
 отправка...
отправка...Коррозионная стойкость различных финишных покрытий печатных плат в жестких условиях окружающей среды
Введение
Фактические потери, вызываемые коррозией, недостаточно хорошо документально регистрируются в отрасли. В силу этого коррозия в настоящее время является одним из важнейших вопросов и вызывает все большее внимание из-за увеличивающихся гарантийных обязательств в отношении качества изделий, применения новых материалов и изменений в техпроцессах, вызываемых новыми законодательными требованиями, касающимися изделий электронной промышленности.
Другим важным фактором является то, что в прошлом в промышленности в больших объемах применялось финишное покрытие лужением с выравниванием воздушным ножом (HASL), в состав которого входит свинец. Это покрытие обладает высочайшей коррозионной стойкостью благодаря интерметаллическому соединению медь-олово и коррозионной стойкости оловянной поверхности как таковой. Поэтому для изделий с покрытием HASL долгое время вопрос коррозионной стойкости был не так актуален. Но с тех пор как в июле 2006 г. вступила в силу директива RoHS и применение содержащего свинец покрытия HASL было ограничено, начались поиски и испытания альтернативных бессвинцовых покрытий. К тому же, бессвинцовый вариант HASL обладает несколькими существенными недостатками, такими как неравномерность толщины покрытия, а также невозможность устранения неблагоприятного воздействия на базовый материал из-за необходимости в повышенных температурах обработки.
Компании ожидают от новых альтернативных покрытий коррозионной стойкости, аналогичной той, что имеет покрытие HASL, но многие из них не проводили исследований альтернативных решений в отношении этой характеристики для своих задач. Данный вопрос лишь недавно оказался в центре внимания специалистов электронной промышленности, когда они стали все чаще сталкиваться с отказами из-за коррозии в процессе эксплуатации.
В зависимости от конечного назначения и воздействия окружающей среды, которому подвергаются изделия, требования к коррозионной стойкости могут существенно различаться. Изделия, применяемые в военной области, автомобильной электронике или медицине, обычно требуют более высокой коррозионной стойкости по сравнению с изделиями с менее критичными требованиями к эксплуатационным характеристикам и сроку службы, например, с потребительской электроникой и подобными изделиями, работающими в неагрессивных средах. Поэтому для борьбы с коррозией предприятия каждого сектора электронной промышленности, по сути, внедрили у себя свои собственные методики и стандарты испытаний. В связи с этим возникает вопрос: «Какова должна быть коррозионная стойкость финишного покрытия для конкретного изделия?»
Одно из ключевых назначений финишного покрытия печатных плат — защита поверхности расположенного под ним слоя металла от воздействия окружающей среды до выполнения сборочных операций, таких как пайка или проволочная разварка. Кроме того, после сборки на печатной плате есть зоны, не покрытые припоем. Это контактные площадки, контрольные точки, области термокомпрессионных соединений и теплоотвода, а также внутренние поверхности сквозных и переходных отверстий. На этих областях есть только финишное покрытие, но, тем не менее, они должны быть устойчивы к любой агрессивной среде, которая может иметь место при эксплуатации. Если корродирует финишное покрытие, металл разрушается и образуются неизвестные продукты коррозии. В результате этого процесса может произойти либо разрыв проводника, возникающий из-за разрушения меди, либо короткое замыкание из-за «расползания» неизвестных продуктов коррозии.
Требования в отношении надежности и срока службы печатных плат постоянно растут, в особенности в автомобильной и портативной электронике. Кроме того, высокая конкуренция среди автопроизводителей приводит к увеличению гарантийных сроков на автомобили (в настоящее время продолжительность гарантии составляет от трех до пяти лет), в результате чего надежность электронных устройств становится решающим продуктовым и ценовым преимуществом. Коррозионные повреждения поверхности печатных плат часто являются главной причиной снижения надежности и сокращения срока службы.
Oдно из назначений финишных покрытий печатных плат — противодействие коррозии до завершения сборочных операций. Однако области, которые остаются не покрытыми припоем после сборки, такие как теплоотводы и внутренние поверхности сквозных и переходных отверстий, должны быть защищены от воздействия жестких коррозийных сред в процессе эксплуатации. Поэтому очень важно выбрать подходящее финишное покрытие, исходя из всех возможных воздействий и специфических требований к изделию при конечных условиях эксплуатации.
Авторы статьи рассматривают коррозионную стойкость семи распространенных финишных покрытий. В рамках исследований были определены характеристики финишных покрытий с помощью четырех стандартных промышленных испытаний коррозионной стойкости. Результаты представлены в виде руководства, которое может помочь в выборе наиболее подходящего финишного покрытия на основе требований конечного применения изделия.
Предпосылки
Вообще говоря, процесс коррозии — это процесс взаимодействия между материалом, смежными материалами и окружающей средой. С физико-химической точки зрения коррозия — это реакция системы, которая ведет к изменению свойств материала. Она может вызвать дефекты из-за повреждения смежных элементов системы и тем самым ухудшить работоспособность материала. В конечной стадии коррозия может привести к полной потере работоспособности системы.
Важно понимать, какие условия способствуют коррозии и какие типы отказов могут быть вызваны продуктами коррозии. Высокая влажность в сочетании с сильным потоком воздуха и солевой средой может привести к образованию агрессивной коррозионной атмосферы. Также негативное воздействие на финишное покрытие печатных плат может оказывать присутствие атмосферных газов (NO2, SO2, Cl2) в комбинации с определенным уровнем влажности. Существует множество возможностей совершить ошибку в процессе изготовления печатных плат, инициирующую коррозию, и такие ошибки могут иметь совокупный эффект. Например, все может начинаться с неудачной конструкции платы, за которой следует недостаточно качественный процесс металлизации и нанесения паяльной маски. Неподходящие условия хранения и ненадлежащая упаковка плат перед сборкой также могут способствовать появлению коррозии. Условия хранения плат очень важны после поступления ПП на участок сборки, когда они распаковываются. Кроме того, решающую роль играет чистота плат перед процессом пайки.
Еще одной причиной коррозии является существенная разница электрохимических потенциалов благородных металлов и расположенных ниже базовых металлов. Большая разница электрохимических потенциалов приводит к усилению эффекта коррозии.
Продукты коррозии — это различные оксидные соединения с разными физическими характеристиками (рис. 1). Эти разноцветные смеси оксидов могут стать причиной отказов электронных изделий, начиная с разрывов и заканчивая короткими замыканиями. Также коррозия может быть причиной повреждения контактных областей переключателей и потери контакта в электронных приборах.
![Устройство с финишным покрытием иммерсионным серебром (Cu2S осаждается из раствора в виде дендритных структур [2])](https://tech-e.ru/wp-content/uploads/06_64-01.jpg)
Рис. 1. Устройство с финишным покрытием иммерсионным серебром (Cu2S осаждается из раствора в виде дендритных структур [2])
Механизм коррозии
Механизм коррозии можно разделить на две простые стадии. На первой стадии, обычно называемой потускнением, на поверхности металла адсорбируется атмосферный кислород. За счет химической реакции окисления между поверхностью металла и поглощенным кислородом образуется тонкий слой оксида. На второй стадии, называемой образованием отложений, электроны и катионы металла обычно мигрируют к наружной поверхности (реже кислород диффундирует внутрь слоя металла). В конечном итоге на поверхности металла формируются различные оксиды, его пористость растет, и работоспособность платы нарушается, либо, возможно, плата полностью выходит из строя (рис. 2).

Рис. 2. Механизм коррозии
Описание испытаний
С целью оценки коррозионной стойкости распространенных финишных покрытий печатных плат были разработаны четыре методики испытаний, имитирующие целесообразный набор коррозионных воздействий. Выбранные испытания отличаются коррозионной атмосферой и коррозионной средой.
Для исследований применялись следующие методы:
- Испытание с сернистым газом SO2.
- Испытание по Кестерниху.
- Испытание в солевом тумане.
- Испытание поверхностного сопротивления изоляции.
В таблице приведен обзор выбранных финишных покрытий. Для получения полноценных данных об изменении поверхности проводилось до шести циклов каждого испытания. В соответствии с промышленными стандартами, такими как DIN 50021/ISO 9227, обычно проводится один или два цикла испытаний на коррозионную стойкость.
В последующих разделах статьи даны более подробные описания испытаний на коррозионную стойкость финишных покрытий.
|
Покрытие |
Tолщина |
|
ENIG (7–9,5%P вес.) ср. P |
Ni 5 мкм / Au 0,07 мкм |
|
ENIG (10–13%P вес.) выс. P |
Ni 5 мкм / Au 0,07 мкм |
|
ENEPIG (Ni-P/Pd/Au) |
Ni 5 мкм / Pd 0,1 мкм / Au 0,03 мкм |
|
ENEPIG (Ni-P/Pd-P/Au) |
Ni-P 5 мкм / Pd-P 0,1 мкм / Au 0,03 мкм |
|
ImSn |
Sn 0,8–0,9 мкм |
|
ImAg |
Ag 0,3–0,5 мкм |
|
OSP |
Oрганическое покрытие |
Испытательные образцы
Для испытания с сернистым газом SO2, испытания по Кестерниху и испытания в солевом тумане применялся образец компании Atotech (рис. 3).

Рис. 3. Испытательный образец для определения коррозионной стойкости компании Atotech
Для испытания поверхностного сопротивления изоляции (SIR) применялась стандартная универсальная испытательная плата IPC (рис. 4). При анализе результатов для оценки коррозионной стойкости финишных покрытий использовались только части образцов, обозначенные на рисунке как полигон.

Рис. 4. Универсальная испытательная плата IPC (стандарт IPC-B-25A)
Финишные покрытия
Испытательные образцы были изготовлены с пятью различными финишными покрытиями:
- химический никель / иммерсионное золото (ENIG);
- химический никель / химический палладий / иммерсионное золото (ENEPIG);
- иммерсионное серебро;
- иммерсионное олово;
- OSP (органическое защитное покрытие).
В тaблице приведены общие данные по финишным покрытиям, которые применялись при исследованиях. Согласно таблице, исследовались два вида финишных покрытий ENIG и ENEPIG, которые отличались, в первую очередь, фактом присутствия фосфора в слое палладия.
Испытания с сернистым газом SO2
Испытание имитирует среду с высоким уровнем влажности, содержащую диоксид серы. Это стандартный метод для определения коррозионной стойкости в отрасли производства мобильных телефонов. Для этого применялась испытательная плата компании Atotech, описанная в предыдущем разделе.
Согласно требованиям DIN 50018:1997 и ISO 6988:1985 испытание с сернистым газом SO2 проводится при следующих условиях:
- Число циклов: шесть подряд.
- Длительность цикла: 24 ч.
- Содержание SO2: 10 ppm.
- Teмпература: +42°C.
- Hагрев эксикатора в печи.
После выполнения всех циклов для оценки проводится визуальный осмотр области 5×5 мм с увеличением 10×. Критерии прохождения испытания основаны на общем количестве пор и образованных продуктах коррозии.
На рис. 5 показан пример критерия прохождения испытания.

Рис. 5. Пример критерия прохождения испытания с сернистым газом SO2
Испытание по Кестерниху
Это стандартное испытание с высокой степенью воспроизводимости, применяемое для оценки защитных покрытий, особенно для определения отрицательного воздействия кислотного дождя. Испытание основано на стандарте DIN EN ISO 6988 и проводится при следующих условиях:
- Число циклов: шесть подряд.
- Длительность цикла: 24 ч.
- Hагрев: 8 ч / 40 °C / 100% отн. вл.
- Вентиляция: 16 ч / комн. темп. / <75% отн. вл.
- Содержание SO2: 200 мл на камеру 300 л.
Применяемое для испытания по Кестерниху оборудование показано на рис. 6. Конструкция камеры позволяет проводить испытания при любой топологии образцов. После завершения всех циклов испытаний для оценки осуществляется визуальный осмотр при увеличении 50×.

Рис. 6. Kамера для испытания по Кестерниху
Испытание в солевом тумане
Это ускоренное испытание коррозионной стойкости, имитирующее воздействие коррозии в агрессивном морском климате. Процедура также представляет собой стандартную для электронной промышленности методику испытаний, основанную на требованиях DIN 50021 / ISO 9227.
Согласно этому стандарту испытание проводилось при следующих условиях:
- Испытательный раствор NaCl (готовый раствор, без коррекции): 50 г/л.
- рН испытательного раствора (готовый раствор, без коррекции): 6–7,5.
- Teмпература :+35 °C.
- Объем тумана: 1,5 мл/ч (16 ч — среднее значение).
На рис. 7 показано типичное оборудование для этого испытания.

Рис. 7. Камера для испытания в солевом тумане
Многовариантная компоновка камеры позволяет проводить испытания образцов любой топологии. После воздействия в испытательной камере образцы исследовались визуально при увеличении 50×.
Испытание поверхностного сопротивления изоляции (SIR)
Это широко распространенное исследование для измерения электрического сопротивления между двумя проводниками. Его цель — оценка потенциальной возможности отказа сборок на печатных платах в результате коррозии и других процессов, связанных с ионными загрязнениями. При наличии между проводниками электрического напряжения загрязнения (соли, влажность) действуют как электролит, и в силу этого становятся проводящими. Электрическое сопротивление падает, и в конечном счете появляется вероятность короткого замыкания.
Для испытания SIR применялся испытательный образец IPC-B-24-380 с шириной проводников и зазором между ними 520 мкм. Образцы оценивались на основе двух критериев:
- Рост дендритов должен составлять менее 25% зазора.
- Сопротивление должно быть больше 108 Oм.
Испытания проводились при следующих условиях:
- Teмпература: +85 °C.
- Относительная влажность: 85%.
- Продолжительность: семь дней.
- Смещение: 50 В.
Результаты испытаний
Для каждого финишного покрытия проводилось несколько циклов каждого испытания. Для оценки воздействия коррозии на поверхность использовались следующие нормы:
- Поверхность без пленки окисла.
- Минимальное окисление.
- Максимальное окисление.
- Минимальное корродирование.
- Максимальное корродирование.
Результаты испытания с сернистым газом SO2
Образцы при испытаниях с сернистым газом SO2 анализировались при следующих условиях воздействий:
- В состоянии при получении (AsR), без воздействия SO2.
- После одного цикла оплавления без воздействия SO2.
- В состоянии при получении (AsR), с воздействием SO2.
- После одного цикла оплавления с воздействием SO2.
На рис. 8а показаны результаты испытания двух финишных покрытий ENIG и двух ENEPIG. После одного цикла оплавления не было никаких изменений покрытий, вызванных коррозией. Только поверхность покрытия ENEPIG (палладий с фосфором) слегка потускнела. В состояниях при получении с воздействием SO2 и после одного цикла оплавления с воздействием SO2 коррозионная стойкость слоев остается преимущественно неизменной. Только покрытия ENIG (со средним содержанием фосфора) и ENEPIG (палладий с фосфором) проявили небольшую коррозию.
На рис. 8б представлены результаты испытания с сернистым газом SO2 иммерсионного серебра, иммерсионного олова и органического защитного покрытия. Как видно на рисунке, один цикл оплавления не вызывает проблем ни для одного из этих трех финишных покрытий. Однако очевидно, что коррозионная стойкость иммерсионного серебра была полностью потеряна в присутствии небольшого количества газа SO2. Органическое покрытие также показывает неудовлетворительные результаты под влиянием газа SO2. Для сравнения: иммерсионное олово прошло испытания с относительно хорошими результатами. После одного цикла оплавления с воздействием SO2 поверхность иммерсионного олова значительно потускнела, но коррозионная стойкость все еще сохранялась.

Рис. 8. Результаты испытания с сернистым газом SO2 покрытий: ENIG, ENEPIG, иммерсионного серебра, иммерсионного олова и органического защитного покрытия (OSP)
Результаты испытания по Keстерниху
При испытаниях по Кестерниху характеристики выбранных финишных покрытий оценивались для каждого из шести циклов. На рис. 9а даны результаты испытаний финишных покрытий ENIG и ENEPIG.
В целом покрытие ENEPIG показало хорошую коррозионную стойкость при этой имитации агрессивной промышленной среды. После шести циклов испытания на покрытии появилась лишь легкая коррозия. Однако два финишных покрытия ENIG повели себя по-разному при данных условиях. Поверхность ENIG со средним содержанием фосфора полностью корродировала уже после первого цикла. Для сравнения: поверхность ENIG с высоким содержанием фосфора даже после последнего цикла испытания корродировала лишь незначительно. Это подтверждает теорию, что более высокое содержание фосфора в покрытии никелем играет критическую роль в обеспечении общей коррозионной стойкости.
Результаты испытания по Кестерниху иммерсионного серебра, иммерсионного олова и органического защитного покрытий приведены на рис. 9б.

Рис. 9. Внешний вид купонов после испытания по Кестерниху финишных покрытий ENIG, ENEPIG, с иммерсионным серебром, иммерсионным оловом и органическим защитным покрытием
Как видно на рисунке, иммерсионное серебро смогло обеспечить лишь очень ограниченный уровень коррозионной стойкости. Уже после одного цикла (один день) исходная поверхность почти полностью деградировала. Для сравнения: как органическое защитное покрытие, так и иммерсионное олово показали значительно меньшее снижение характеристик при большем числе циклов. В особенности иммерсионное олово продемонстрировало в этом испытании отличную коррозионную стойкость.
Результаты испытания в солевом тумане
Для имитации наихудших из возможных воздействий, указанных в программе испытаний, проводилось шесть циклов испытания в солевом тумане. На рис. 10а даны результаты испытания финишных покрытий ENIG и ENEPIG.
Поскольку испытания в солевом тумане имитируют очень жесткие условия морской атмосферы, уровень коррозии может быть очень высоким, что проявилось на покрытии ENIG (со средним содержанием фосфора) и на обоих покрытиях ENEPIG. Однако, для сравнения, на финишном покрытии ENIG с высоким содержанием фосфора только после четырех циклов испытания появились слабые признаки коррозии. Такой результат опять же подтверждает значительное положительное влияние повышенного содержания фосфора в слое никеля на коррозионную стойкость покрытия ENIG.
На рис. 10 приведены результаты испытания в солевом тумане иммерсионного серебра, иммерсионного олова и органического защитного покрытия.

Рис. 10. Внешний вид купонов после испытания в солевом тумане финишных покрытий: ENIG, ENEPIG, с иммерсионным серебром, иммерсионным оловом и органическим защитным покрытием
Подобно поведению финишного покрытия ENIG с высоким содержанием фосфора, поверхность с покрытием иммерсионным оловом продемонстрировала определенную коррозионную стойкость после второго цикла испытания. Однако в суровых условиях испытаний в солевом тумане иммерсионное серебро и органическое покрытие показали недостаточную защиту от коррозии.
Результаты испытания поверхностного сопротивления изоляции (SIR)
Как упоминалось выше, результаты испытания SIR указывают на присутствие ионного загрязнения. Кроме измерения поверхностного сопротивления изоляции проводился также визуальный осмотр (увеличение 50×) для выявления наличия роста дендритов. Так как OSP — неметаллическое покрытие (то есть диэлектрик), исследования SIR этого финишного покрытия не показательны.
На рис. 11 представлены результаты испытания SIR при следующих условиях:
- В состоянии при получении (AsR).
- После трех дней и трех циклов оплавления.
- После семи дней и трех циклов оплавления.
Как видно на рис. 11, ни на одном образце нет видимого роста дендритов.

Рис. 11. Увеличенное изображение после испытания SIR покрытий ENIG и ENEPIG (вверху) и иммерсионного серебра и иммерсионного олова (внизу)
На рис. 12 показано измеренное сопротивление изоляции каждого образца финишного покрытия при следующих условиях:
- В состоянии при получении плюс четыре дня.
- В состоянии при получении плюс четыре дня с последующими тремя циклами оплавления и последующей выдержкой при +155 °C в течение четырех часов.
Как видно на рис. 12, все испытанные финишные покрытия удовлетворяют требования как стандарта OEM автомобильной промышленности (500 MOм), так и стандарта IPC (100 MOм).

Рис. 12. Сводка всех измерений поверхностного сопротивления изоляции: в состоянии при получении плюс четыре дня, плюс четыре дня с последующими тремя циклами оплавления и последующей выдержкой при 155 °C в течение четырех часов
Пояснения
В настоящем исследовании применялись четыре различные методологии испытаний с целью определения склонности финишных покрытий к коррозии. В этом разделе приводятся обобщения и пояснения результатов для семи широко распространенных финишных покрытий.
ENIG (со средним содержанием фосфора)
Испытания, проведенные в рамках этого исследования, показали, что финишное покрытие ENIG со средним содержанием фосфора в слое химического никеля обладает ограниченной коррозионной стойкостью. Следовательно, потребуется дополнительная защита поверхности от воздействия жестких условий окружающей среды. На рис. 13а представлена сводка результатов испытаний коррозионной стойкости.
Благодаря хорошим характеристикам контактного сопротивления покрытия ENIG со средним содержанием фосфора, оно нашло широкое применение в производстве клавиатур мобильных телефонов и термокомпрессионных соединений. Из-за хороших характеристик разварки алюминиевой проволокой и сохранения паяемости при многократных циклах бессвинцовой пайки это финишное покрытие нашло широкое применение, в особенности в автомобильной и потребительской электронике.
ENIG (с высоким содержанием фосфора)
Финишное покрытие ENIG с повышенным содержанием фосфора в слое никеля имеет высокий уровень коррозионной стойкости (рис. 13б). Это показали все проведенные испытания. Поэтому покрытие ENIG используют при производстве клавиатур мобильных телефонов, где требуется более высокая степень защиты от коррозии.
Основные сборочные операции очень похожи на операции с покрытием ENIG со средним содержанием фосфора. Хорошая пригодность к разварке алюминиевой проволокой и сохранение паяемости при многократных циклах бессвинцовой пайки — главные характеристики этого финишного покрытия. Его пригодность для термокомпрессионного соединения и изготовления клавиатур мобильных телефонов — дополнительное преимущество покрытия ENIG с высоким содержанием фосфора.
ENEPIG (чистый палладий)
Анализы результатов испытания показали, что покрытие ENEPIG со слоем чистого палладия по коррозионной стойкости сравнимо с покрытием ENIG с высоким содержанием фосфора. Как видно на рис. 13в, его поведение при испытании в солевом тумане немного хуже по сравнению с покрытием ENIG с высоким содержанием фосфора. При прямом сравнении с ENIG со средним содержанием фосфора покрытие ENEPIG (чистый палладий) показало лучшие характеристики как при испытаниях с сернистым газом SO2, так и при испытаниях по Кестерниху.
ENEPIG (палладий-фосфор)
Финишное покрытие ENEPIG (Pd-P) не показало себя так хорошо в испытании с сернистым газом SO2, как покрытие ENEPIG со слоем чистого палладия. В прочих случаях поведение обоих покрытий в отношении коррозионной стойкости было похоже. Сводка результатов испытаний представлена на рис. 13г.

Рис. 13. Результаты испытаний коррозионной стойкости покрытия ENIG: с высоким содержанием фосфора; со средним содержанием фосфора; с чистым палладием; с палладий-фосфором
Иммерсионное серебро
Исходя из проведенных испытаний, иммерсионное серебро обеспечивает самую низкую коррозионную стойкость среди испытанных финишных покрытий. Значит, потребуется дополнительная защита от коррозии при воздействии окружающей среды. На рис. 14а дана сводка результатов испытаний коррозионной стойкости иммерсионного серебра.
Иммерсионное олово
Поскольку иммерсионное олово применимо как для эвтектической, так и для бессвинцовой пайки, а также для запрессовки контактов, оно удовлетворяет широкий спектр требований к печатным платам для автомобильной промышленности. Одна из важных причин широкого применения этого покрытия в автомобильном секторе — его отличная коррозионная стойкость. Вообще ни одно другое финишное покрытие в этой серии испытаний не показало лучших результатов.
На рис. 14 дана сводка результатов испытаний иммерсионного олова.
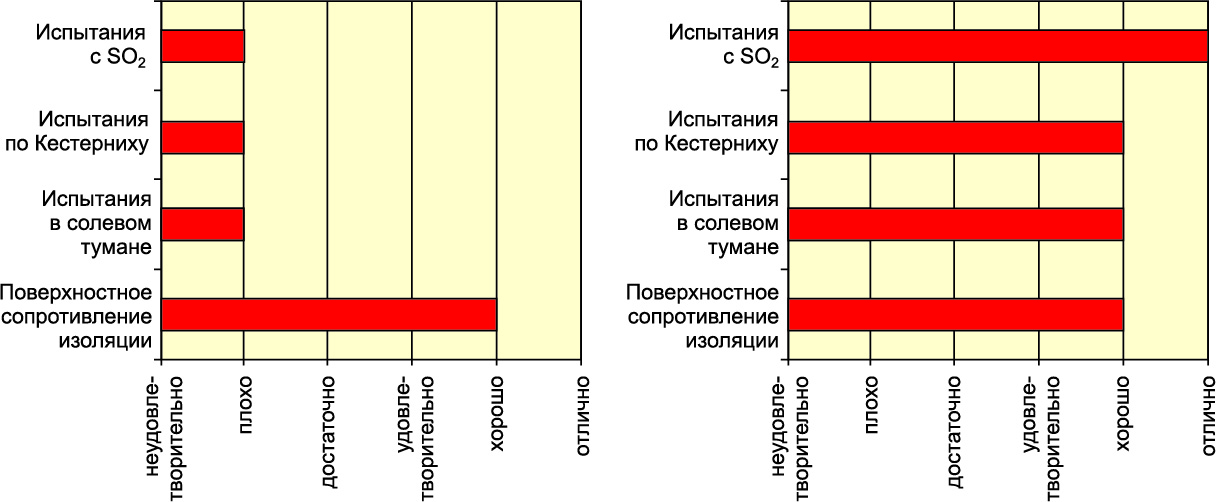
Рис. 14. Результаты испытаний коррозионной стойкости: иммерсионного серебра; иммерсионного олова
Три основных механизма обеспечивают защиту иммерсионного олова от жесткого воздействия окружающей среды. Первый из них — пассивация. Этот механизм представлен на рис. 15.
![Пассивация поверхности иммерсионного олова [1]](https://tech-e.ru/wp-content/uploads/06_64-15.jpg)
Рис. 15. Пассивация поверхности иммерсионного олова [1]
На первой стадии молекулы атмосферного кислорода адсорбируются на поверхности олова. А на второй молекулы кислорода реагируют с атомами олова и создают тонкий слой оксида олова (SnO/SnO2) без пор, обеспечивающий поверхности олова высокую коррозионную стойкость.
Второй механизм — создание высокого перенапряжения водорода в результате формирования оксида олова. Это исключает реакцию с молекулами воды во влажной среде. Такое «перенапряжение» водорода придает иммерсионному олову высокую коррозионную стойкость против воздействия кислой среды [1].
Третий механизм — образование интерметаллического соединения медь-олово. Этот сплав (бронза) известен благодаря своей высокой коррозионной стойкости.
OSP (органическое защитное покрытие)
Было обнаружено, что единственное неметаллическое покрытие среди исследованных — OSP — обеспечивает ограниченный уровень коррозионной стойкости. Испытания показали, что защита от коррозии теряется при повреждении поверхности органического покрытия. Поэтому после сборки рекомендуется дополнительная защита от коррозии, например лакирование, герметизация или закрытый корпус электронной системы.
На рис. 16 дана сводка всех испытаний коррозионной стойкости органического защитного покрытия (OSP).

Рис. 16. Результаты испытаний коррозионной стойкости органического защитного покрытия (OSP)
Выводы
Судя по результатам исследований, каждое финишное покрытие проявляет разные характеристики по защите от коррозии в различных жестких условиях окружающей среды. Обычно к изделиям, применяемым в военной области, автомобильной электронике или медицине, предъявляются более высокие требования по коррозионной стойкости по сравнению с изделиями с меньшими ожиданиями в отношении срока службы и эксплуатационных характеристик (например, потребительская электроника и офисная техника). Почти во всех сегментах электронной промышленности растущее разнообразие используемых технологических материалов, а также производственные процессы и стандарты по характеристикам изделий приводят к появлению множества факторов, влияющих на требования к коррозионной стойкости.
На рис. 17 представлена полная оценка характеристик защиты от коррозии всех испытанных финишных покрытий.

Рис. 17. Сводка результатов испытаний коррозионной стойкости испытанных финишных покрытий
Как видно на рисунке, иммерсионное олово, ENIG с высоким содержанием фосфора и ENEPIG обеспечивают высокую степень защиты от коррозии. Для сравнения: покрытия OSP, ENIG со средним содержанием фосфора и иммерсионное серебро обеспечивают только ограниченную защиту от коррозии. Для защиты от коррозии при выборе подходящего финишного покрытия следует учитывать все аспекты, связанные с этим изделием. Поэтому необходимо тесное сотрудничество с представителями всех сегментов цепочки поставок.
- Keller P. Elektrochemische und oberflächenanalytische Untersuchungen zur anodischen Dickschichtbildung auf Zinn und Kupfer/ Zinn — Legierungen. Professional dissertation. Jan. 2006.
- Xu C., Demirkan K., Derkits G. Corrosion Resistance of PWB Final Finishes. Alcatel – Lucent. July 2006.
- Ormerod D. H. Immersion tin as a high performance solderable finish for fine pitch PWBs. Article in Circuit World, 2000.
- Johal K., Schreier H. J. Novel Immersion Tin Finish for Multiple Soldering of Surface Mount Packages. IPC, 2000.
- Schueller R. Creep corrosion on lead free printed circuit boards in high sulfur environments. SMTA Int’l Proceedings. Oct. 2007.
- Jostan J. L., Mussinger W., Bogenschütz A. F. Korrosionsschutz in der Elektronik. Eugen G. Leuze Verlag. May 1986.