
 отправка...
отправка...Смешанная технология и надежность паяных BGA-соединений
Для ответа на этот вопрос рассмотрим процесс кристаллизации паяного соединения. В качестве примера выберем сплав SAC305 (Sn 96,5%, Ag 3%, Cu 0,5%) как наиболее распространенный из бессвинцовых сплавов для шариков BGA. Сначала рассмотрим процесс кристаллизации сплава SAC305 без примеси свинца. Затем — процесс кристаллизации сплава SAC305 с примесью свинца без достижения температуры плавления бессвинцового шарика и с расплавлением бессвинцового шарика.
Автор не претендует на абсолютную строгость изложения с точки зрения металловедения. Цель — дать общее представление о протекающих процессах и их влиянии на получающуюся микроструктуру паяного соединения.
После охлаждении сплава SAC305 до температуры +217 °С начинается его кристаллизация. Поскольку состав сплава близок к тройной эвтектике, кристаллизация происходит при постоянной температуре. Эвтектика состоит из трех фаз — олова и интерметаллических соединений Cu6Sn5 и Ag3Sn. Сначала из расплава начинают выделяться кристаллы олова. При этом олово кристаллизуется в виде дендритов весьма крупных размеров. (Этим, кстати, объясняется шероховатый внешний вид бессвинцовых паяных соединений.) При достижении концентрации расплава, соответствующей эвтектической, в междендритных пространствах кристаллизуется эвтектика из олова и интерметаллических соединений Cu6Sn5 и Ag3Sn. Конечная структура сплава представляет собой дендриты олова и эвтектику из олова и интерметаллических соединений Cu6Sn5 и Ag3Sn в междендритных пространствах (рис. 1).

Рис. 1. Микроструктура сплава SAC (темные включения — дендриты олова, светлые — эвтектика Sn+Ag3Sn+Cu6Sn5 в междендритных пространствах [1])
Теперь представим ситуацию, когда шарик BGA состоит из бессвинцового припоя SAC305, а пайка проводится с помощью паяльной пасты Sn/Pb. Сначала рассмотрим вариант пайки по свинцовому профилю при температуре порядка +210… 215 °С. Бессвинцовый шарик BGA при этом не расплавляется, но пайка возможна за счет частичного растворения шарика в припое. В зависимости от соотношения объемов припоя и шарика, температуры пайки и времени выше ликвидуса возможно и полное растворение шарика в припое. Однако в общем случае этого не происходит, так как объем шарика обычно существенно превышает объем припоя в пасте на контактной площадке. Растворение шарика в припое продолжается до достижения припоем состояния насыщения при данной температуре.
После кристаллизации в шарике можно различить две зоны — зону со структурой припоя SAC305, который не плавился, и зону, где произошло смешение припоев SAC и Sn/Pb (рис. 2). Кристаллизация припоя в этой зоне начинается с выпадения кристаллов олова, Cu6Sn5 и Ag3Sn. Эти кристаллы зарождаются и растут от нерастворенной части шарика в сторону контактной площадки платы, поскольку плата всегда имеет более высокую температуру. При достижении расплавом концентрации, соответствующей концентрации эвтектики Sn-Pb-Ag, и температуры +179 °С, соответствующей температуре кристаллизации эвтектики, кристаллизуется эвтектика Sn-Pb-Ag.
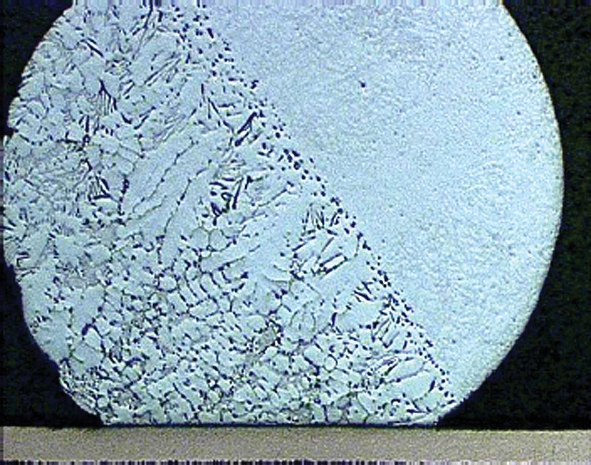
Рис. 2. Частично оплавленный шарик BGA с неполным смешением с припоем SnPb (источник: Rockwell Collins)
Как видим, наличие свинца приводит к расширению интервала кристаллизации припоя в диапазоне +217… 179 °С. Известно, что сплавы, кристаллизующиеся в широком интервале, поражаются усадочной пористостью. Механизм формирования усадочной пористости состоит в следующем. При кристаллизации каждый последующий затвердевающий объем металла компенсирует уменьшение объема предыдущего затвердевшего объема. На участке, где кристаллизуются последние порции расплава, компенсировать уменьшение объема больше нечему, и этот участок будет поражен усадочной пористостью. (Это участок, непосредственно прилегающий к контактной площадке платы, так как плата имеет более высокую температуру.) Видимо, по этой причине отказ смешанных паяных соединений при термоциклировании (трещина в паяном соединении) происходит в основном по границе шарик – плата (рис. 3), в то время как при несмешанной технологии — либо Sn/Pb, либо бессвинцовой — по границе шарик – компонент.

Рис. 3. Трещина в смешанном паяном соединении по границе шарик – контактная площадка платы [2]
Если пайка проводится при температуре выше +217 °С, происходит оплавление шариков BGA и полное перемешивание металла шариков и припоя. Начало процесса кристаллизации ничем не отличается от кристаллизации чистого SAC. Однако после кристаллизации эвтектики Sn-Ag-Cu процесс не заканчивается. В объеме шарика будет существовать жидкая фаза, обогащенная свинцом, с температурой кристаллизации, соответствующей температуре кристаллизации эвтектики Sn-Pb-Ag, то есть +179 °С. Эта эвтектика будет кристаллизоваться в междендритных пространствах и вблизи участка, температура в котором понижается в последнюю очередь. Для того чтобы уменьшить количество эвтектики Sn-Pb-Ag, кристаллизующейся около контактной площадки платы, необходимо обеспечить повышенную скорость охлаждения. При этом внутри кристаллизующегося паяного соединения быстро формируется каркас из ветвей дендритов, препятствующих проникновению жидкой фазы к контактной площадке платы.
Принципиальное отличие полного расплавления шарика от неполного только в том, где кристаллизуется фаза, содержащая свинец: по всему объему шарика или по границе шарик – плата. И, соответственно, в том, где будут расположены усадочные поры: по всему объему шарика или по границе шарик – плата. Многочисленные зарубежные исследования показывают, что если усадочные поры располагаются по всему объему шарика, то их наличие не влияет на надежность паяного соединения.
Основная задача при пайке BGA по смешанной технологии — уменьшить количество фазы, содержащей свинец, кристаллизующейся по границе шарик – контактная площадка платы.
Для этого необходимо:
- полностью расплавлять все шарики, то есть обеспечивать температуру на плате минимум +230 °С;
- обеспечивать время пребывания выше ликвидуса не менее 90 с;
- обеспечивать скорость охлаждения, приближающуюся к максимально допустимой (порядка 3–4 °С/с в зависимости от того значения, которое выдерживают компоненты).
Однако выполнение этих рекомендаций ни в коей мере не является панацеей. Во-первых, потому что кристаллизация — это процесс, которым невозможно управлять (по крайней мере в паяных соединениях). На окончательный результат влияет множество факторов: неодинаковая температура шариков, различное количество пасты (то есть свинца) из-за нестабильности процесса трафаретной печати, разные компоненты BGA на плате и т. д. Поэтому в пределах одной платы можно получить разное распределение свинца по шарикам разных компонентов на разных участках платы.
Во-вторых, на надежность влияет не только концентрация усадочных пор, но и поведение структурных составляющих многофазного паяного соединения в условиях знакопеременной механической нагрузки из-за несовпадения коэффициентов теплового расширения материала платы и компонента. Именно это поведение влияет на скорость зарождения трещины, в то время как концентрированные поры влияют только на скорость ее распространения. А вот здесь обнадежить читателя нечем. В настоящее время не существует достоверных данных, как будут вести себя смешанные паяные соединения в течение длительного времени. Имеющиеся данные противоречивы и, очевидно, зависят от режимов пайки, используемых компонентов и методики проведения испытаний.
Для определения надежности паяных соединений проводятся ускоренные испытания. Однако при смешанной технологии результаты таких испытаний не могут быть достоверными, так как для сплавов системы Sn-Pb-Ag-Cu неизвестны коэффициенты ускорения. То есть если во время испытаний паяное соединение выдержало определенное количество температурных циклов, то экстраполировать это количество циклов на определенное время работы печатного узла в заданных условиях эксплуатации невозможно.
В связи с вышеизложенным напрашивается вывод: для применений, требующих повышенной надежности, пайку бессвинцовых BGA свинецсодержащим припоем лучше не проводить, а попытаться найти необходимые компоненты в свинецсодержащем исполнении. Если такой компонент найти невозможно, то выходом будет реболлинг — замена бессвинцовых шариков на свинцовые. Однако здесь нужно учитывать, что большинство производителей гарантируют работоспособность микросхемы, если количество циклов оплавления не превышает трех. В случае проведения реболлинга и последующей пайки как раз три цикла оплавления и происходят. Некоторые производители микросхем, например Texas Instruments или Xilinx, в принципе не рекомендуют реболлинг для своих микросхем и не гарантируют их работоспособность после этой операции [3].
Если все же пайки бессвинцового компонента BGA свинецсодержащей пастой невозможно избежать, следует вести пайку таким образом, чтобы обеспечивать полное перемешивание свинца по объему паяного соединения, то есть с расплавлением бессвинцового шарика.
- Kurumaddali N. K. Material behavior of mixed formulation solder. 2010.
- Hillman D., Wells M., Cho K. The Impact of Reflowing A Pbfree Solder Alloy Using A Tin/Lead Solder Alloy Reflow Profile On Solder Joint Integrity.
- Xilinx, SMT Package Rework.
 12 марта, 2022
12 марта, 2022