
 отправка...
отправка...«Толстые» многослойные печатные платы: паять или запрессовывать?
Введение
Объединительная плата представляет собой многослойную печатную плату (МПП), выполняющую коммутацию сигналов между процессорным модулем и функциональными ячейками. Размеры объединительной платы находятся в строгой привязке к размерам процессора и ячеек, регламентируемым конструктивом VME. Возложение на объединительную плату большого количества коммутационных функций без расширения ее габаритов приводит к увеличению количества проводников, разводку (трассировку) которых приходится распределять по большому количеству (до 12) слоев. А это, в свою очередь, влечет за собой увеличение толщины МПП.

Рис. 1. Типовой системный блок бортового вычислительного комплекса
Помимо этого, на объединительную плату, в целях выполнения требований конструктива VME, устанавливаются многочисленные и разнообразные соединители (колодки, одиночные контакты, непосредственно соединители), некоторые из которых имеют длинные выводы для их дальнейшей распайки на внешние разъемы на передней панели корпуса (рис. 2).

Рис. 2. Номенклатура соединителей на объединительной плате
При традиционной организации технологического процесса (ТП), эти соединители устанавливаются на объединительную плату с использованием пайки уже привычным нам припоем ПОС61. Казалось бы, преимущества неоспоримы: пайка — это проверенный временем, надежный способ соединения деталей. Однако именно в рассматриваемом нами случае, то есть в случае использования толстых МПП и соединителей с длинными выводами, целесообразность применения пайки становится сомнительной. Это вызвано тем, что при использовании толстых МПП и соединителей с длинными выводами возникают две проблемы: непропаи и труднодоступность точек пайки.
Непропаи
При пайке соединителей, устанавливаемых в толстые МПП, происходит быстрое снижение температуры расплавленного припоя в сквозных металлизированных отверстиях. Припой остывает, становится вязким и, как следствие, заполняет зазоры между отверстием и выводом не по всей высоте сквозного металлизированного отверстия. Возникает непропай, значительно сокращающий надежность полученного соединения. Механизм непропая проиллюстрирован на рис. 3. Быстрое и преждевременное снижение температуры расплавленного припоя происходит вследствие рассеивания выделяемого припоем тепла в многочисленные внутренние слои МПП. Это особенно актуально при использовании в плате внутренних теплоотводящих слоев, имеющих повышенную толщину для соответствующего увеличения теплоемкости. Данное решение используется при реализации в системном блоке системы кондуктивного охлаждения. В итоге вывод оказывается закрепленным лишь небольшим объемом припоя, расположенным у поверхности печатной платы. Для решения этой проблемы приходится идти на различные технологические ухищрения, которые усложняют ТП и при этом все равно не гарантируют надлежащего качества получаемых соединений.

Рис. 3. Механизм возникновения непропаев в сквозных металлизированных отверстиях многослойных печатных плат с теплоотводящими слоями
Труднодоступность точек пайки
Как уже говорилось выше, на объединительную плату устанавливаются соединители с длинными выводами, высоко (или далеко) выступающими над поверхностью платы (рис. 4). Выступающие выводы располагаются с очень маленьким шагом и представляют собой матрицу штырьков. Такая форма расположения и большая высота выводов затрудняют доступ паяльником к местам пайки. Даже при снижении толщины паяльника и очень аккуратном его подводе к точкам пайки существует высокая вероятность задеть соседние выводы и оставить на них нежелательные фрагменты припоя. Какие-либо другие технологические приемы для решения этой ситуации тоже не дают полной гарантии успеха. Это особенно актуально при использовании пятирядных соединителей DIN 41612.

Рис. 4. Попробуйте достать паяльником до внутренних точек пайки
Что делать?
Указанные выше проблемы имеют технически красивое и оригинальное решение. Нужно лишь отказаться от пайки и рассмотреть вопрос о переходе на технологию запрессовки соединителей в сквозные металлизированные отверстия МПП. Нельзя сказать, что этот переход прост и не требует никаких усилий: вы просто берете соответствующие соединители и с помощью имеющегося у вас пресса запрессовываете их в платы. Как и любая другая технология, для получения качественных результатов технология запрессовки требует тщательного и сбалансированного подхода и знаний.
Прежде всего, необходимо сказать, что технология запрессовки обеспечивает:
- герметичность зоны контакта и высокую надежность при таких видах климатических испытаний, как перепады температур, удар и вибрация (обычно ослабляющих паяные соединения);
- постоянное контактное сопротивление;
- Компенсацию погрешностей при изготовлении сквозных металлизированных отверстий;
- отсутствие высокотемпературных воздействий на печатную плату;
- отсутствие газовых выделений и остатков флюса (явлений, обычно свойственных пайке);
- исключение необходимости последующей промывки платы благодаря чистоте процесса;
- исключение вероятностей возникновения коротких замыканий благодаря отсутствию мостиков припоя;
- простоту реализации соединений;
- ремонтопригодность получаемых соединений и сохранность печатных плат;
- экономическую эффективность процесса.
Благодаря приведенным выше преимуществам, данная технология завоевала популярность во всем мире и в настоящее время быстрыми темпами проникает на российский рынок.
Соединения, выполняемые запрессовкой, еще не имеют официально утвержденного русскоязычного названия, так как до сих пор в России не существует никаких стандартов по этой технологии. В литературе часто используется термин press-fit (от англ. press — «нажимать» и fit — «входить, заполнять»). В стандарте IEC 60352-5 данный вид соединения носит еще одно название — press-in connection.
Для полного понимания обоснованности применения технологии запрессовки в рассматриваемой ситуации далее мы рассмотрим, что же она собой представляет и из чего состоит.
Запрессовка в общей классификации непаяных соединений
В последние годы появилось большое количество типов и разновидностей непаяных соединений, классификация которых представлена на рис. 5.

Рис. 5. Классификация непаяных соединений
Классификацию соединений, выполняемых запрессовкой, можно выполнить по типам контактов (жесткие/упругие), как представлено на рис. 6.
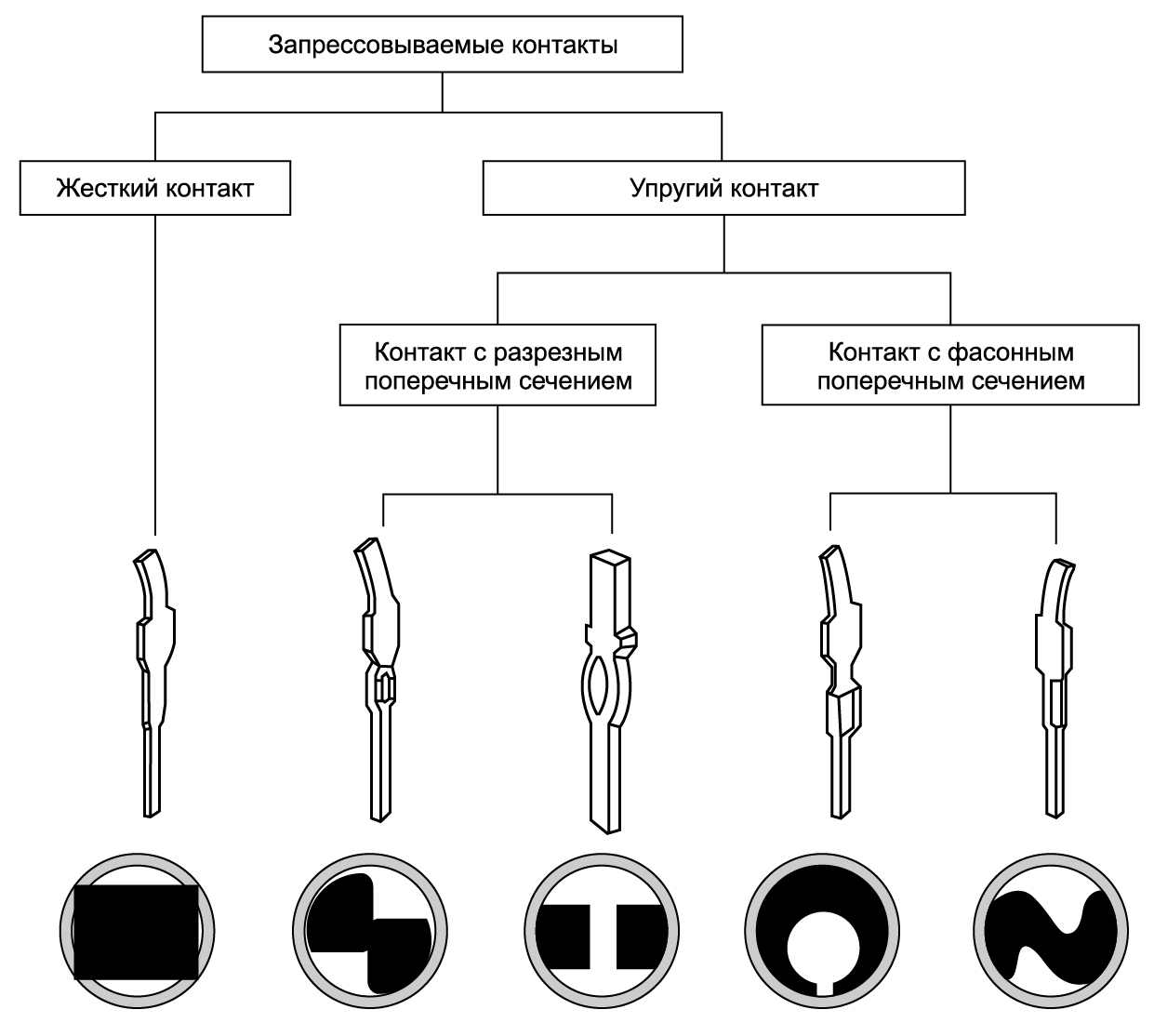
Рис. 6. Классификация соединений, выполняемых запрессовкой (представлены наиболее характерные конфигурации поперечных сечений)
Непаяное соединение, выполненное запрессовкой
Соединение, выполненное запрессовкой (рис. 7), — это непаяное электрическое и механическое соединение, полученное запрессовкой соответствующего контакта в сквозное металлизированное отверстие печатной платы.

Рис. 7. Соединение, выполненное запрессовкой
Диаметр (диагональный размер) контакта в запрессовываемой части должен соответствовать диаметру отверстия, на который данный контакт рассчитан и, в частности, превышать этот диаметр. Вследствие этой особенности при запрессовке возникает некоторая деформация сквозного металлизированного отверстия (без его разрушения), благодаря чему и достигается получение зоны электрического контакта. Качество соединения, полученного запрессовкой, зависит от размеров особым образом спрофилированной запрессовываемой части контакта, от материала и размеров контакта, а также от размеров сквозного металлизированного отверстия в печатной плате.
Компоненты технологии запрессовки
В целом, технология запрессовки включает такие основные компоненты, как:
- запрессовываемый контакт;
- сквозное металлизированное отверстие;
- печатная плата.
Запрессовываемый контакт
Типовой запрессовываемый контакт обычно изготавливается из таких сортов медных сплавов, как олово–медь (бронза), цинк–медь (латунь) или бериллиевая медь. Запрессовываемые контакты могут быть жесткими и упругими (рис. 8).

Рис. 8. Жесткие и упругие контакты
Жесткие запрессовываемые контакты, в основном, применялись на ранних этапах развития технологии запрессовки для механического и электрического соединения нескольких наложенных друг на друга печатных плат. В настоящее время эти контакты практически не применяются. При использовании жестких запрессовываемых контактов усилие, необходимое для реализации хорошей механической и электрической стабильности, вырабатывается за счет деформации сквозного металлизированного отверстия печатной платы (а не контакта). Запрессовка жестких контактов требует обеспечения жестких допусков на изготовление как самого контакта, так и отверстия в плате. Но если такие допуски нетрудно обеспечить в жестком контакте, то изготовление отверстий с такими допусками будет достаточно дорогостоящим процессом. Если стоимость в пересчете на один жесткий контакт составляет всего несколько центов, то стоимость в пересчете на одну печатную плату вырастает до сотен долларов.
Упругий запрессовываемый контакт состоит из части для сочленения с ответным соединителем, запрессовываемой части, заходной части и части, предназначенной или для монтажа накруткой, или для установки корпуса соединителя (рис. 9).

Рис. 9. Конструкция упругого контакта
Часть контакта для сочленения с ответным соединителем
Данная часть может иметь или форму штыря (в случае, если ответным соединителем является розетка), или форму лиры (в случае, если ответным соединителем является вилка). В том случае, когда контакт в этой части имеет форму штыря, усилие запрессовки прилагается к создаваемым именно с этой целью буртикам. В том случае, если контакт имеет лирообразное окончание, усилие запрессовки прилагается на дно лиры, как на самый удобный и самый прочный для этих целей элемент конструкции. Как правило, эта часть встраивается в корпус соединителя и, как правило, именно эта часть отвечает за удержание контакта в соединителе.
Запрессовываемая часть контакта
Основную роль в образовании соединения играет запрессовываемая часть контакта. Главная ее задача — создание длительной во времени упругой энергии, направленной на боковые стенки сквозного металлизированного отверстия. Размер поперечного сечения контакта в запрессовываемой части должен соответствовать диаметру отверстия, на который данный контакт рассчитан. Длина запрессовываемой части контакта должна соответствовать толщине печатной платы, в которую устанавливается данный контакт. Поверхность запрессовываемой части контакта должна быть свободна от царапин, вредных загрязнений и следов коррозии.
Заходная часть контакта
Этот фрагмент конструкции играет существенную роль при запрессовке, так как ориентирует контакт надлежащим образом при его входе в отверстие и обеспечивает плавный характер деформации как запрессовываемой части самого контакта, так и боковых стенок металлизированного отверстия. Если бы этой части не было, внедрение контакта могло бы привести к многочисленным разрывам в металлизации боковых стенок отверстия.
Часть контакта под монтаж накруткой или установку корпуса соединителя
Необязательный конструктивный элемент. Существуют контакты и без этой части. Данный конструктивный элемент выполняется с целью расширения функциональных возможностей запрессовываемых контактов.
Сквозное металлизированное отверстие
Сквозные металлизированные отверстия имеют структуру, представленную на рис. 10.

Рис. 10. Структура сквозного металлизированного отверстия:
1 — контактная площадка;
2 — отверстие после сверления;
3 — сквозное металлизированное отверстие;
4 — покрытие олово-свинец;
5 — медное покрытие
Сквозные металлизированные отверстия выполняются с контактными площадками, которые повышают механическую стойкость внутреннего покрытия. Требуемая величина толщины медного покрытия в сквозных металлизированных отверстиях под запрессовку превышает величину аналогичного параметра в случае отверстий под пайку. Однако и допуски на эту толщину, соответственно, выше (например 25–75 мкм). Слишком тонкие слои медного покрытия могут привести к увеличению усилий запрессовки. При нанесении свинцово-оловянного покрытия крайне важно избегать получения слишком толстого его слоя, так как при нанесении слишком толстого слоя данного покрытия его частицы будут вытесняться из отверстия любым запрессовываемым контактом. В процессе формирования металлизированного отверстия при необходимости свинцово-оловянное покрытие может и не наноситься (в таком случае это будет чисто медненое отверстие). Однако, как правило, это покрытие присутствует как на самих платах, так и в их отверстиях, играя роль защитного, а при запрессовке — смазочного покрытия. Внутреннее (оловянное или свинцово–оловянное) покрытие отверстий в печатных платах может быть нанесено гальваническим методом или методом оплавления. Однако предпочтительным является метод гальванизации. В процессе гальванического нанесения свинцово–оловянного покрытия осаждение происходит более интенсивно на краях отверстия, а не по середине (имеется в виду не диаметр, а глубина отверстия). Во время оплавления (которое используется во многих процессах изготовления печатных плат из-за расположенных на поверхности элементов) профиль свинцово–оловянного покрытия в отверстии определяется силами поверхностного натяжения расплавленного свинцово–оловянного покрытия, приводящими к получению более толстого слоя в середине отверстия. Это приводит к различию внутренних диаметров в этом отверстии до и после оплавления.
Технология запрессовки требует не только обращать внимание на конечный диаметр отверстия в печатной плате (что обычно и делается при реализации паяных соединений), но и требует назначать и соблюдать определенные допуски на всю структуру отверстия. Это касается и диаметра отверстия после сверления (в первую очередь), толщины медного покрытия (во вторую очередь), и толщины свинцово–оловянного (припойного) покрытия (в третью очередь) — то есть, всех размеров, формирующих диаметр конечного отверстия, на который тоже назначаются допуски (таблица).
|
Номинальный диаметр отверстия, мм |
Диаметр окончательного отверстия, мм |
Рекомендуемый диаметр отверстия до металлизации, мм |
|
0,5 |
0,5±0,05 |
0,6±0,01 |
|
0,55 |
0,55±0,05 |
0,64±0,01 |
|
0,6 |
0,6±0,05 |
0,7±0,02 |
|
0,65 |
||
|
0,7 |
||
|
0,75 |
||
|
0,8 |
0,9±0,025 |
|
|
0,85 |
||
|
0,9 |
0,9±0,07 |
1±0,025 |
|
1 |
1,15±0,025 |
|
|
1,45 |
1,6±0,025 |
|
|
1,6 |
1,75±0,025 |
Печатная плата
Печатные платы изготавливаются из стеклоэпоксида типов G10, G11, FR5 согласно стандартам NEMA, типа Hgw согласно стандарту DIN 7735 и типа EP согласно стандарту DIN 40802. Печатные платы имеют сквозные металлизированные отверстия и соответствуют стандартам IEC 326-3, IEC 326-5 и IEC 326-6.
Базовый материал (материал подложки) печатных плат должен соответствовать следующим стандартам:
- двусторонние печатные платы:
- IEC 249-2-4, тип 249-2-4-IEC-EP-GC-CU;
- IEC 249-2-5, тип 249-2-5-IEC-GC-CU;
- многослойные печатные платы:
- IEC 249-2-11 249-2-11-IEC-EP-GC-CU;
- IEC 249-2-12 249-2-12-IEC-EP-GC-CU.
Номинальная толщина печатных плат составляет 1,5–6,4 мм (толщина плат не должна быть менее 1,5 мм, так как эта величина определяет рекомендуемую стандартами минимальную эффективную длину запрессовки 1,3 мм).
Каждый тип соединителя рассчитан на определенную минимальную толщину печатной платы. Как правило, соединители, рассчитанные на печатные платы толщиной 1,6 мм, могут также использоваться и для установки на более толстые платы (благодаря допуску 10%). Для печатных плат номинальной толщиной 2,4 мм и выше требуются специальные типы соединителей. Это обусловлено тем, что в соответствующим образом спроектированной печатной плате механическая надежность соединения, выполненного запрессовкой, намного выше, чем надежность соединений для плат толщиной 1,6 мм (например усилие демонтажа свыше 44 Н по сравнению с 30 Н). Соединители данного типа не в состоянии изогнуть более тонкие печатные платы в случае монтажа высокой плотности (например в случае использования контактов под монтаж накруткой между соединителями). Печатные платы должны изготавливаться с тщательным соблюдением требований на структуру сквозных металлизированных отверстий. Несоблюдение этих требований приводит к закладыванию будущих проблем с запрессовкой.
Оборудование для запрессовки
В качестве оборудования для запрессовки используются специализированные сервопрессы, такие, как, например, сервопресс фирмы Tyco Electronics (рис. 11). В зависимости от уровня производства прессы могут быть ручными, полуавтоматическими и автоматическими. Однако все эти прессы, не зависимо от области применения, рассчитываются на определенные усилия запрессовки и обеспечивают повышенную плавность хода штока. То есть, обладают именно теми характеристиками, которые необходимы для качественного выполнения запрессовки. Поэтому переориентирование на запрессовку имеющихся на предприятиях прессов крайне нежелательно.

Рис. 11. Пресс BMEP-5T фирмы Tyco Electronics
В качестве оснастки для запрессовки используются два компонента: пуансон и подплатная матрица. Пуансон крепится на шток пресса, а подплатная матрица, соответственно, подкладывается под печатную плату, подлежащую запрессовке.
Интеграция запрессовки в технологический процесс изготовления изделий
Схематично структуру системных блоков можно представить так, как показано на рис. 12.

Рис. 12. Типовая структура системного блока
Именно в ТП изготовления объединительной платы можно будет применить запрессовку соединителей. Благодаря своим преимуществам, технология запрессовки органично и без проблем впишется в существующий ТП, избавив при этом от проблем, существовавших при пайке.
Заключение
При пайке многорядных соединителей с длинными выводами в толстые МПП существуют две проблемы: непропаи и труднодоступность мест пайки. Оптимальным решением этих проблем является переход на запрессовку данных соединителей. Этот шаг не только избавит от указанных неприятностей, но и обеспечит при этом массу дополнительных преимуществ.
- Медведев А. М.. Сборка и монтаж электронных устройств. М.: Техносфера. 2007.
- IEC 60352-5, Solderless Connections. Part 5: Press-in connections – General requirements, test methods and practical guidance. Edition 3.0. 2008-01.
- Плотников Ф. Г. Непаяные соединения, выполняемые запрессовкой — новый класс соединений на российском рынке электронной техники // Компоненты и технологии. 2001. № 1.
- Tsuneo Kanai, Yasuhiro Ando, Shuichiro Inagaki. Design of a Compliant Press-Fit Connection // IEEE Transactions on components, hybrids and manufacturing technology. Vol. CHMT-8. №1. March, 1985.
 17 декабря, 2021
17 декабря, 2021