
Один из простых способов получить хорошее распределение состоит в использовании системы меднения из кислых электролитов с низкой плотностью тока, которая специально предназначена для изготовления осажденного слоя металла с требуемыми физическими свойствами. Некоторые компании металлизируют платы при плотности тока 0,6–0,8 А/дм2 за период времени от 4 до 6 ч. Это обеспечивает хорошее распределение металлизации.
Электролиты для металлизации током низкой плотности отличаются пониженной концентрацией меди и повышенной концентрацией серной кислоты (табл. 4). Комплект добавок-кристаллообразователей и блескообразователей специально подбирается для работы при низкой плотности тока.
|
Рабочие параметры металлизации |
Металлизация током низкой плотности |
Металлизация с традиционными значениями плотности тока |
Высокоскоростная металлизация |
|
Медь |
7,5–15 г/л |
15–20 г/л |
50–60 г/л |
|
Сульфат меди |
30–60 г/л |
60–90 г/л |
200–250г/л |
|
Серная кислота |
180–240 г/л |
160–210 г/л |
40–60 г/л |
|
Хлорид |
40–80 ppm |
40–80 ppm |
40–80 ppm |
|
Добавки |
При необходимости |
При необходимости |
При необходимости |
|
Температура, °С |
+24… 30 |
+20… 30 |
+24… 37 |
|
Катодная CD |
0,5–1,5 A/дм2 |
2–4 A/дм2 |
4–15 A/дм2 |
|
Аноды |
|||
|
Тип |
Пластины или корзины |
|
|
|
Состав |
Раскисленная фосфором медь 0,04–0,06% P |
|
|
|
Мешки |
Пропилен |
|
|
|
Крючки |
Титан |
|
|
|
Длина |
На 50 мм заглублены в электролит |
|
|
|
Анодная плотность тока |
25–50% катодной |
|
|
|
Свойства медного осадка |
|||
|
Состав |
99,8% (99,5% минимум) |
|
|
|
Удлинение |
10–25% (6% минимум) |
|
|
|
Прочность на растяжение |
270–340 МПа |
|
|
Этот способ, однако, значительно уменьшает производительность технологической линии металлизации и увеличивает затраты на каждую заготовку. Но по мере роста доли плат с тонкими глубокими отверстиями потребность в этом варианте металлизации становится очевидной.
Импульсная металлизация (нестационарный процесс) [2]
В этой системе металлизации используется периодически изменяющееся направление тока с прямого на противоположное. Выпрямитель создает импульс с прямым катодным током, который перемежается короткими анодными импульсами. Прямой ток (например, 3 А/дм2) поддерживается в течение 10 мс, а затем изменяется на противоположный (например, 9 А/дм2) на время 0,5 мс. Рабочий цикл может меняться (например, 20 мс в прямом и 1 мс в обратном направлении).
Остается еще возможность оптимизации отношения времени протекания прямого тока ко времени протекания обратного тока; 1:3 является лишь одним из примеров. Также большое значение имеет форма волны. Квадратная волна с минимальным временем нарастания импульса обеспечивает наилучшие результаты (рис. 8).

Рис. 8. Эпюра импульсного тока питания гальванической ванны
Поставщики химических реагентов разработали специальные комплекты добавок, которые обеспечивают максимальный отклик на импульсное питание ванны. Во время обратного цикла добавка предпочтительным образом сорбируется на области с высокой плотностью тока. Это приводит к меньшей скорости металлизации на местах сосредоточения выравнивающей добавки. Поскольку области с низкой плотностью прямого тока будут получать соответственно более низкий импульс обратного тока, то скорость осаждения здесь уменьшается в меньшей степени, чем в областях с высокой плотностью тока. Это приводит к значительному улучшению распределения толщины металлизации.
Зачастую различие толщины осажденного слоя металла изолированных поверхностей и слоев питания может превышать 13 мкм. Этот эффект настолько мощный, что обычным стала рассеивающая способность, превышающая 100%.
На рис. 1 были показаны осажденные слои металла в отверстии диаметром 0,1 мм в плате толщиной 1,2 мм (характеристическое отношение по ГОСТ 23751 — 1:12). Плата металлизировалась с применением патентованной добавки J-Kem в следующих условиях: плотность тока в прямом направлении, 3,0 А/дм2; отношение плотности прямого тока к плотности тока в обратном направлении — 1:2,7; рабочий цикл — 20:1 мс; время металлизации — 60 мин. В результате был осажден слой металла средней толщины 23 мкм на поверхности и со средней толщиной стенок в отверстии в 26 мкм.
Реверсивная импульсная металлизация обеспечивает впечатляющее улучшение в распределении толщины осаждаемого слоя меди далеко за пределами возможностей, обуславливаемых действием выравнивающих добавок. Несомненно, это прорыв в будущее, поскольку платы с высокой плотностью межсоединений становятся все более сложными. Однако эта технология предполагает капиталовложения: необходим импульсный выпрямитель, который может стоить в пять–шесть раз дороже, чем эквивалентный ему выпрямитель постоянного тока. Предполагается также накопление инженерно-технического опыта для согласования новых параметров (отношения прямого и обратного тока, рабочего цикла, плотности тока, а также формы импульса).
Ключевые факторы, определяющие равномерность металлизации
Чтобы получать пластичные, прочные слои меди равномерной толщины, необходимо управлять процессом:
- Обеспечивать функционирование оборудования, используя в ваннах равномерный барботаж или (лучше) эжекторные системы, равное расстояние между анодом и катодом, соединение с выпрямителем на обоих концах штанг и как можно более низкое контактное сопротивление между источником тока и катодами.
- Поддерживать в узком интервале концентрацию всех химических составляющих, включая органические минеральные добавки.
- Проводить периодическую обработку электролита активированным углем.
- Поддерживать температуру в диапазоне +21… 30 °С.
- Поддерживать чистоту электролита: удалять загрязнения из раствора от предварительных очистителей, травильного раствора и неочищенных химических реактивов.
- Распределение толщины слоя металлизации для используемого процесса металлизации и электролита можно оценить следующим образом. Используется нефольгированый или оголенный стеклоэпоксидный диэлектрик. Прежде всего на него наносят тонкий слой химической меди. Затем заготовка погружается в испытуемую гальваническую ванну и металлизируется при исследуемом режиме слоем 0,2–0,3 мкм (обычно в течение времени, равного 1/100 от продолжительности всего цикла металлизации). Заготовки помещают в травильный раствор, пока 60–80% меди не будет вытравлено. Извлеките и проверьте: медь будет оставаться там, где имеет место ток высокой плотности. Это полезный способ оптимизации геометрии ванны, особенно расположения анода и заготовки (катода) на подвеске. Этот способ также полезен в проектировании рамок и экранирования для наилучшего распределения толщины осаждения.
Распределение толщины осажденной меди для определенного рисунка схемы можно изучить аналогичным способом. После нанесения химической меди формируется рисунок из фоторезиста. Металл осаждается в течение ограниченного времени до получения толщины 0,2–0,3 мкм. Резист снимается с заготовки, и она помещается в травильный раствор, пока 80% всей меди не будет удалено. Медь будет оставаться там, где имеет место ток высокой плотности.
Кислые сернокислые электролиты меднения и их эксплуатация
Чаще всего в технологических процессах изготовления печатных плат используют растворы сульфата меди в серной кислоте, содержащие дополнительно ионы хлора и органические добавки.
Составление раствора по плотности тока
Использование надлежащих добавок позволяет получать мелкозернистый слой меди с пределом прочности на разрыв в 340 MПа, минимальной пластичностью 10% и отношением толщины слоя на поверхности к толщине слоя на стенках отверстий, равным 1,2 (табл. 4).
Эксплуатация и контроль
Перемешивание
Воздух, поступающий из магистрали, не должен содержать масла. Его температура должна составлять +20… 25 °С. Или (предпочтительно) для перемешивания применяются эжекторы.
Фильтрация
Осуществляется в непрерывном режиме через фильтр с ячейкой 3–10 мкм с контролем прозрачности раствора и однородности осадка.
Обработка активированным углем
Новые ванны из гарантированно чистых реагентов не требуют очистки активированным углем. Циркуляция через фильтр с угольной набивкой рекомендуется для удаления органических загрязнений. На необходимость глобальной обработки активированным углем всей ванны указывают растрескивание в углах после пайки оплавлением; тусклые, розоватые осадки, а также дымка, гало или набросы вокруг отверстия. Обработку активированным углем следует проводить через каждые 300 A×ч в расчете на один литр электролита.
Приведем описание процедуры обработки активированным углем:
- Откачать электролит в бак для хранения.
- Очистить поверхности и дно гальванической ванны от наслоений и осадка.
- Промыть и очистить ванну.
- Промыть 10%-ным раствором H2SO4.
- Отрегулировать мешалки.
- Очистить аноды.
- Нагреть электролит до +50 °С.
- Приготовить 0,5–1 л перекиси водорода (35%) на 100 л раствора. Добавить в электролит.
- Перемешать с помощью воздуха или просто перемешивать в течение 1 ч.
- Поддерживать температуру +50… 60 °С.
- Добавить 0,5 или 1 кг порошкового или гранулированного угля на 100 л раствора. Перемешивать 1–2 ч.
- Профильтровать и закачать очищенный электролит в рабочую ванну сразу или постепенно в течение 4 ч.
- Проанализировать и отрегулировать состав электролита.
- Выполнить фиктивную металлизацию при 1 А/дм2 в течение 6 ч. Заготовки должны получиться матовыми и тусклыми. Дополнить электролит добавками.
- Следовать инструкциям поставщика компонентов электролита и начать рабочий процесс.
Загрязнители
В общем случае медный реактив и кислоты допускают наличия в них органических и минеральных загрязнений. Органические остатки могут появиться от чистящих материалов, резиста и определенных серных составов. Содержание металлов не должно превышать следующих значений: хром — 25 ppm; олово — 300 ppm; сурьма — 25 ppm. Никель, свинец и мышьяк также могут вызвать шероховатость и другие проблемы.
Средства управления технологическим процессом
Состав раствора ванны:
- Сульфат меди является источником металла. Низкое содержание меди приведет к прожиганию осадка; высокое — к образованию шероховатости и снижению отношения толщины осажденного слоя меди на стенках отверстия к толщине слоя на поверхности платы или рассеивающей способности.
- Серная кислота увеличивает проводимость раствора, позволяя применять более высокое значение силы тока при низких напряжениях.
- Однако избыток серной кислоты снижает скорость металлизации, тогда как низкое содержание кислоты уменьшает отношение толщины покрытия стенок отверстия к толщине покрытия поверхности платы (рассеивающей способности).
- Содержание ионов хлора (Cl-) следует поддерживать на уровне 60–80 ppm. Ниже 30 ppm осаждаемый слой будет тусклым, бороздчатым, грубым и ступенчатым. Свыше 120 ppm осаждаемый слой будет крупнозернистым и тусклым. Аноды окажутся поляризованными, что приведет к прекращению металлизации. Излишки хлора уменьшают разбавлением раствора в ванне [6].
- Для обеспечения устойчивого качества плат очень важен анализ дополнительных компонентов и контроль их содержания. Первичным средством анализа является поляризационная кривая, а ячейка Хулла остается полезным вспомогательным инструментом. Избыток или недостаток добавок может вызвать прожигание осаждаемого металла и растрескивание металлизации на углах отверстий. Это можно оценить путем получения металлографического поперечного среза (шлифа) и его подтравливания для выявления кристаллической структуры и тонких разрывов. Осажденный металл оптимального качества имеет мелкозернистую и изотропную структуру (ненаправленную), а также не имеет слоистых или столбчатых структур [7].
- Что касается качества воды, то использование деионизованной воды и не содержащих загрязнений реагентов, с низким содержанием хлора и железа, обеспечит возможность дополнительного улучшения качества металлизации.
Температура
Оптимальная рассеивающая способность достигается при комнатной температуре (то есть при +20… 25 °С). Более низкая температура приводит к хрупкости, прожиганию и тонкому слою осаждаемого металла. Более высокая температура вызывает дымчатость в областях с низкой плотностью тока и уменьшение рассеивающей способности. Жарким летом или при тяжелых нагрузках может понадобиться охлаждающий змеевик.
Скорость осаждения
Слой меди толщиной 25 мкм осаждается за 54 мин при 2 A/дм2 и за 21 мин при 5 A/дм2.
Ячейка Хулла
Работа при 2 A выявит наличие органических загрязнений, загрязнение хлором и общее состояние ванны. Однако оптимальным образом металлизированная панель в ячейке Хулла дает лишь слабое отражение того, в каком именно эксплуатационном состоянии находится ванна, поскольку результаты испытаний не всегда связаны с производственными проблемами.
Результаты анализа по микрошлифам — устранение неполадок
Изготовление микрошлифов дает хорошую информацию о состоянии меди. Таким образом, демонстрируется качество металлизации сквозных отверстий в терминах технологических факторов [8]. Помимо представления об общем качестве, поперечные срезы дают информацию о толщине и возможных проблемах, таких как возникающие при сверлении растрескивания, каверны и размазывание по стенкам отверстий материала связующего. Осаждение меди с колончатой или пластинчатой структурой указывает на низкое качество медного слоя. Поперечные сечения оптимального осаждения меди демонстрируют мелкозернистую структуру и изотропность (ненаправленную) кристаллической структуры, выявляемую при подтравливании шлифа.
Осаждение меди низкого качества
Это может быть вызвано следующими обстоятельствами:
- Недостаточное или избыточное количество добавок.
- Содержание хлора за допустимыми пределами (то есть слишком высокое или слишком низкое).
- Органическое, металлическое или серное (тиомочевинное) загрязнение.
- Чрезмерные пульсации выпрямителя прямого тока (более 10%).
- Низкое содержание меди из-за несбалансированности состава ванны.
- Шероховатость при сверлении, образование полостей или другие проблемы, которые появились на более ранних этапах обработки.
Разрывы металлизации и пластичность
Стойкость к разрывам проверяется следующим образом:
- Расплавом припоя. Пайка волной припоя и последующий металлографический анализ являются очень информативными приемами оценки пластичности осаждений.
- Удлинение. Медная фольга толщиной 50 мкм должна обладать способностью к удлинению более чем на 10%. Медь, получаемая из кислых электролитов, должна обладать способностью к удлинению на 10–25%. Периодический контроль дает возможность поддерживать процесс на должном уровне.
- Испытание на плаву в расплавленном припое. Это испытание включает в себя предварительную термообработку и флюс. После 5–20 с плавания плат на поверхности расплавленного припоя (Sn:Pb = 60:40) при температуре +270 °С делают их металлографический анализ.
- Испытание медной реплики на разрыв. В этом тесте измеряется предел прочности на растяжение с помощью продавливания медной реплики под действием высокого давления.
- Пульсации постоянного тока. Высокие значения пульсаций выпрямителя (8–12%) могут привести к осаждению меди низкого качества и плохому распределению толщины поверхностного покрытия.
Внешний вид
При электролизе медь имеет полуматовый вид при всех значениях плотности тока. Неровность поверхности, дымчатость или тусклый осажденный слой, растрескивание, гало вокруг отверстий и области с низкой плотностью тока указывают на наличие органического загрязнения. Если это будет продолжаться, то следует провести обработку активированным углем. Прожженные, тусклые осажденные слои при токах высокой плотности указывают на низкое содержание добавок, загрязнение, несбалансированность раствора или низкую температуру ванны. Если при высоких значениях плотности тока получаются тусклые, крупнозернистые осадки меди, то это указывает на несбалансированность ионов хлора.
Если содержание хлора высокое или ванна имеет слишком низкую температуру, то это может привести к чрезмерному окислению анодов и их поляризации (снижению тока). Уменьшенная рассеивающая способность (отношение толщины покрытия стенок отверстий к толщине покрытия поверхности платы), уменьшенная проводимость ванны или металлизация низкого качества также могут указывать на наличие загрязнения и устраняются следующим образом:
- Поддержанием баланса раствора и содержания хлора в диапазоне 60–80 ppm [6].
- Непрерывное пропускание раствора через фильтр, периодическое пропускание через картридж с активированным углем или дозированная обработка активированным углем.
- Анализ органических добавок с помощью поляризационной кривой или ячейки Хулла.
- Проверка загрязнения металлом раз в три месяца.
- Поддержание температуры в диапазоне +20… 25 °С.
- Ежедневная проверка анодов и замена мешков и фильтров (промывка горячей водой) раз в три–четыре недели.
Проблемы
В таблице 5 перечислены проблемы, которые появляются после электролитического осаждения меди. Приведены две группы, при этом первая группа легко коррелирует с процессом меднения. Тонкий, грубый слой меди в сквозных отверстиях также может быть вызван дегазацией и появлением каверн во время пайки волной припоя. На рис. 9–18 показаны некоторые из этих дефектов.
|
Дефекты |
Причина |
|
При формировании слоя меди |
|
|
Растрескивание углов |
Избыток добавок, органическое загрязнение раствора |
|
Глобулы |
Наличие в растворе взвешенных частиц, образовавшихся при сверлении и удалении заусенцев |
|
Тусклость |
Разбалансированность раствора, органические загрязнения |
|
Неодинаковая толщина металлизации |
Загрязнение органической серой (тиомочевиной) |
|
Образование раковин |
Неправильная добавка, неправильный электролиз или предварительная обработка |
|
Столбчатый осадок |
Низкое содержание добавки, неисправность выпрямителя |
|
Ступенчатая металлизация, усики |
Избыток добавки или некачественная добавка |
|
Общий процесс производства |
|
|
Полости при травлении |
Неисправности на этапах электролиза меди, а также предварительной очистки |
|
Размазывание смолы на стенках отверстий |
Возникают при сверлении и из-за неудачного удаления размазанности |
|
Шероховатость |
Возникает при сверлении или при удалении остатков смолы от сверления |
|
Отслоение от стенки отверстия |
Неудачное удаление размазанности или нарушение на одном из этапов электролиза меди |
|
Отслоение меди от меди |
Остатки на поверхности от электролиза и/или переносе рисунка |
|
Каверны при пайке |
Шероховатость при сверлении, полости и тонкая металлизация |

Рис. 9. Угловое растрескивание

Рис. 10. Неровная (толстая и тонкая) медная металлизация

Рис. 11. Столбчатая структура осажденного слоя

Рис. 12. Полости в осажденном слое меди

Рис. 13. Шероховатый, глобулярный слой меди, вызванный некачественным сверлением. Видна «шляпка гвоздя»
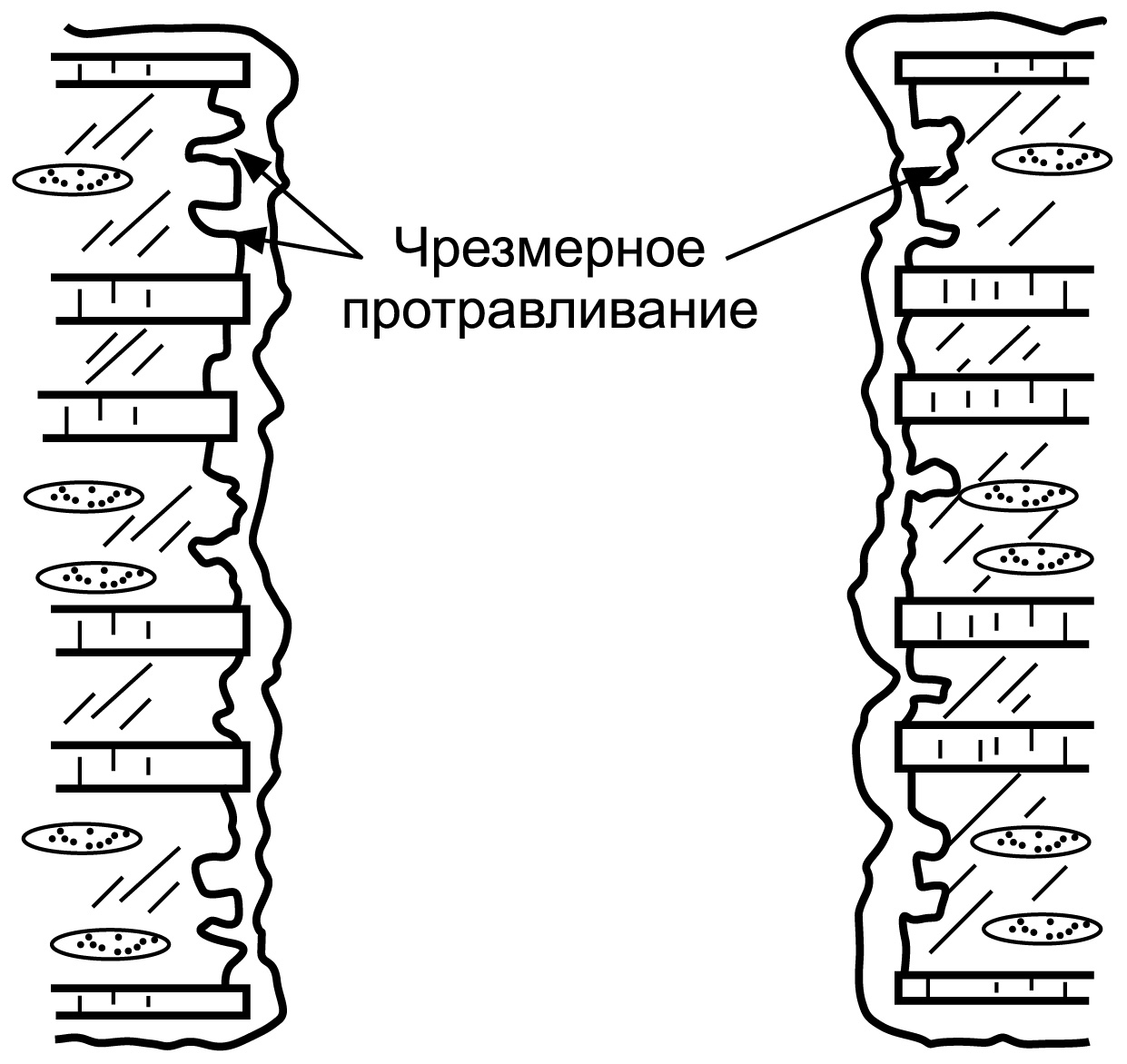
Рис. 14. Шероховатость стенок отверстия из-за чрезмерного подтравливания диэлектрика при очистке отверстия после сверления

Рис. 15. Отслоение меди от стенок отверстия

Рис. 16. «Мышиные укусы» и раковины

Рис. 17. Каверны при пайке волной припоя и тонкое, грубое меднение

Рис. 18. Чрезмерное протравливание диэлектрика
Лабораторный контроль процесса
К лабораторным исследованиям, применяемым для контроля гальванических покрытий, относится традиционный химический анализ, современные инструментальные методы, металлографические шлифы и ячейка Хулла.
Традиционный химический анализ
Традиционные методы химического анализа металлических и неметаллических составляющих гальванических растворов можно получить у поставщиков и найти в литературе [9]. При этих методах исследования применяются pH-метры, ионные электроды, спектрофотометры и флуоресцентный рентгеновский анализ.
Современные инструментальные методы
Для контроля органических добавок при гальваническом покрытии медью были разработаны новые методы анализа. Непрерывно продолжаются разработки в области измерений таких добавок в растворах никеля, золота и олова. Среди применяемых методов — жидкая хроматография, спектрофотометрия, ионная хроматография, персульфатное окисление и полярография. С помощью этих методов можно обнаружить загрязнение в различных технологических процессах, и они могут указать на необходимость проведения обработки активированным углем. В таблице 6 перечислены методики инструментального анализа гальванического покрытия.
|
Метод |
Состав |
|
Циклическая инверсионная вольт-амперметрия |
Органика и неорганика |
|
Жидкостная хроматография в УФ/видимой области |
Органика и неорганика |
|
Ионная хроматография |
Ионные соединения |
|
Полярография |
Органика и неорганика |
|
Ионоизбирательный электрод |
Ионы металлов, неметаллы |
|
Флуоресцентный анализ |
Металлы, неметаллы |
|
УФ-окисление |
Общее содержание углеводородов |
Металлографический анализ
Метод исследования поперечных сечений печатных плат состоит в следующем [9]:
- Вырезание купона. Удалите поддающуюся обработке часть платы или сборки путем вырезания или выпиливания (фрезерование).
- Прецизионная резка купона. Выполните медленное разрезание купона с помощью алмазной пилы вертикальных сечений размером примерно 25–30 мм по линии отверстий.
- Монтаж. Установите вырезанный образец вертикально в специальную форму и залейте твердеющим составом (эпоксидной смолой или акрилатом).
- Тонкое шлифование. Ручное шлифование с последовательным применением наждачной бумаги на основе карбида кремния со значением зернистости 240, 320, 400 и 600.
- Промывка. Промывайте образец между шлифованиями.
- Полировка. Алмазная полировка (6 мкм) на нейлоновой ткани и алюминиевая полировка (0,3 мкм) на ворсистой ткани на вращающемся диске. Для полировки образца поместите его на вращающийся диск полировального станка и медленно перемещайте по диску. Полировка выполняется в течение 4 мин при использовании 6-мкм алмазной крошки на нейлоне и 1 мин с 0,3-мкм алюминиевой пастой на ворсистой ткани. Между двумя полировочными составами образец следует очищать и высушивать.
- Травление. На 2–5 с наложите ватные аппликаторы, смоченные в растворе, состоящем из равных частей нашатырного спирта и 3%-ной перекиси водорода. Промойте образец в воде и тщательно высушите.
- Документирование. Осмотрите и сфотографируйте образец с помощью микроскопа при увеличении 30–1500×.
Ячейка Хулла
Хотя современные методики, описанные ранее, обеспечивают прецизионный контроль электролитов, ячейка Хулла все еще широко применяется в производстве. Ее преимущества — низкая цена, простота использования и фактическая корреляция с гальваническим покрытием. А основной недостаток в том, что дефекты гальванического покрытия медью часто не выявляются этим методом. Например, испытание ячейкой Хулла не поможет в обнаружении тусклого покрытия, шероховатости или образования ямок.
Тестирование начинается с подготовки латунной панели в следующем порядке:
- Снимите полимерную пленку.
- Обработайте щелочным очистителем катодов.
- Окуните в 10%-ную серную кислоту.
- Промойте.
Повторите эти шаги, пока панель не будет содержать капель воды. Продолжите с ячейкой Хулла следующим образом:
- Промойте испытуемым раствором.
- Заполните до отметки.
- Отрегулируйте температуру и перемешивание.
- Прикрепите панель к отрицательному выводу.
- Выполните металлизацию.
Перемешивание должно быть аналогично тому, что используется в ванне, то есть энергичное барботирование. Металлизируйте медью при токе 2 A. Результаты настройки ванны, обработки активированным углем, а также такой признак, как тусклый гальванический слой, легко переносятся из ячейки Хулла на фактическую работу ванны.
Заключение
Металлизация глубоких отверстий печатных плат сопряжена с большим количеством факторов, влияющих на конечный результат. Поэтому каждой компании, намеренной освоить этот процесс, приходится индивидуально настраиваться на большой объем экспериментальных работ, прежде чем начнет что-то получаться. Это связано с большими издержками в начале работы, которых не нужно пугаться, так как электрохимическая металлизация — процесс очень сложный, требующий накопления большого опыта для успешной работы.
- Медведев А. М., Семенов П. В. Концепция развития российского производства печатных плат // Технологии в электронной промышленности. 2010. № 1.
- Медведев А., Семенов П. Импульсная металлизация печатных плат //Технологии в электронной промышленности. 2005. № 3.
- Медведев А. М., Семенов П. В. Концепция развития российского производства печатных плат // Технологии в электронной промышленности. 2010. № 1.
- Шкундина С., Семенов П., Ващук Г. Отраслевым стандартом открыта дорога к использованию новых химических процессов и высококачественных материалов // Производство электроники. 2010. № 1.
- ОСТ 107.460092.028-96. Печатные платы. Технические требования к технологии изготовления.
- Медведев А. М., Мылов Г. В. Пластичность медного покрытия в отверстиях печатных плат. Результаты последних исследований // Гальванотехника и обработка поверхностей. 2012. № 3.
- Шкундина С. Определение ионов хлора в сернокислых электролитах меднения // Технологии в электронной промышленности. 2008. № 5.
- Грибков М., Медведев А., Мылов Г., Сержантов А. Рентгеноспектральный флуоресцентный анализ в производстве электроники // Производство электроники. 2009. № 5.
- Анчевский И., Медведев А. Металлографический анализ многослойных печатных плат // Технологии в электронной промышленности. 2005. № 2.
- Печатные платы: Справочник. В 2-х кн. / Под редакцией К. Ф. Кумбза. Перевод под ред. А. М. Медведева. М.: Техносфера, 2011.
 22 июля, 2021
22 июля, 2021