
 отправка...
отправка...Процедура определения дефекта «голова на подушке» и анализ сопутствующих факторов
Введение
Дефект «голова на подушке» (Head on Pillow, НОР) представляет особый интерес в производстве электроники. Считается, что этот дефект обычно является результатом нескольких факторов, как в отдельности, так и в комбинации. Среди основных способствующих факторов — качество поверхности шариков BGA, активность пастообразного флюса, неправильная установка или смещение компонентов, неоптимальный профиль оплавления, а также коробление компонентов. Чтобы понять роль каждого фактора в образовании дефекта «голова на подушке» и найти способы его устранения, разработано два испытания для проведения на производстве.
- Подход Использовалось оборудование для ремонта шариков BGA. Пластиковый корпус размером 35×35 мм с матрицей шариковых выводов с помощью паяльной пасты SAC305 устанавливали на тестовую плату. Для создания дефекта НОР использовались профили восстановления с разными перепадами температуры и паяльные пасты разного состава. Этот метод проверки позволил обнаружить, что на появление дефекта «голова на подушке» оказывают влияние:
- компоненты,
- разница температур (ΔT) на поверхности платы,
- химический состав паяльной пасты.
- Подход Использовался стандартный способ установки сферы припоя из сплава SAC305 на осадок расплавленной бессвинцовой паяльной пасты. Сферы устанавливали в разное время и при различных значениях температуры для создания разной скорости образования дефекта «голова на подушке». Этот метод проверки показал, что на появление дефекта НОР оказывают влияние:
- окисление сферы,
- профили оплавления,
- химический состав паяльной пасты.
Кроме того, проведено подробное сравнительное изучение ряда бессвинцовых паяльных паст.
Дефект «голова на подушке» становится главной проблемой в области производства электроники. Дефект образуется при оплавлении собранной платы, когда нанесенная паяльная паста сплавляется с шариком BGA, однако при этом шарик не свертывается и не соединяется с расплавленной пастой. Кажется, что оплавленная паста обволакивает шарик, однако они остаются по отдельности друг от друга в процессе охлаждения, несмотря на то, что продолжают взаимодействовать физически и электрически. Дефекты непропаев возникают в результате оседания пасты (образование «голова на подушке»), где шарик («голова») не вступает в активную химическую реакцию. Дефект «голова на подушке» также называют шариком в контактном соединении или шариком в «чашке».
Есть ряд факторов, способствующих образованию дефекта HOP. К основным влияющим факторам относятся:
- Неудачно выбранный профиль оплавления, значительно снижающий активность флюса перед достижением температуры плавления, или недостаточная пиковая температура / время выше ликвидуса (TAL).
- Недостаточная активность флюса для полного слипания отпечатка пасты и BGA-сферы.
- Чрезмерное коробление компонентов, увеличивающее зазор между отпечатком пасты и поверхностью сферы припоя в процессе оплавления, как для периферийных, таки для центральных сфер.
- Чрезмерное окисление поверхности сфер.
Карта процесса сборки с дефектом «голова на подушке»
В последнее время издано несколько работ с указанием режимов отказа при дефекте «голова на подушке» [1–3]. В некоторых исследованиях приводится технология, применяемая для создания дефекта HOP и испытаний плат с таким дефектом [3]. На основе этих источников [1–5] и обширных внутренних экспериментов (мы их обсудим далее) нами разработана технологическая карта типичного процесса сборки с возможностью усугубления этого дефекта. Карта процесса показана в таблице 1.
|
Шаги процесса сборки |
Первоочередные и второстепенные причины появления дефекта |
|
|
Материалы |
Печатная плата |
Коробление печатной платы |
|
Окисление печатной платы |
||
|
Покрытие поверхности печатной платы |
||
|
Конструкция контактной площадки (NSMD = без нанесения паяльной маски/SMD = для нанесения паяльной маски) |
||
|
Компонент (кроме шарика BGA) |
Коробление полупроводникового компонента |
|
|
Толщина подложки |
||
|
Толщина и размер кристалла |
||
|
Формовочный компаунд, несовпадение коэффициента теплового расхождения кристалла, материал компонента и кристалла |
||
|
Отношение размера кристалла к размеру компонента |
||
|
Сфера BGA |
Окисление шарика BGA |
|
|
Добавки в сплав/примеси |
||
|
Тип сплава шарика BGA |
||
|
Расхождение в размерах сфер / копланарность |
||
|
Паяльная паста |
Химический состав паяльной пасты / активность пастообразного флюса |
|
|
Объем паяльной пасты / отпечатков |
||
|
Смачиваемость паяльной пасты |
||
|
Сплав пасты |
||
|
Трафарет |
Конструкция апертуры (уменьшенная / 1:1) |
|
|
Толщина трафарета и объем паяльной пасты |
||
|
Печать через трафарет |
Трафарет |
Конструкция апертуры (уменьшенная / 1:1) |
|
Толщина трафарета и объем паяльной пасты |
||
|
Параметры процесса печати |
Давление и скорость печати и др. |
|
|
Захват и установка компонента |
Установка компонента |
Неправильная установка компонента/смещение |
|
Параметры захвата и установки (сила установки) |
||
|
Оплавление |
Неоптимальные параметры оплавления |
Время выдержки, пиковая температура, время выше ликвидуса (TAL), скорость охлаждения и др. |
|
Среда оплавления |
Азот/воздух |
|
|
Смешанная система монтажа |
Различные сплавы (паста и шарик BGA) в процессе сборки |
|
Рассматривались четыре аспекта процесса сборки: материалы, трафаретная печать, установка компонентов и профиль оплавления. Факторы, влияющие на появление дефекта «голова на подушке», разделены на две категории. Это решающие и второстепенные факторы, которые могут усугубить влияние дефекта при взаимодействии с другими основными или второстепенными факторами:
- Основные факторы в категории «Материалы» — это используемые печатные платы, компоненты, шарики BGA и паяльная паста. Паяльная паста, коробление компонента и окисление шарика BGA— одни из основных факторов, влияющих на образование дефекта «голова на подушке». В таблице 1 приведено подробное объяснение каждого из факторов.
- В категорию «Печать через трафарет» входят два ключевых фактора: это сам трафарет и параметры процесса печати. Конструкция трафарета (в том числе толщина и конструкция апертуры) также играет важную роль.
- К категории «Установка компонента» относится точность, а также сила установки. На этой стадии при взаимодействии с другими факторами может проявиться дефект «голова на подушке».
- Оплавление — это еще одна важнейшая категория. Неоптимальный процесс оплавления может оказывать непосредственное влияние на все ключевые факторы в образовании дефекта: это производительность пасты, окисление шариков BGA и коробление печатной платы.
Мы попробовали создать обширный список всех ключевых и второстепенных факторов, сопутствующих дефекту «голова на подушке». Принятием соответствующих превентивных мер для каждого шага при сборке можно в значительной степени ослабить проявление этого дефекта.
Оборудование
Для изучения факторов, влияющих на образование дефекта пайки «голова на подушке», были использованы два метода:
- Ремонтная станция для BGA-компонентов.
- Обычный тест на дефект HOP.
Станция для восстановления шариков BGA
Для создания и анализа дефекта «голова на подушке» использовалась станция для ремонта шариков BGA. Компонент в пластиковом корпусе с матрицей шариковых выводов (PBGA) размером 35×35 мм устанавливали на стандартную разработанную тестовую плату. Захват тестовой платы вместе с компонентом PBGA осуществлялся с помощью специального приспособления, как показано на рис. 1.

Рис. 1. Ход процесса выявления дефекта «голова на подушке» с помощью ремонтной станции для шариков BGA:
а) захват и установка компонента с использованием вакуума;
б) сброс давления вакуума
В ходе эксперимента использовалась ремонтная станция Zhumao ZM-R5860. Тестовая плата, трафарет, компонент и паяльная паста имели следующие характеристики (табл. 2).
|
Размеры тестовой платы |
Образец с размерами 50×50 мм с запасом для установки компонента размером 35×35 мм |
|
Трафарет |
Трафарет из нержавеющей стали, полученный лазерной резкой |
|
Компонент |
Корпус PBGA размером 35×35 мм с шагом вывода 1 мм |
|
Используемые паяльные пасты |
Паяльная паста стандартного химического состава. Состав, снижающий вероятность образования дефекта «голова на подушке» |
Подробности монтажа
С помощью трафарета толщиной 0,1 мм на тестовую печатную плату наносились паяльные пасты (А и B). Для определения и контроля начального процесса на центр и сбоку в местах расположения компонентов PBGA были установлены термопары. Для испытания разработали показанные на рис. 2 два профиля оплавления (прямой восходящий профиль и профиль с большой выдержкой). С помощью вакуумного устройства производился захват PBGA-компонента, после чего компонент нагревали и затем устанавливали на тестовую плату. В ходе установки компонента с помощью профиля оплавления контролировали время и температуру.

Рис. 2. Профили оплавления:
а) прямой восходящий;
б) с большой выдержкой
В процессе сборки между центром и углом компонента PBGA отмечена высокая разница температур ∆T. Это способствовало образованию дефекта «голова на подушке». Как и ожидалось, паста А и B показали разную реакцию и разные результаты. Результаты испытаний на дефект «голова на подушке» приведены в таблице 3 и на рис. 3. Процентное содержание дефекта рассчитывается отношением количества дефектных выводов к 36 возможным в центральной части компонента PBGA.

Рис. 3. Примеры дефекта HOP:
— паяльная паста А:
а) компонент PBGA с 33 дефектами;
б) компонент PBGA, оторванный от тестовой платы;
в) наглядные примеры;
— паяльная паста Б:
г) компонент PBGA с одним дефектом;
д) компонент PBGA, оторванный от тестовой платы
|
Паяльные пасты |
Профиль 1 |
Профиль 2 |
Среднее число |
% |
|
Паяльная паста А |
33 |
23 |
28 |
77,7 |
|
Паяльная паста В |
1 |
1 |
1 |
2,8 |
Результаты испытаний подтвердили, что паяльные пасты можно разрабатывать/определять в зависимости от желаемой активности, которая будет по-разному влиять на образование дефекта «голова на подушке». Правильно оптимизированные паяльные пасты могут значительно снизить проявление этого дефектаприприменениивкомбинацииспрофилямиоплавления.
Стандартное оборудование Alpha для исследования дефекта «голова на подушке»
Чтобы систематически изучать факторы, влияющие на образование дефекта «голова на подушке», разработано новое устройство, позволяющее по сравнению с вышеупомянутой ремонтной станцией для шариков BGA проводить более глубокое изучение причин возникновения этого дефекта.

Рис. 4. Вид тестового аппарата с устройством захвата сферы для определения дефекта HOP во время высокочувствительной стадии нагрева
Тестовое оборудование состоит из следующих частей:
- Нагревательное устройство с точным контролем скорости подъема температуры. Используется для нагревания тестовой подложки, используемой в исследовании. Для установки профиля оплавления, схожего с профилем оплавления обычных печатных плат в печи оплавления, можно применять несколько последовательных этапов прямого восходящего профиля и профиля оплавления с выдержкой.
- Устройство для установки печатной платы. Сверху на нагревателе находится алюминиевая пластина с точно определенной областью для размещения тестовой платы конструкции BGA Тестовую плату каждый раз можно неоднократно помещать в одну и ту же область (рис. 4). Конструкция нагревателя состоит из регулируемого вручную координатного стола, позволяющего выравнивать тестовую плату вместе с устанавливаемой сферой припоя.
- Устройство для подъема и установки BGA-сферы. Специально разработанный наконечник захватывает и устанавливает сферу на место оттиска печатной пасты. Устройство можно программировать, для того чтобы разместить сферы на определенной высоте, непосредственно на место оттиска паяльной пасты или над ней (рис. 5). Установка сферы в определенное время и при определенной температуре позволяет экспериментировать и преднамеренно создавать дефект «голова на подушке».
- Видеозапись. Видеокамера с большой увеличительной способностью и высоким разрешением непосредственно следит за всем процессом оплавления, слипанием пасты и разрушением шарика припоя.

Рис. 5. Внешний вид панели интерфейса управления
В конвекционной печи оплавления компоненты BGA подвергаются короблению из-за различающегося коэффициента теплового расширения у различных материалов корпуса компонента. Коробление вызывает отделение некоторых сфер припоя от оттисков пасты, на которые они устанавливаются. В этом случае сферы припоя не вступают в контакт с оттиском пасты в процессе оплавления. Обычно это происходит в ходе нагревания при оплавлении. В дальнейшем при оплавлении компонент принимает первоначальную форму, это способствует тому, что сферы снова вступают во взаимодействие с оттиском пасты. В некоторых ситуациях эти сферы плавятся не до конца и соединяются с оплавленной пастой, что приводит к появлению дефекта «голова на подушке». Поэтому для создания такого дефекта с помощью данного устройства и последующего изучения влияющих на образование дефекта факторов нагретые сферы в ходе цикла оплавления устанавливали на оттиски пасты при определенной температуре для создания эффекта коробления у компонентов BGA.
Перед установкой сферу сначала захватывают вакуумным наконечником, при этом поддерживается определенная температура, которая немного ниже температуры плавления сплава припоя (рис. 4 и 5). Наконечник для захвата сферы прикреплен к механическому столу, управляемому аналогичным программным обеспечением. После того как сфера занимает предварительно установленное положение, подача вакуума прекращается автоматически и происходит освобождение сферы. В режиме «стоп-кадр» происходит фиксация температуры и времени. На рис. 5 показан видеокадр, на котором наконечник по захвату сферы только что передвинулся в положение установки.
Установка и проверка профиля оплавления
Контроль профиля оплавления крайне важен в ходе создания и снижения вероятности образования дефекта. Правильный выбор условий оплавления может значительно уменьшить и даже устранить дефект «голова на подушке». Поэтому точный контроль и возможность изменять профиль являются важными факторами для успешного изучения дефекта. Такое оборудование может воспроизводить любой профиль, используемый в обычном процессе поверхностного монтажа (SMT).
Вдобавок к возможности управления процессом повторяемость определенного профиля оплавления необходима для точной оценки тенденции к образованию дефекта «голова на подушке». Устройствоможетгенерироватьпрофильнагреваниясповторяемостью/воспроизводимостью,аналогичнойэффективностиконвекционнойпечиоплавления.
На рис. 6 показано шесть измеренных температурных профилей, наложенных друг на друга. Во всех шести циклах температура в определенное время воспроизводится с точностью 5 °С. Такая воспроизводимость установки сравнима с аналогичным критерием обычной печи оплавления. Похожие оценочные циклы проводились каждый раз при тестировании нового профиля. Повторяемость температуры — в диапазоне 5… 6 °С, что сравнимо с обычной печью оплавления.

Рис. 6. Типичный профиль оплавления, используемый при изучении дефекта «голова на подушке»
Результаты и обсуждение
Для сравнения двух паст (отмечены как паста 1 и паста 4) проведен первый ряд экспериментов. Зная химический состав паст, удалось легко определить, что паста 1 активнее, чем паста 4. В этом испытании паста наносилась на печатную плату через трафарет, толщина которого составлял 0,1 мм, а размер апертуры совпадал (1:1) с диаметром контактной площадки.
Плата была помещена на нагревательное устройство и оплавлена. Профиль оплавления включал выдержку, равную 2 мин при температуре +160 °С перед подъемом до пиковой температуры в +225 °С. Относительно долгий период выдержки и низкая пиковая температура выбраны намеренно с целью увеличения вероятности образования дефекта «голова на подушке».
Времени выдержки при температуре +225 °С оказалось достаточно для полного разрушения шариков припоя. Шарик припоя, выдержанный при температуре +180 °С, опускался согласно предварительно установленному времени. Использованные в эксперименте сферы припоя выдерживались в течение 24 ч в воздушной среде при температуре +200 °С с целью последующего окисления поверхности сфер и увеличения вероятности образования дефекта «голова на подушке», что позволило создать различие между тестируемыми пастами.
Времяопусканияшариковвовсехциклахприиспользованииобеихпастбылоабсолютноодинаковое.Видеозаписьначиналасьпередопусканиемшариковипродолжаласьдоокончанияциклаоплавления.Навидеозаписипоказанытемпература ивремя,необходимоепастедляслипанияисфере —для разрушения.

Рис. 7. Последовательность событий в ходе изучения паст
На рис. 7 показана последовательность событий для обеих паст. В таблице 4 приведены фактические данные измерения.
|
Паста |
Время для слипания пасты |
Время для разрушения сферы, с |
||
|
Общее время |
С момента опускания шарика |
С момента слипания пасты |
||
|
Паста 1 |
51 |
76,7 |
16,7 |
25,7 |
|
Паста 4 |
65,7 |
94,7 |
34,7 |
29 |
Паста 1 начала слипаться примерно на 51-й секунде, в то время как склеивание пасты 4 произошло примерно на 66-й секунде. Таким образом, паста 1 уже представляла собой жидкую форму в ходе опускания шариков, в то время как оплавление пасты 4 еще полностью не завершилось. Шарик, опущенный на пасту 1, полностью разрушается примерно на 77-й секунде, в то время как пасте 4 для этого требуется около 95 секунд. Оба наблюдения указывают на тот факт, что использованный в пасте 4 флюс имел меньшую активность, чем флюс в пасте 1.
С другой стороны, можно рассчитать время, необходимое припою для разрушения с момента установки шарика на пасту. Другим вариантом будет вычисление времени, необходимого для разрушения шарика припоя, начиная с момента слипания пасты. Все измерения показывают меньшую способность смачивания пасты 4 по сравнению с пастой 1. Аналогичные данные показаны графически на рис. 8 слева.
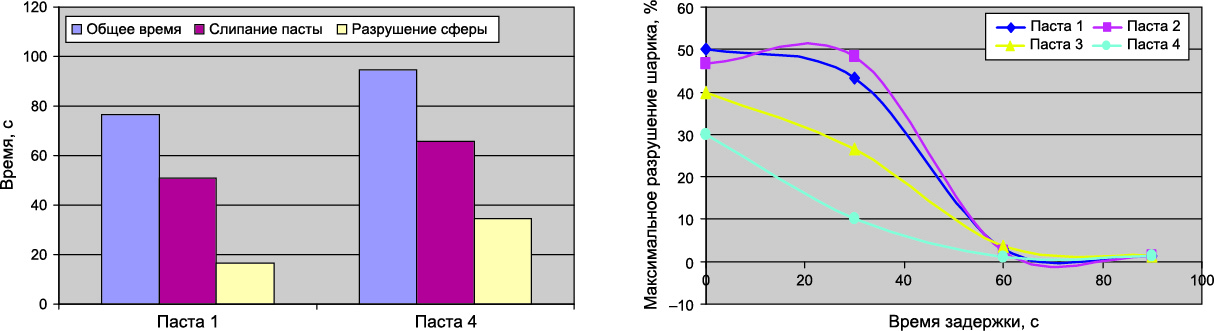
Рис. 8. Слева: Сравнение времени слипания пасты и разрушения сферы; справа: зависимость разрушения сферы от времени задержки между слипанием пасты и установкой шарика
Приведенные результаты ясно указывают на то, что активность пасты оказывает значительное влияние на время смачивания и слипания. Паста с меньшей смачивающей способностью, скорее всего, не сможет в достаточной степени проникнуть в окисленную поверхность на сфере припоя при использовании профиля с малым временем выше ликвидуса (TAL). Если в таком случае профиль оплавления начинает охлаждаться примерно на 90-й секунде, то это может указывать на то, что использование пасты 4 не способствует разрушению сферы и приводит к образованию дефекта «голова на подушке».
Во второй серии экспериментов исследовалось влияние задержки на образование паяного соединения при установке шарика припоя. Это делалось для создания эффекта коробления компонента, последующего влияния на образование дефекта «голова на подушке» ирольпаяльнойпастывснижениидефекта.
Коробление компонента при оплавлении приводит к разделению между отдельными сферами припоя и оттиском печатной пасты на стадии нагревания. В некоторой точке в ходе охлаждения коробление снижается, и шарик припоя снова вступает во взаимодействие с паяльной пастой. Если флюс в паяльной пасте сохраняет достаточную активность при взаимодействии с ним шарика припоя, то происходит разрушение шарика без образования дефекта «голова на подушке». Если паста теряет большую часть своей активности при нагревании, тогда еще перед тем, как шарик припоя займет контактное положение, флюс потеряет способность эффективного проникновения в оксидный слой сферы припоя, что приводит к образованию дефекта «голова на подушке». Поэтому изучение влияния задержки при установке сферы с момента достижения пастой пиковой температуры помогает определить активность пасты.
Надежная паста должна отличаться незначительным изменением своей активности с течением времени при воздействии высокой температуры. Неоптимальная паста показывает слабую тепловую устойчивость и быстро теряет активность при высокой температуре. Во многих случаях потеря активности настолько значительна, что паста совсем не оплавляет сферу. В данном эксперименте использовались четыре разные пасты.
Справа на рис. 8 показана часть разрушения сферы в результате задержки времени установки сферы припоя. SAC305 использовался в качестве сплава пасты и сферы. Пиковая температура оплавления составила +226 °С. В течение 24 ч сферы второй раз окислялись в воздушной среде при температуре +200 °С. Паста 1 и паста 2 показывают незначительное изменение в разрушении сферы вплоть до задержки процесса установки на 30 с. Паста 3 показала снижение по части разрушения сферы на 30%, а паста 4 — на 66%. Через 60 с задержки все пасты показывают незначительную или малую вероятность разрушения окисленных сфер. Это означает, что в худшем случае довольно сильное коробление, ведущее к чрезмерной задержке контакта между сферами и пастой, является причиной образования дефекта «голова на подушке» для всех паст. В среднем применение паст 1 и 2 снижает вероятность получения этого дефекта по сравнению с использованием паст 3 и 4.
На рис. 9 представлены результаты экспериментов с изображениями пасты 1. Если паяльная паста хранится при высокой температуре, то активность пасты со временем уменьшается и, соответственно, увеличивается время для разрушения. Оптимизированные для надежной активности и хорошего смачивания пасты значительно снижают появление дефекта «голова на подушке».

Рис. 9. Разрушение сферы припоя в зависимости от времени установки сферы (задержка времени установки сферы и ее влияние на создание дефекта HOP)
Универсальным способом изучения тех же самых данных является сравнение времени разрушения сферы в процентах с учетом всех паст в зависимости от времени задержки. На рис. 10 показано время, необходимое для разрушения сферы на 20% для всех четырех паст при задержке 0 и 30 с. Для пасты 1 время увеличивается примерно от 9 до 24 с, а для пасты 2 — примерно от 8 до 16 с. Для пасты 3 и пасты 4 это значение увеличивается с 14,5 до 36 с. Паста 2 показывает хорошую стабильность, поэтому вероятность образования дефектов «голова на подушке» уменьшается, в то время как паста 3 и паста 4 демонстрируют значительное увеличение времени разрушения и, соответственно, вероятности образования дефекта.

Рис. 10. Зависимость времени разрушения сферы от задержки установки шарика
Заключение
Для исследования основных причин, влияющих на образование дефекта «голова на подушке», была разработана, сконструирована и протестирована новая установка. Среди ее основных функций — фиксация процесса образования паяного соединения при использовании четырех разных паяльных паст, сфер BGA, а также различных профилей оплавления для демонстрации их влияния на создание дефекта «голова на подушке».
Показано, что активность флюса в паяльной пасте является важной переменной в определении скорости, с которой сфера припоя взаимодействует с оттиском пасты в ходе оплавления и, тем самым, важным фактором в образовании дефекта HOP для этого процесса сборки. Также показано, что пасты склоны к потере активности с различными значениями скорости, если хранятся при определенной температуре. Паста, быстро теряющая активность, имеет узкое окно процесса, за рамками которого возрастает вероятность образования дефекта «голова на подушке».
- Amir, , et al. Head-on-Pillow SMT Failure Modes. SMTA. San Diego, 2009.
- Oliphant C., Christian B., Subba-Rao K., et Head-On-Pillow Defect — A Pain in the Neck or Head-On-Pillow BGA Solder Defect. APEX. 2010.
- Subbarayan G., Priore , Sethuraman S. A Novel Approach to Experimentally Create and Mitigate Head-in-Pillow Defects. APEX. 2010.
- Scalzo Addressing the Challenge of Head-In-Pillow Defects in Electronics Assembly. APEX. 2010.
- Nowland R. Coyle R., Read , Wenger G. Telecommunications Case Studies Address Head-In-Pillow (Hnp) Defects and Mitigation through Assembly Process Modifications and Control. APEX. 2010.
 18 июня, 2022
18 июня, 2022