
 отправка...
отправка...Вакуумная пайка — залог качественного паяного соединения
Введение
Пайку можно назвать одним из самых сложных этапов при производстве радиоэлектронной продукции. Построение и отладка термопрофиля — творческий и непростой процесс, который под силу опытным и, зачастую, креативным сотрудникам. Но даже имея идеальный термопрофиль, в условиях производства можно столкнуться с массой дефектов, возникающих при пайке.
В более ответственных сферах производства радиоэлектронной продукции появляется необходимость создания максимально надежного паяного соединения, устойчивого к коррозии и способного перенести различные воздействия, как температурные, так и механические.
Одним из параметров надежности паяного соединения можно назвать его однородность. Присутствие пустот в паяном соединении может привести к коррозии и последующему выходу изделия из строя. Также одним из важных факторов качественной пайки можно назвать смачиваемость спаиваемых поверхностей. В этой статье проанализированы варианты создания специальных условий при пайке, которые напрямую влияют на качество паяного соединения.
Влияние вакуума и его функции при пайке
Чтобы оценить влияние вакуума и понять принцип его действия, рассмотрим типовой профиль пайки изделий в вакууме, представленный на рис. 1.

Рис. 1. Типовой профиль пайки с помощью вакуума
Вакуум используется в процессе пайки два раза. Первый раз — сразу после помещения продукта пайки в систему пайки в вакууме. Это действие используется для удаления воздуха из рабочей камеры. После создания вакуума камера может быть наполнена специальным газом или смесью газов.
Второй раз вакуум создается в фазе оплавления. При переходе припоя в жидкое состояние вакуум позволяет выместить воздух из объема паяного соединения, таким образом можно удалить образовавшиеся пустоты. После достижения вакуума в рабочую камеру может быть также подан газ (или смесь газов) для создания дополнительных условий при пайке.
Примеры паяных соединений при пайке в воздухе и специальной среде с использованием вакуума приведены на рис. 2.
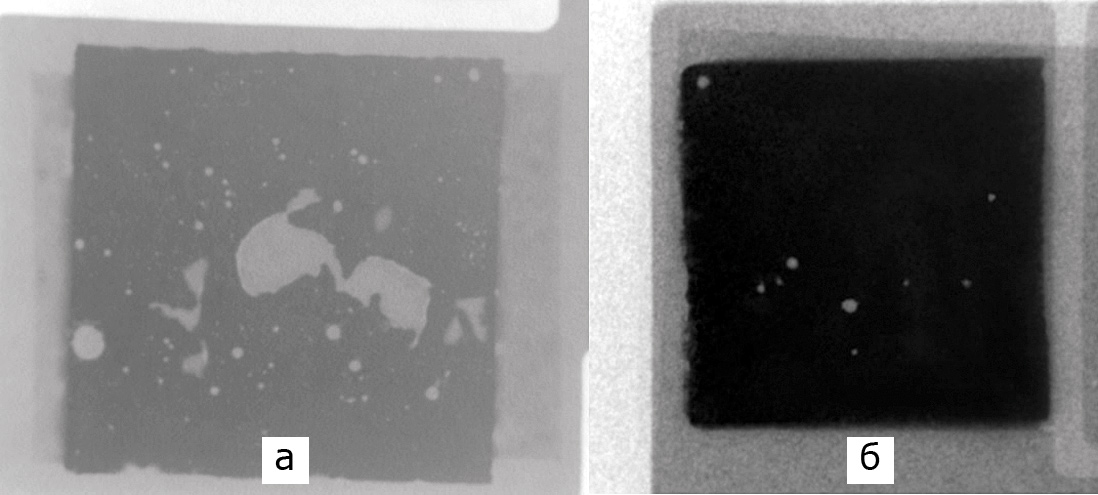
Рис. 2. Вид паяного соединения:
а) пайка в воздухе;
б) в вакууме
Влияние специальной атмосферы при пайке и ее функции
Для повышения качества паяного соединения пайку можно проводить в специальной атмосфере, что позволяет минимизировать процессы окисления и улучшить смачиваемость поверхностей.
Технологию пайки можно условно разделить на две группы по типу активации поверхностей перед пайкой (табл. 1):
- пайка с использованием флюса;
- пайка без использования флюса.
|
Тип пайки |
Тип паяльного материала |
|
Пайка с использованием флюса |
Паяльная паста, пресс-форма припоя с флюсом, фольга с флюсом |
|
Пайка без использования флюса |
Пресс-форма припоя, фольга |
Рассмотрим возможные типы атмосферы для обоих способов пайки изделий.
Пайка с использованием флюса
При этом способе пайки функцию активатора поверхностей перед пайкой будет выполнять флюс. Специальная среда, которая может создаваться в современных системах вакуумной пайки, должна обеспечивать лишь отсутствие окислений на спаиваемых поверхностях.
В качестве инертной среды можно использовать следующие газы:
- азот, аргон и т. д. (любые инертные газы);
- формир-газ (95% азота + 5% водорода).
Азот
Как известно, азот (N2) — бесцветный, безвкусный, не имеющий запаха газ. В атмосфере азот является основной составляющей. (На его долю приходится примерно 78% атмосферы, еще 20,9% занимает кислород, 0,9% — аргон. Остальная часть атмосферы состоит из углекислого газа, водорода, неона, гелия, криптона, ксенона и других газов.) Газообразный азот широко используется в промышленности, благодаря своей химической инертности.
Достоинства:
- Нет окисления при пайке.
- Доступность и безопасность при работе.
Недостаток — не подготавливает площадки и поверхности к пайке.
Формир-газ
Формир-газ — это смесь из 95% азота и 5% водорода. Основное свойство водорода — способность разрушать оксидные пленки на поверхностях, тем самым удаляются окисления.
Достоинства:
- Активация площадок, создание инертной среды.
- Нет специальных требований к безопасности.
Недостаток — низкая способность подготавливать поверхности.
Пайка без использования флюса
Этот способ пайки целесообразно использовать при производстве изделий с высокой степенью ответственности. Технология пайки без использования флюса является гораздо более «чистой», так как после пайки отсутствуют загрязнения от веществ, находящихся в составе флюса. Остатки флюса необходимо тщательно удалять с помощью отмывки, так как зачастую они становятся причиной выхода изделия из строя. При пайке без флюса специальная атмосфера, создаваемая в рабочей камере, должна не только обеспечивать активацию поверхностей при пайке, но и препятствовать образованию окислений.
Возможные варианты специальной атмосферы при пайке без использования флюса:
- пайка в парах муравьиной кислоты (HCOOH);
- пайка в водородной среде (H2);
- пайка с использованием плазмы.
Пайка в парах муравьиной кислоты (HCOOH)
Муравьиная кислота — химический реагент, позволяющий убрать окисления с поверхностей. В системах вакуумной пайки инертный газ проходит через емкость с муравьиной кислотой, в результате чего образуется «влажный газ», содержащий пары муравьиной кислоты. Пар, взаимодействуя с поверхностями, удаляет окисления и подготавливает их к пайке. Муравьиную кислоту рекомендуется использовать в профиле в фазе активации поверхностей. Температура должна быть между +130 и +170 °C, что особенно важно при использовании низкотемпературных припоев, так как альтернативные варианты подготовки поверхности при низких значениях температуры неэффективны.
Достоинства:
- Удаление оксидного слоя.
- Не нужно использовать флюс.
Недостатки — повышенные требования к безопасности.
Пайка в водороде (H2)
Очищенный от примесей паров воды и других газов водород эффективно удаляет окислы металлов.
Водород гораздо более активный восстановитель, чем формир-газ или пары муравьиной кислоты. Так, например, окислы железа восстанавливаются в водороде примерно в 20 раз быстрее, чем в формир-газе при +500 °С, и в 10 раз быстрее при +300 °С. Недостатком водорода является взрывоопасность, ограничивающая его применение. Также следует отметить, что водород эффективно проявляет свои полезные свойства лишь при температуре выше +280 °С.
Достоинства:
- Очищение от окислений.
- Улучшение смачиваемости.
- Отсутствие загрязнений.
Недостатки:
- Наличие открытого пламени при удалении водорода из рабочей камеры.
- Повышенные требования к безопасности.
Пайка с использованием плазмы для подготовки поверхностей перед пайкой
Плазма — это частично или полностью ионизированный газ, образованный из нейтральных атомов (или молекул) и заряженных частиц (ионов и электронов). Важнейшей особенностью плазмы является ее квазинейтральность, это означает, что объемные плотности положительных и отрицательных заряженных частиц, из которых она образована, оказываются почти одинаковыми. Плазму иногда называют четвертым (после твердого, жидкого и газообразного) агрегатным состоянием вещества.
Влияние плазмы на поверхности спаиваемых материалов (рис. 3):
- Оказывается механическое воздействие, как при пескоструйной обработке.
- Подготовка поверхности проводится ионизированным газом.
- УФ-излучение разрушает длинные цепи углеродных соединений и используется для отверждения специальных покрытий.

Рис. 3. Удаление окислений с поверхностей с помощью плазмы
При использовании плазмы достигается эффект, когда поверхностное натяжение поверхности становится максимально близким к поверхностному натяжению самого материала пайки (например, к пресс-форме). При таком эффекте припой равномерно смачивает всю площадь паяного соединения (рис. 4), а не собирается в шарики за счет большего поверхностного натяжения.

Рис. 4. Смачиваемость необработанной (а) и обработанной поверхности (б)
Достоинства:
- Улучшение смачиваемости и активация поверхности.
- Отсутствие брака.
Недостаток — повышенные требования к вакууму.
Оборудование для пайки в вакууме и сферы его применения
Компания Budatec (Германия) уже 15 лет занимается разработкой и выпуском систем вакуумной пайки. В Берлине находится исследовательская лаборатория, в которой специалисты Budatec проводят испытания пайки изделий заказчика.
Оборудование Budatec обладает следующими возможностями:
- Для процессов пайки:
- удаление пустот при пайке;
- отсутствие окисления;
- улучшение смачиваемости поверхностей;
- возможность использования плазмы для очистки поверхностей перед пайкой;
- быстрый нагрев и быстрое охлаждение (3 K/с);
- отсутствие загрязнений при пайке (при использовании технологии пайки без флюса).
- Для работы с клеями-компаундами:
- сушка и дегазация в одном устройстве;
- удаление пустот;
- улучшение клеящей способности поверхностей.
- Упаковка компонентов и корпусирование микросхем:
- герметичное запаивание корпуса микросхем с формир-газом;
- возможность работы с такими газами, как азот, аргон, гелий и др.;
- сборка продукции при вакууме до 0,1 мбар.
- Типовое применение систем вакуумной пайки:
- производство высоковольтных систем,
- микроэлектроника,
- установка кристаллов,
- сушка компаундов (рис. 5).
- Производство светодиодной продукции (рис. 6):
- УФ-диоды;
- лазерные диоды.
- Корпусирование и герметизация корпусов (рис. 7).

Рис. 5. Примеры готовой продукции

Рис. 6. Примеры готовой светодиодной продукции

Рис. 7. Примеры корпусирования и герметизации корпусов
Компания Budatec предлагает три варианта машин для пайки в вакууме:
- VS160S (рис. 8, табл. 2). Это начальная модель в линейке, с помощью которой можно паять продукцию в азоте, формир-газе и парах муравьиной кислоты. Для работы с системой необходим вакуумный насос, предлагаемый в качестве опции.
- VS160UG (рис. 9, табл. 3). Эта модель также позволяет паять продукцию в азоте, формир-газе и парах муравьиной кислоты. Система поставляется в комплекте с вакуумным насосом. Она установлена на станину, внутри которой удобно располагаются все необходимые газовые магистрали, в том числе система подачи паров муравьиной кислоты (рис. 9б).
- VS320UG (рис. 10, табл. 4). Старшая модель из всей линейки оборудования. Система позволяет производить пайку всеми описанными в статье методами: в среде азота, формир-газа, водорода, паров муравьиной кислоты, возможна установка генератора плазмы (рис. 10б). Пайку в среде водорода можно проводить при содержании газа до 100%. Для удаления газа из рабочей камеры над машиной устанавливается дожигатель отработанного газа — для обеспечения безопасности.

Рис. 8. Внешний вид машины для пайки VS160S

Рис. 9. Система для пайки VS160UG:
а) внешний вид;
б) емкость с муравьиной кислотой
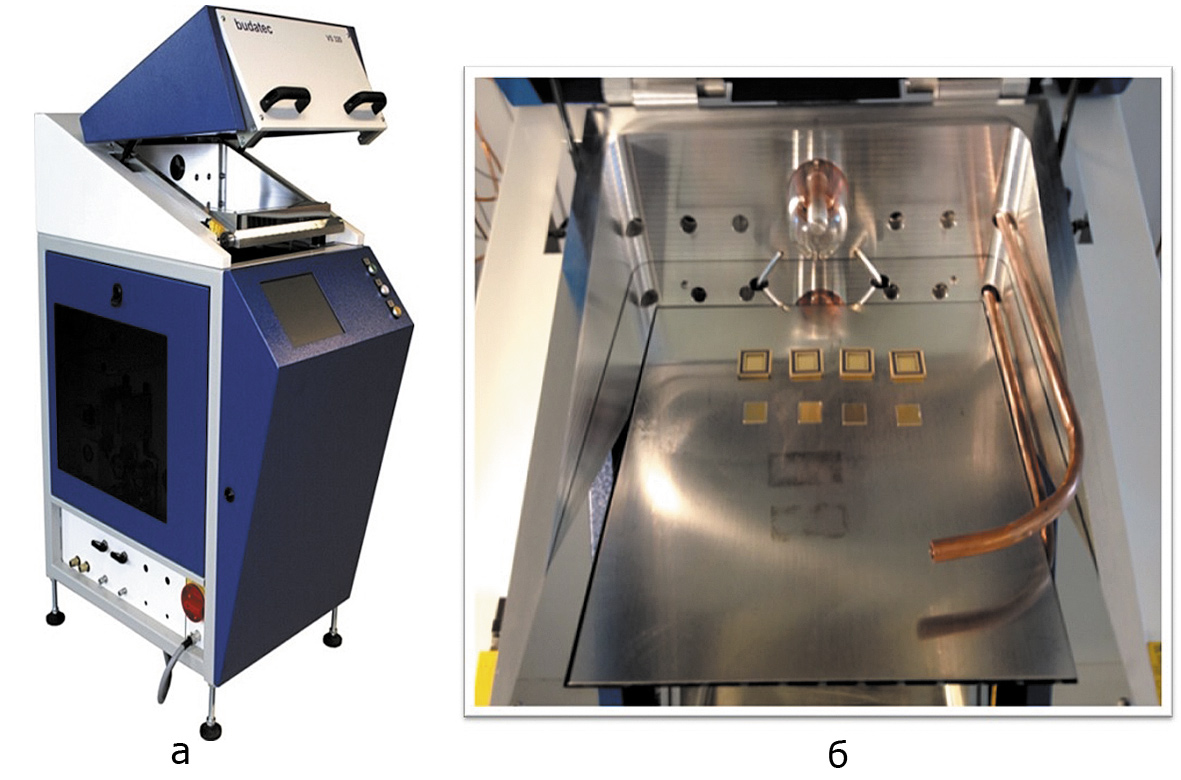
Рис. 10. Система для пайки VS320UG:
а) внешний вид;
б) генератор плазмы
|
Технические характеристики |
Значение |
|
Размер нагревательной поверхности |
160×160 мм |
|
Максимальная высота компонентов |
50 мм |
|
Максимальная температура пайки |
+450 °С |
|
Скорость нагрева и охлаждения (max) |
3 К/с |
|
Максимальная загрузка нагревательной поверхности |
2,5 кг |
|
Рабочие газы |
N2,; N2H2 95/5% |
|
Электропитание |
400 В/16 А |
|
Подключение системы охлаждения водой |
10 л/мин |
|
Вес печи |
Около 50 кг |
|
Опциональное оснащение: |
|
|
Измерение абсолютного давления |
|
|
Пластинчатый насос с комплектующими |
|
|
Программное обеспечение для записи данных |
|
|
Подставка с подводом рабочих газов и возможностью размещения насоса |
|
|
Газовая линия HCOOH с интегрированным газовым барботером |
|
|
Система улавливания паров флюса |
|
|
Технические характеристики |
Значение |
|
Размер нагревательной поверхности |
160×160 мм |
|
Максимальная высота компонентов |
50 мм |
|
Максимальная температура пайки |
+450 °С |
|
Скорость нагрева и охлаждения (max) |
3 К/с |
|
Максимальная загрузка нагревательной поверхности |
2,5 кг |
|
Рабочие газы |
N2; N2H2 95/5% |
|
Электропитание |
400 В/16 А |
|
Подключение системы охлаждения водой |
10 л/мин |
|
Вес печи |
Около 80 кг |
|
Опциональное оснащение: |
|
|
Измерение абсолютного давления |
|
|
Пластинчатый насос с комплектующими |
|
|
Программное обеспечение для записи данных |
|
|
Подставка с подводом рабочих газов и возможностью размещения насоса |
|
|
Газовая линия HCOOH с интегрированным газовым барботером |
|
|
Система улавливания паров флюса |
|
|
Технические характеристики |
Значение |
|
Размер нагревательной поверхности |
160×160 мм |
|
Максимальная высота компонентов |
50 мм |
|
Максимальная температура пайки |
+450 °С |
|
Скорость нагрева и охлаждения (max) |
2,5 К/с |
|
Максимальная загрузка нагревательной поверхности |
15 кг |
|
Рабочие газы |
N2; N2H2 95/5%; H2 до 100% |
|
Электропитание |
400 В/32 А |
|
Подключение системы охлаждения водой |
10 л/мин |
|
Вес печи |
Около 300 кг |
|
Опциональное оснащение: |
|
|
Измерение абсолютного давления |
|
|
Пластинчатый насос с комплектующими |
|
|
Программное обеспечение для записи данных |
|
|
Подставка с подводом рабочих газов и возможностью размещения насоса |
|
|
Газовая линия HCOOH с интегрированным газовым барботером |
|
|
Система улавливания паров флюса |
|
|
До пяти газовых линий |
|
|
Интегрированное оборудование для обработки плазмой |
|
Заключение
В статье мы рассказали о технологии пайки в вакууме с использованием специальных газов и рассмотрели преимущества и недостатки возможных вариантов компоновки системы для проведения этого техпроцесса. Технология вакуумной пайки является наиболее эффективным способом получения качественного паяного соединения при изготовлении продукции для ответственных сфер применения.
 3 ноября, 2021
3 ноября, 2021 12 января, 2022
12 января, 2022