
 отправка...
отправка...Гибкое и экономичное решение компании TTnS для бездефектного селективного нанесения и отверждения защитных покрытий
Защитные покрытия находят широкое применение в производстве изделий для аэрокосмической, военной, медицинской, кораблестроительной и телекоммуникационной отраслей, при изготовлении промышленного оборудования и бытовой техники. Весьма широк и спектр наносимых покрытий, отвечающих различным задачам, — акриловых, эпоксидных, силиконовых, уретановых, УФ-отверждаемых, на водной основе и пр.
Нанесение покрытий
Правильно выбрав материал покрытия, необходимо нанести его на изделие с максимально возможным качеством, обеспечив точность, повторяемость, равномерность, отсутствие пор и пузырей и ряд других, не менее важных показателей. С годами в отрасли было разработано множество методов нанесения таких покрытий: от традиционных (погружением, кистью, ручным распылением) до передовых — автоматизированными струйными методами, распылением, дозированием и т. д. Традиционные методы, несмотря на свою простоту и дешевизну, не могут отвечать потребностям современного производства, прежде всего по причине малой производительности, неравномерности получаемого покрытия и возможного его загрязнения, а также необходимости затратной операции маскирования, непроизводительного расхода материала, сложностей с обеспечением безопасности работы и защиты окружающей среды.
Несомненно, современное производство нуждается в гораздо более производительных, бездефектных, экономичных и гибких методах. Всем этим требованиям отвечает метод автоматизированного селективного нанесения покрытий, обеспечивающий высокую равномерность, повышенную производительность, экономичное использование материала, полное отсутствие либо минимальную необходимость в маскировании, отсутствие необходимости применения специализированных приспособлений. Он также отличается закрытой системой подачи рабочего материала, не допускающей его воздействия на оператора и окружающую среду. Для реализации этого метода компания True Technologies & Solutions, Inc. (TTnS) разработала запатентованную (патент № 10-0550606) систему, состоящую из полностью автоматизированной гибкой установки нанесения защитных покрытий TCM45A (рис. 1) и встраиваемой в линию конвекционной печи отверждения защитных покрытий ECO99C. С выпуском этого специализированного комплексного решения компания TTnS решила проблему образования пузырей в защитных покрытиях печатных плат без ущерба для реальной производительности.

Рис. 1. Установка нанесения защитных покрытий TCM45A
Демонстрируемая системой скорость селективного нанесения материала почти в два раза выше, чем у традиционных систем такого типа, что достигается применением уникальной «прерывистой» технологии нанесения покрытий. Установка оборудована быстродействующим клапаном отсечки и программируемым с точностью до 1 мс таймером. Пробеги головки сокращаются за счет быстрого отсекания потока материала, что увеличивает производительность системы.
Обеспечивается гораздо более высокая четкость границ областей покрытия, чем у многих известных на рынке систем, в результате не нужно проводить работу по ручному исправлению покрытия. Метод отличается высокой повторяемостью при полном отсутствии необходимости в маскировании. И все это благодаря высокоточному 5-осевому портальному роботу, работающему в декартовой системе координат (перемещение по осям X, Y, Z, поворот на 0°/90°/180° вокруг оси Z, наклон на 0°/30°/–30°) и обеспечивающему точность позиционирования ±50 мкм и максимальную скорость 500 мм/с.
Систему также отличает высокая экономичность использования материалов: согласно проведенным оценкам, можно ожидать 40–60% экономии материала по сравнению с традиционными методами распыления и погружения.
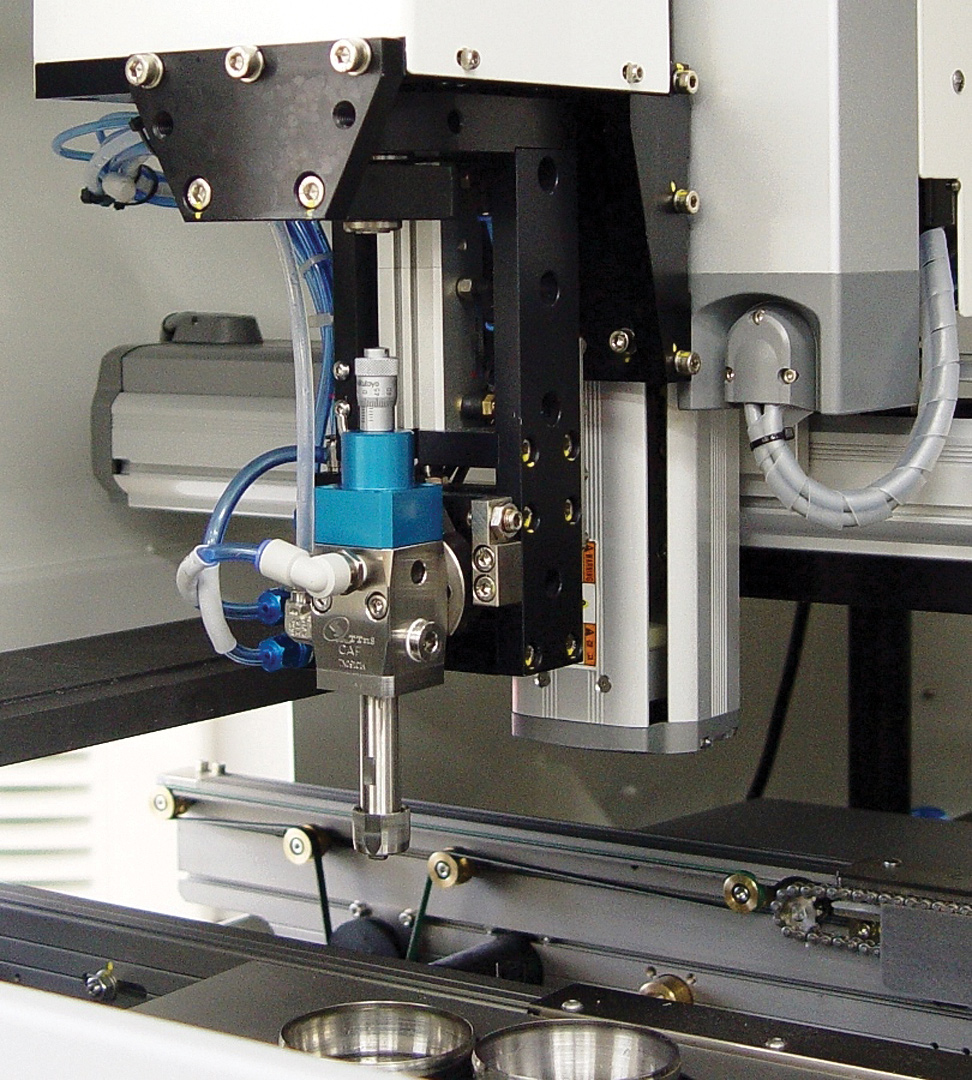
Рис. 2. Модуль нанесения пленочных покрытий CAF-gun
Установка TCM45A оснащается различными модулями нанесения защитных покрытий (рис. 2, 3), каждый из которых рекомендован компанией-производителем для конкретных применений и имеет свой комплект насадок:
- Модуль нанесения покрытий на основе растворителей NCAF комплектуется тремя различными насадками (FCN25/50/60), применяемыми в зависимости от типа и вязкости покрытия, и рекомендуется для нанесения материалов с малой вязкостью (менее 100 сП). Модуль формирует равномерный поток материала в виде пленки без распыления и разбрызгивания. Он обладает пятью степенями подвижности, что позволяет наносить покрытия на верхнюю и боковую сторону компонентов, а также под них.

Рис. 3. Модуль нанесения покрытий в режиме закрученной струи CAS-gun
Чтобы помочь пользователю быстрее найти оптимальные параметры настройки системы под свои конкретные задачи, специалисты компании TTnS провели обширные исследования и на их основе разработали ряд рекомендаций в виде таблиц и сопроводительных рисунков. В таблицах и на рисунках представлены параметры, полученные для материала, обладающего определенной динамической вязкостью. Эти параметры необходимо задать в настройках оборудования для формирования пленки заданной формы и ширины на определенном удалении от наконечника насадки (то есть на определенном расстоянии от наконечника до платы). Среди таких параметров:
- рекомендуемые модуль нанесения и насадка,
- точная настройка положения наконечника насадки (количество оборотов по микрошкале),
- давление в магистрали подачи материала,
- рабочее давление в модуле нанесения,
- временны́е параметры (время импульса, время рабочего цикла и пр.).
Выполнение этих рекомендаций производителя значительно сокращает время отладки техпроцесса и настройки оборудования, так как пользователь всегда может выбрать группу уже подготовленных параметров, которая в наибольшей степени соответствует его задачам, и получить заранее предсказуемый результат. Параметры также можно использовать в качестве базовых значений для проведения более тонкой настройки техпроцесса. Для облегчения процесса наладки производитель подготовил специальную программу оптимизации параметров.
- Модуль NCAS наносит покрытия в струйном режиме, режиме закрученной струи и режиме распыления и комплектуется тремя различными насадками (S6CN30/40/50), которые подбирают в зависимости от типа и вязкости покрытия. Он рекомендуется для работы с материалами различной вязкости (от 100 до 3000 сП), в широком диапазоне их составов (акриловые, силиконовые, уретановые, УФ-отверждаемые, на водной основе) и значений толщины (от 13 до 500 мкм) наносимых покрытий. Дополнительное оснащение в виде программно-управляемого четырехпозиционного устройства наклона дает модулю возможность наклоняться на угол до ±30°.
В стандартной комплектации установка TCM45A оснащена многофункциональной системой точной подачи рабочих материалов, работающей с широкой номенклатурой наносимых покрытий. Предлагающееся опционально устройство быстрой замены материала облегчает как переход на новый наносимый материал, так и прочистку линии подачи. Таким образом, можно не опасаться того, что оператор подвергнется опасному воздействию летучих органических соединений (рис. 4).

Рис. 4. Нанесение покрытий без распыления
Входящее в базовую комплектацию программное обеспечение ECM-XP, работающее под управлением ОС Windows XP, обеспечивает простоту создания рабочих программ и контроль процесса нанесения даже для операторов с начальным уровнем подготовки. ПО обладает графическим интерфейсом с развитым набором настроек. В качестве изображения сборки для выполнения программирования зоны покрытия можно использовать файл ее изображения в формате JPEG либо, опционально, CAD-данные (файл DWG). Облегчает программирование возможность быстрого перехода по координатной сетке. С помощью нескольких меню ПО ECM-XP можно реализовать разнообразные рисунки покрытий, среди которых нанесение покрытия в виде линий (LINE), областей (AREA), в прерывистом режиме (INTERMITTENT), точечно (SPOT). Можно также копировать управляющую программу (Duplicate), программировать нанесение под наклоном (TILT) и импульсное распыление (PULSE-Spray) с дискретностью 1/1000 с. Благодаря встроенному блоку управления пневмосистемой, изменение режима нанесения покрытия (с пленочного на распыление и обратно) можно осуществлять «на лету», не прерывая работу, что значительно сокращает время переналадки оборудования.
Развитые меры защиты и разнообразные защитные блокировки позволяют организовать безопасный процесс работы.
Преимущества применяемой технологии с точки зрения производительности и бездефектности хорошо иллюстрируют примеры, полученные на реальных производствах. Например, на одном из предприятий для покрытия групповой панели, состоящей из 24 плат управления работой заднего фонаря автомобиля, с помощью технологий и оборудования компании TTnS удалось сократить время цикла нанесения покрытий с 50 до 12 с на плату и при этом держать под контролем образование пузырей в покрытии. Операция проводилась без маскирования.
Рассмотрим некоторые подготовленные компанией TTnS рекомендации, позволяющие разрешить основные проблемы, с которыми сталкивается производитель при нанесении защитных покрытий.
Толщина покрытия
Если покрытие слишком тонкое, то оно может получиться пористым, в нем могут появиться открытые участки, если же его толщина велика, то это может вызвать недопустимый уровень остаточных напряжений в паяных соединениях и компонентах со стеклянными материалами корпуса. Для решения проблемы при нанесении, в частности, эпоксидных и некоторых уретановых покрытий производитель рекомендует воспользоваться форсунками AR/DFT с сечением 25–50 мкм, SR/DFT (50–90 мкм) и RR/DFT (20–40 мкм) (рис. 5).

Рис. 5. Модуль NCAS с форсунками
Покрытие на острых углах и кромках
Силы гравитации и поверхностная энергия в жидкотекучих покрытиях препятствуют образованию пленки на острых углах и/или кромках. Для таких труднопокрываемых участков оптимальным решением может стать метод многопроходного покрытия Multi-Coat.
Пузыри
Это одна из самых серьезных проблем нанесения покрытий. Обычно пузыри образуются из воздуха, удерживаемого под компонентами или в паяных соединениях, порах и полостях компонентов и монтажного основания. Пузыри могут оставаться в покрытии вследствие повышенной вязкости материала, препятствующего их выходу наружу, из-за недостаточной выдержки перед печью отверждения материала. Остаточные пузыри могут присутствовать в нагнетательном резервуаре подачи материала. Пузыри могут соединять проводники, удерживать в себе влагу, снижать сопротивление изоляции и вызывать короткие замыкания или дуговые пробои.
Для предотвращения образования пузырей компания TTnS предлагает ряд рекомендаций по применению материалов и настройке параметров процесса:
- Неразбавленные материалы с высокой вязкостью (более 200 сП) не отвечают требованиям к нанесению защитных покрытий в части одновременного обеспечения производительности и решения проблемы пузырей.
- Разбавленные материалы с пониженной вязкостью (менее 100 сП), по данным производителя, являются наиболее подходящим решением независимо от характера монтажного основания.
- При нанесении покрытий на основе растворителей важно правильно выбрать время испарения растворителя, независимо от характеристик материала и/или условий нанесения. В большинстве случаев для этого будет достаточно 4–6 мин.
- Формирование пузырей в жидкотекучем материале покрытия является естественным и неизбежным природным явлением, и покрытия с большей толщиной нуждаются в более длительном времени выдержки для выхода пузырей на поверхность. При этом суммарное время, необходимое для полного выхода пузырей наружу, пропорционально вязкости нанесенного материала покрытия.
- При нанесении материалов очень большой толщины с вязкостью более 250 сП выдержка с целью выхода пузырей на поверхность может оказаться бесполезной при любой продолжительности ее проведения.
«Усы» олова
Это кристаллы чистого олова, которые формируются в бессвинцовых паяных соединениях и покрытиях вследствие, в частности, повышения уровня внутренних напряжений в металле из-за коррозии и объемного расширения. Предлагаемое решение — полная изоляция металла от окружающего воздуха с помощью подходящей пленки защитного покрытия без пузырей и с повышенной адгезией, для обеспечения которой также крайне важна соответствующая предварительная очистка и отсутствие остатков флюса.
Отверждение покрытий
Немаловажным фактором получения качественного покрытия является его правильное отверждение. В рамках своего комплексного решения компания TTnS предлагает встраиваемую в линию конвекционную печь отверждения ECO99C (рис. 6), которая работает совместно с установкой нанесения покрытий TCM45A.

Рис. 6. ECO99C — система нанесения защитного покрытия
Ее важным достоинством является поддержание производительности линии: печь не является «узким местом». Благодаря большому количеству запатентованных компанией решений в области селективного нанесения и времени выдержки достигается экономия энергии как минимум на 50% и до 25% — занимаемого пространства. Печь можно использовать при проведении процесса отверждения большинства материалов на основе растворителей, который занимает от нескольких минут до часа при сравнительно небольших температурах — ниже +100 °С (опционально +180 °С), что также способствует повышению его качества.
В отличие от традиционного процесса отверждения на основе ИК-конвекции, где платы последовательно движутся по конвейеру через зоны нагрева и охлаждения, в печи ECO99C применена новая концепция организации процесса. Платы после автомата нанесения покрытий помещаются в накопитель, где происходит испарение растворителя, и затем в составе накопителя поступают непосредственно в камеру нагрева с циркуляцией горячего воздуха. Одновременно обрабатываются платы в нескольких накопителях при их повторяющемся циклическом перемещении согласно заданной программе. Процесс с применением накопителей гарантирует продолжительное время выдержки с целью испарения растворителя, что в результате приводит к отсутствию пузырей.
Реализуемый в печи профиль отверждения обеспечивает плавный нагрев и охлаждение, а температура профиля изменяется в пределах ±3 °С.
Оснастив две установки конвейерными системами, а также модулями загрузки и разгрузки печатных узлов, можно организовать законченную линию нанесения влагозащитных покрытий, рассчитанную на мелко- и среднесерийное производство.
Подводя итог, можно с уверенностью заключить, что примененные в установках нанесения и отверждения покрытий TCM45A и ECO99C новаторские технологии выводят это оборудование на лидирующие позиции в отрасли. Они обеспечивают, с одной стороны, двукратный рост производительности, а с другой — бездефектность, экономичность и высокую гибкость при решении практически любых задач по нанесению защитных покрытий электронных модулей.