
 отправка...
отправка...Оптическое совмещение слоев многослойных печатных плат
Использование же оптического способа совмещения слоев многим изготовителям печатных плат позволяет значительно подняться по технологической лестнице, при этом снизив производственные затраты.
Миниатюризация заключается в создании механических, оптических и электронных устройств, размеры которых становятся все меньше, что является устойчивой тенденцией в производстве многих распространенных электронных приборов. Приборы, занимающие меньше места, более востребованы, так как их легче и удобнее переносить, легче хранить и ими удобнее пользоваться. Развитие электронной промышленности всегда обусловливалось требованиями потребителей, промышленного производства и военных на изготовление продукции как можно меньшего размера, но выполняющей как можно больше функций. Изготовители печатных плат отвечают на это постоянным совершенствованием производственных процессов.
За последние несколько лет, благодаря миниатюризации, допуск на точность расположения отверстия в медной площадке снизился с 200 до 100 мкм, а в некоторых случаях — до 75 мкм. И это при том, что выдержать допуск в 200 мкм для многих изготовителей печатных плат было трудной задачей. Сколько нам известно изготовителей, которые увеличили производительность, влияя на выход годных? Как сейчас справляются с выполнением задач с жесткими требованиями по точности исполнения? Изготавливать больше плат, чтобы восполнить брак или вовсе не браться за работу: перед такой дилеммой стоит сейчас большинство фирм.
Введение лазерного прямого экспонирования улучшило совмещение рисунка проводников двухслойных плат. Применение рентгеновских установок и сверление меток коническими сверлами оптимизируют сверление отверстий каждой отдельной платы. Моделирующее современное программное обеспечение позволяет охарактеризовать ожидаемое смещение слоев.
К сожалению, несмотря на то, что эти усилия и затраты улучшили ситуацию с совмещением слоев, тем не менее, они не затрагивают существа проблемы. Принятые в настоящее время процессы совмещения слоев являются ограничивающим фактором и не позволяют в полной мере отвечать новым требованиям времени.
Современным процессом совмещения предусматривается пробивка четырех продолговатых базовых отверстий после травления. Давайте рассмотрим некоторые допуски на инструментарий и приемы, используемые в настоящее время на большинстве наиболее оснащенных предприятий. По принятому мнению, чем большим количеством видеокамер оснащена установка пробивки базовых отверстий, тем ближе к решению проблемы находится изготовитель плат. Хотя теоретически это разумно, но на самом деле не на этом этапе производства возникает большинство ошибок. На рис. 1 показаны источники целого ряда ошибок, при этом допустим, что сама установка пробивки находилась в идеальном состоянии, а пробивочный инструмент — острый и подобран правильно, в соответствии с толщиной пробиваемого диэлектрика. И все же суммарная погрешность получается более ±100 мкм.
В производстве эти ошибки обычно не суммируются, и в результате общая погрешность доходит до 50–75 мкм. Следует еще раз подчеркнуть, что расчет сделан из предположения, что оборудование находится в идеальном состоянии. Это означает, что трудно совместить слои с большей точностью, чем ±50 мкм. Теперь следует добавить ошибки, возникающие в процессе штифтового прессования (рис. 1).

Рис. 1. Погрешность, вносимая при штифтовом прессовании
Когда был разработан процесс штифтового прессования — 40 лет назад, толщина платы в 300 мкм считалась маленькой. Сейчас в некоторых компаниях 300 мкм составляет толщину, получающуюся в результате промежуточного прессования. Когда оператор насаживает на штифты заготовку такой толщины, он сначала подводит заготовку так, чтобы два отверстия заготовки оказались над двумя штифтами. После чего оператор аккуратно насаживает заготовку на эти два штифта. Затем он насаживает заготовку на оставшиеся два штифта. При этом любое рассовмещение самоцентрируется благодаря жесткости материала заготовки. Простота набора является основным преимуществом 4-слотовой системы, в отличие от набора с использованием круглых отверстий, когда трудно контролировать сжатие диэлектрика.
Для 300-мкм заготовки такой подход оправдан, но когда заготовка имеет толщину 50–100 мкм, метод перестает работать из-за малой толщины заготовки, в результате чего стенки базовых отверстий оказываются недостаточно жесткими для самоцентрирования. В этом случае, когда оператор насаживает заготовку на штифт, он не может определить, на какое расстояние заготовка сместилась по длине штифта: на 50 или 250 мкм. При этом образуется наибольшая и самая непредсказуемая погрешность, которая сильно влияет на рассовмещение слоев (рис. 2).

Рис. 2. Искажение слоя при посадке на штифты
Большинство операторов стараются покачать разделительный лист или пресс-плиту для того, чтобы расположить ее над четырьмя штифтами. Это покачивание на самом деле приводит к искажению отверстия (разбивает его) и к рассовмещению слоев. Смещение материала во время прессования также является источником рассовмещения слоев. Очевидно, что если по завершении процесса прессования сделать поперечный разрез по базовому отверстию, выявится рассовмещение, обусловленное контактированием заготовки со штифтом.
Не существует способа определения степени совмещения слоев до начала прессования, так как невозможно поместить набор из заготовки и пресс-форм в рентгеновскую установку.
Некоторые компании доходят до крайности в погоне за достижением максимального контроля погрешностей, тратя большие суммы денег на как можно более качественные оснастку и инструмент. Приобретаются более толстые пресс-формы с более дорогими штифтами и вкладышами, изготовленными с меньшей погрешностью. Штифты и вкладыши тщательно проверяются после каждого цикла прессования на оборудовании с цифровой индикацией. Все это требует затрат большого количества времени и материальных расходов, так как для выполнения этих работ нужен высококвалифицированный персонал.
Характер обращения с собранным для прессования пакетом также является критическим.
Подавляющее большинство операторов полагают, что они имеют дело с цельным куском металла и не подозревают, что они также могут вносить погрешность.
Тем не менее давайте рассмотрим путь пакета, высота которого составляет 40 мм, от места сборки до пресса. Зачастую он движется вдоль по роликовому конвейеру в прессовый участок, где он наталкивается на стопоры нижней частью пресс-формы. В силу инерции верхняя часть пакета стремится сохранять прямолинейное движение, но он наталкивается на штифты, что смещает слои. В некоторых компаниях пытались решить эту проблему, автоматизируя перемещение пакета, но это не способствует ее минимизации.
Мы осветили лишь небольшую часть «узких мест» процесса штифтового прессования, и как показано на рис. 3, эти погрешности легко увидеть.
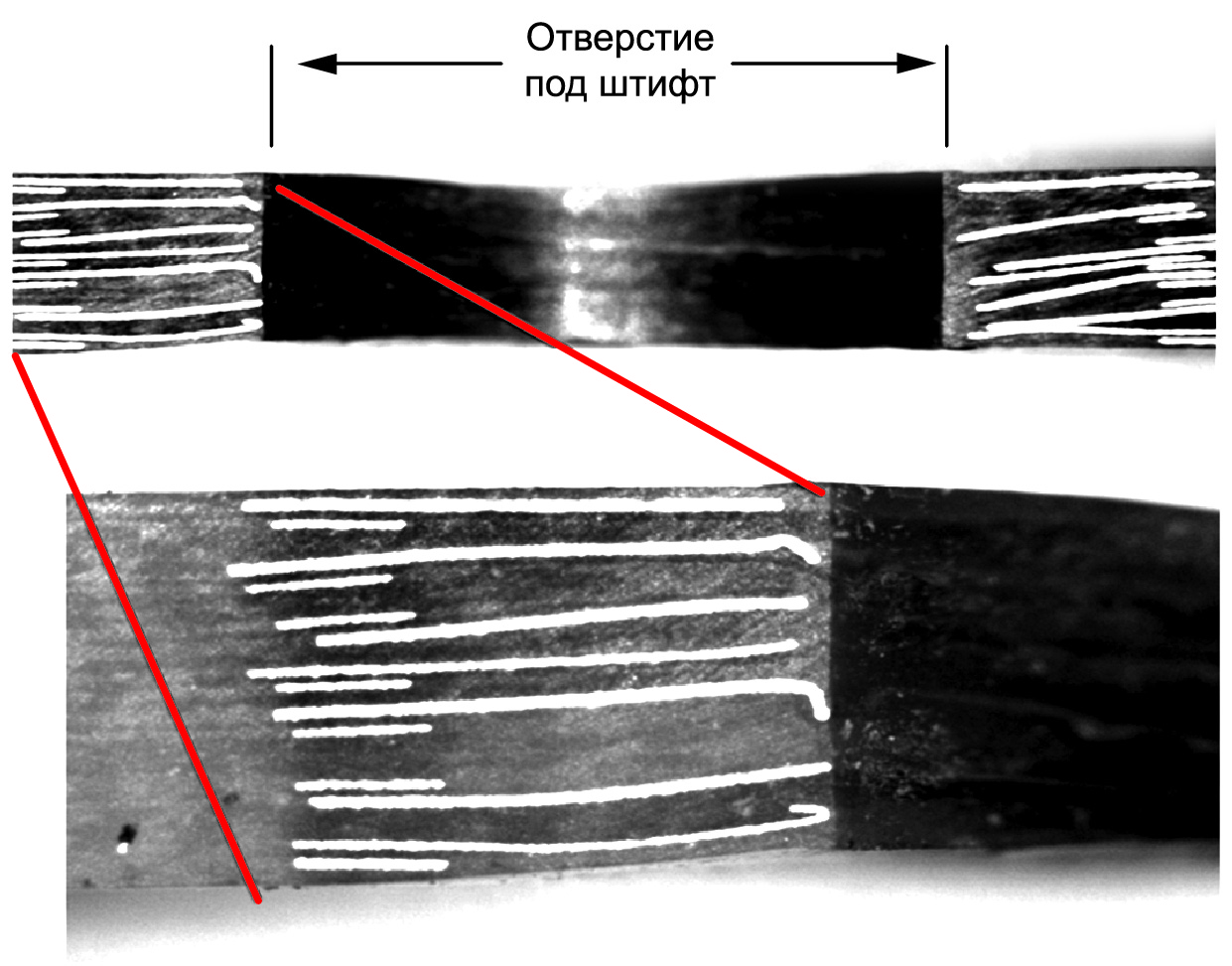
Рис. 3. Положение слоев после прессования на штифтах
При штифтовой технологии практически отсутствует гибкость оснастки. Размер заготовки обычно ограничен стоимостью набора пресс-плит и разделительных плит различных размеров, фольги, препрега, пресс-подкладок и т. д.
А теперь давайте рассмотрим операцию последовательного прессования. Тут-то на большинстве предприятий и осознают сдерживающий характер штифтового прессования. Некоторые пытаются преодолеть это, начиная прессование на заготовках большего размера, а по мере продвижения по технологической цепочке изготовления печатной платы и последовательно прессуя слои, уменьшают размер заготовки или пробивают базовые отверстия в других координатах. Эти способы позволяют при каждом прессовании использовать новые отверстия под штифты, но, опять же, этот подход требует более дорогой оснастки и ограничен диапазоном размеров и местами размещения отверстий.
Удивительно, что на предприятиях, применяющих современную технику — прямое лазерное экспонирование, лазерное сверление и т. д., сохраняется архаичный способ построения пакета из прошлого столетия.
Процесс оптического совмещения предоставляет большую точность благодаря исключению механических погрешностей других процессов. Процесс последовательного оптического совмещения слоев подобен совмещению верхнего и нижнего слоев при прямом лазерном экспонировании. Процесс именно такой, как следует из названия, исключающий применение штифтов. Слои выравниваются системой позиционирования, которая закрепляет каждый слой и препрег в найденном оптимальном положении. Оптическое выравнивание имеет то преимущество, что оно совмещает слои по меткам, при этом слои удерживаются строго в одной плоскости. Все это происходит при нахождении меток в зоне видимости камер. При пробивке отверстий в установке пробивки после размещения пакета метки уходят из зоны видимости камер.
При прямой сборке пакета (без промежуточного прессования) внутренние слои удерживаются в совмещенном состоянии и свариваются в четырех местах. Например, в 30-слойном пакете слои со 2-го по 29-й свариваются вместе. Затем этот пакет перемещается на стол сборки пакета, где к нему добавляются препрег и фольга снизу и сверху, образуя 1-й и 30-й слои. Для процесса оптического совмещения не требуются штифты. Пакет удерживается на месте четырьмя угловыми ограничителями. Они предназначены для обеспечения неподвижности собранного пакета, находящегося в пресс-форме, включая разделительные листы и верхнюю пресс-плиту, при перемещении в пресс, и не влияют на процесс совмещения слоев. Обычно угловые ограничители подпружинены, для того чтобы они соответствовали высоте пакета (рис. 4).

Рис. 4. Размещение пакета слоев в пресс-форме перед прессованием
Исследование пакета перед прессованием предоставляет несколько преимуществ при оптическом совмещении. Скрепленный в результате сварки в четырех местах пакет можно исследовать в рентгеновской установке для того, чтобы убедиться, что слои действительно выровнены, и рисунки проводников разных слоев совмещены. Можно собрать данные о пакете непосредственно перед прессованием и ввести их в моделирующую программу. После прессования снова собрать данные о пакете и, сравнив с данными до прессования, оценить степень смещения, происшедшего во время прессования. Таким образом, в руках инженера-технолога оказывается мощный инструмент для «настройки» цикла прессования. До сих пор применялся же метод проб и ошибок.
Еще одним неоспоримым преимуществом оптического способа совмещения является повторяемость, так как в этом случае можно выявить тенденции и внести соответствующие коррективы, что было бы весьма затруднительно при случайных явлениях. Те, кто использует этот процесс, замечают тенденции, которые позволяют осуществить «тонкую настройку» цикла прессования и ввести компенсирующие коэффициенты.
На рис. 5 можно видеть четыре поперечных разреза двух заготовок печатных плат. Эти 20-слойные платы были изготовлены с применением метода оптического совмещения слоев.

Рис. 5. Повторяемость результата оптического совмещения для 20-слойной платы:
а) поперечный разрез по оптическим меткам вдоль длинной оси;
б) поперечный разрез по оптическим меткам вдоль короткой оси
Был сделан поперечный разрез плат по длинной осевой линии, и произведено сравнение рисунка. Слои были совмещены с суммарной погрешностью 2,5 мкм.
В эту погрешность входит погрешность выравнивания, а также погрешность, связанная со смещением материала, коэффициентом расширения и погрешностью, вносимой циклом прессования.
Скрепление слоев осуществляется в результате индукционной сварки. При этом не имеет значения, собран ли пакет из слоев или из слоев и предварительно спрессованных заготовок. Обычно пакет сваривается в четырех местах, как показано на рис. 6.
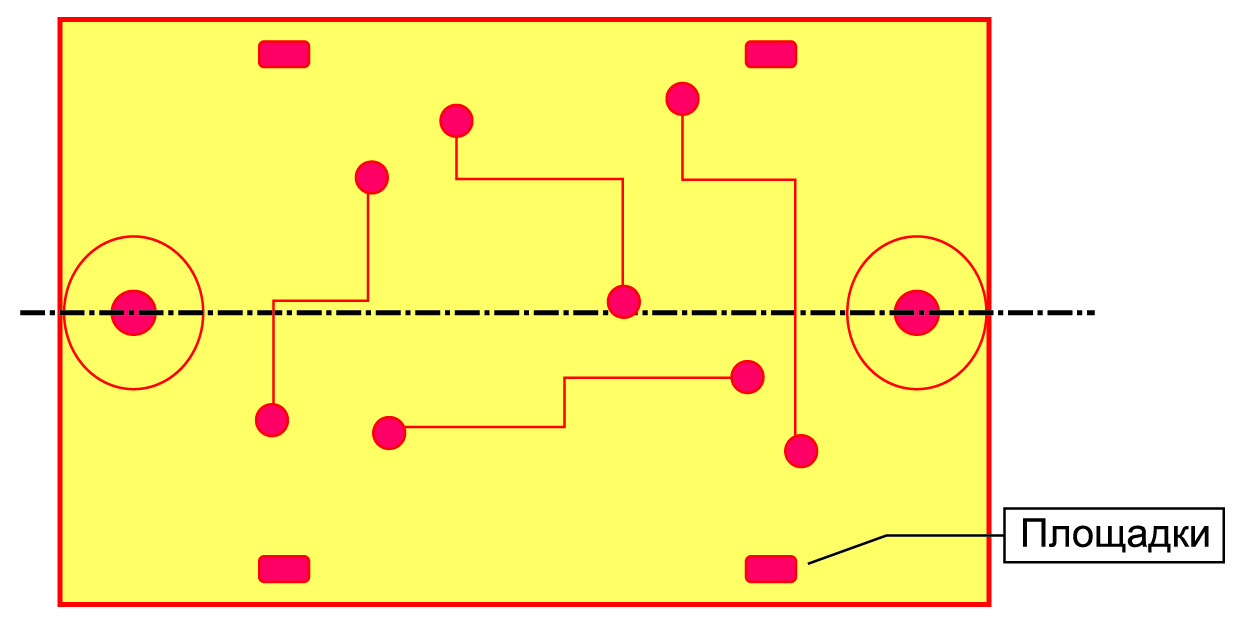
Рис. 6. Расположение медных площадок для индукционной сварки
После совмещения пакет сваривается при помощи спаренной индукционной системы. На рис. 7 представлена индукционная система для сварки в одном месте, состоящая из верхней и нижней головок. При прохождении силовых линий переменного магнитного поля через медные площадки на каждом слое площадки нагреваются, разогревая контактирующий с ними препрег. Для работы индукционной системы необходимо наличие любого металла, который бы разогревался. Эти системы можно применять с любыми типами ламинатов, имеющихся на рынке.

Рис. 7. Индукционная система установки оптической сварки
Процессом сварки управляют таким образом, чтобы он повторял цикл прессования. А встроенная в сварочную головку термопара отслеживает изменение температуры в течение всего цикла сварки. Перед началом сварки вводятся такие данные, как максимальная температура, скорость возрастания температуры, длительность удержания головок, оказывающих давление в месте сварки, в сомкнутом состоянии, длительность охлаждения и давление (рис. 8).

Рис. 8. Процесс сварки слоев
Часто возникает озабоченность, связанная со сваркой при помощи тепла, — это характер поведения слоев с различными коэффициентами расширения во время прессования. Заблуждение заключается в том, что в месте сварки слои фиксируются по отношению друг к другу, не позволяя слоям смещаться при прессовании.
В действительности слои будут сдвигаться, и ни сварка, ни штифты не исключат это явление, как уже было показано на рис. 3. Необходимо уточнить несколько моментов, связанных со скреплением слоев в пакете при помощи индукционной сварки, а именно: в местах сварки смола полимеризована не полностью (не 100%); силы скрепления слоев должно быть достаточно только для обращения с пакетом во время укладки в пресс-форму; места сварки разных пакетов, собираемых в одну пресс-форму, могут не совпадать (не находиться друг под другом), в отличие от прессования со штифтами.
На рис. 9 представлен пример 34-слойной заготовки, состоящей из слоев с тонким и толстым диэлектриком, а также с предварительно спрессованной частью, которая была скреплена на установке индукционной сварки, а затем спрессована. В результате погрешность совмещения находится в пределах ±32 мкм.

Рис. 9. Пример 34-слойной платы с различной толщиной диэлектрика, прессование которой проводилось в два этапа
По отношению к оптической системе до сих пор подчеркивались такие свойства, как точность и повторяемость, хотя они не являются единственными, которые можно указать. Уменьшенное время обращения со слоями и повышенная производительность также наблюдаются при внедрении оптического совмещения слоев с последующей индукционной сваркой. В отличие от процесса пробивки, когда пакет пробивается целиком, оптическое совмещение представляет собой последовательный процесс. При использовании штифтов перед сборкой пакета слои должны быть пробиты, в то время как при оптическом совмещении, сразу после совмещения и сварки, пакет укладывается в пресс-форму.
Например, как видно на рис. 10, если обрабатывать 20 заготовок, состоящих из 26 слоев, на установке пробивки отверстий, то сначала пробиваются все слои под номером 24–25, затем — 22–23 и так далее до тех пор, пока не пробьются все слои всех заготовок. Поэтому сборка пакета невозможна до тех пор, пока не будут пробиты все слои.

Рис. 10. Сравнение производительности сборки пакета слоев при различных типах совмещения
При оптическом совмещении слои 24–25 выравниваются и удерживаются на месте, затем в установке размещаются слои 22–23 с препрегом и совмещаются с предыдущими и т. д. Таким образом, к тому времени, когда установка закончит пробивку всех слоев, на установке оптического совмещения будут скреплены слои почти всех пакетов, пакеты размещены в пресс-форме и готовы к прессованию.
Описанный в статье подход реализован американской фирмой Duetto Integrated Systems, Inc. (DIS), в серии установок PRS (Pinless Registration Systems) (рис. 11).

Рис. 11. Установка оптического совмещения PRS:
а) стандартная;
б) с погрузчиком/разгрузчиком;
в) «шаттл»
Компания выпускает также вариант станка (серии PWS-100), в котором совмещение слоев происходит по штифтам, а последующая фиксация слоев относительно друг друга, так же как и в PRS, осуществляется индукционной сваркой.
Кроме того, DIS предлагает установку-гибрид, сочетающую в себе две установки: PRS и PWS-100. В ней реализована как возможность совмещения слоев по штифтам, так и оптическое совмещение. Установка полезна на тех производствах, на которых наряду с печатными платами невысокого класса точности выпускают многослойные печатные платы пятого класса точности и выше, а также позволяет использовать имеющуюся на производстве технологию и оснастку для поэтапного перехода к оптическому совмещению.
Заключение
Для того чтобы оставаться конкурентоспособными, предприятия должны следовать за развитием технологии, вызванным возрастающими требованиями рынка. Компании, в которых следуют философии «мы всегда так делали», не очень долго продержатся на плаву.
Необходимо предусматривать вложения в новую технологию, доказавшую свою эффективность и позволяющую компании выйти на новый виток своего развития.
Оптические системы совмещения работают на протяжении уже почти десятка лет, причем их стоимость сравнима или несколько меньше системы штифтования.
Когда требование по обеспечению высокой степени совмещения слоев многослойных печатных плат начинает подрывать основу компании, следует задуматься о применении описанной в этой статье высокотехнологичной альтернативы.
 9 августа, 2022
9 августа, 2022 2 мая, 2021
2 мая, 2021