
 отправка...
отправка...Сравнительное исследование возможностей трафаретной печати с применением трафаретов, изготовленных гальванопластикой и лазером
В качестве тестируемого образца печатной платы используется плата для квалификационных испытаний паяльных паст компании Jabil. На этой плате имеется широкий спектр контактных площадок квадратной и круглой формы, размерами от 75 до 300 мкм. На плате также присутствуют вытянутые прямоугольные площадки с зазором лишь 75 мкм. Всего было испытано 12 трафаретов: четыре трафарета, изготовленных по различным технологиям, указанным ниже, с тремя различными покрытиями — один без покрытия Nano Coat, один с покрытием Nano Coat типа A и один с покрытием Nano Coat типа B:
- гальванопластика (E-FAB);
- лазерная резка электроосажденной фольги (NiCut);
- лазерная резка нержавеющей стали (Laser FG);
- лазерная резка нержавеющей стали с электрополировкой и никелевым покрытием (NicAlloy).
Все 12 трафаретов имели толщину 100 мкм, таким образом, отношение площадей стенок и апертуры составляло от 0,31 до 1,21.
Технология поверхностного монтажа сталкивается с типичной проблемой. Поскольку компоненты становятся все меньше и меньше, возникают сложности с нанесением паяльной пасты таким образом, чтобы выполнялись требования, предъявляемые как очень маленькими компонентами, например корпусами CSP с шагом 0,4 или 0,3 мм, так и обычными компонентами для поверхностного монтажа.
С одной стороны, для образования в результате пайки оплавлением соответствующих галтелей у больших компонентов нужен больший объем паяльной пасты. Если для нанесения пасты для компонентов малого размера используется тот же трафарет, что и для обычных компонентов поверхностного монтажа, апертуры оказываются настолько маленькими, что наблюдается плохое отделение пасты от трафарета.
Процесс трафаретной печати можно разделить на два этапа: заполнение апертуры и перенос пасты. Заполнение апертур пастой происходит хорошо как при большом, так и при малом их размере. Из больших апертур паста отделяется хорошо, а вот из малых — нет. В результате для больших апертур объем паяльной пасты оказывается достаточным, что приводит к образованию качественных паяных соединений после оплавления, но для малых апертур объема пасты не хватает из-за плохого переноса, и образуются непропаи.
В качестве альтернативы можно воспользоваться более тонким трафаретом, обеспечив хорошее заполнение и хороший перенос пасты как при больших, так и при малых размерах апертур. Однако результатом этого является недостаточный объем пасты в больших апертурах, что приводит к некачественной галтели и слабому паяному соединению.
В то же время для малых компонентов будет присутствовать необходимый объем паяльной пасты, что позволяет создавать качественные галтели и паяные соединения после оплавления.
Важную роль в этой дилемме играет отношение площадей. Процесс переноса пасты выглядит, как «перетягивание каната». Область под апертурой трафарета стремится вытянуть паяльную пасту из апертуры, а ее стенки стремятся удержать пасту внутри нее. Чем больше площадь стенок в сравнении с площадью области под апертурой, тем сложнее пасте оторваться от них.
Отношение площадей определяется как площадь стенок, деленная на площадь под апертурой. Приемлемое отношение площадей для обеспечения переноса более 80% пасты и среднеквадратичного отклонения объема пасты менее 10% при использовании трафарета с гладкими стенками апертур обычно составляет 0,5. Чтобы достичь приемлемого переноса пасты, толщина трафарета должна составлять 62 мкм для компонентов 01005 и CSP с шагом 0,3 мм. Это слишком малая толщина трафарета для обычных компонентов для поверхностного монтажа. Для поверхностного монтажа плат с обычными компонентами, как правило, требуется трафарет толщиной минимум 100 мкм. Если на плате наряду с обычными компонентами для поверхностного монтажа присутствуют компоненты 01005 или CSP с шагом 0,3 мм, трафарет толщиной 100 мкм будет должен обеспечивать достаточный перенос пасты при отношении площадей 0,38–0,44.
Было опубликовано несколько технических статей, в которых рассматривалась оптимизация процесса нанесения паяльной пасты для миниатюрных компонентов [1–7]. Цель данного исследования — изучить четыре различные технологии изготовления трафаретов в сочетании с тремя различными последующими покрытиями, чтобы определить, может ли трафарет толщиной 100 мкм обеспечивать приемлемые характеристики печати при отношении площадей 0,38.
Предмет исследований
Характеристики каждого из 12 трафаретов оценивались в пяти отдельных категориях:
- Характеристики печати, выраженные в процентной доле переноса пасты и разбросе величины объема переносимой пасты, как функции отношения площадей. Для определения минимального отношения площадей для всех 12 трафаретов использовались следующие значения: перенос пасты >80%, среднеквадратичное отклонение объема пасты <10%.
- Качество боковых стенок трафарета. Сравнивались изображения квадратных апертур размером 125 мкм на всех 12 трафаретах при увеличении 700×.
- Изменение объема пасты между 1-м и 10-м циклом печати без протирки трафарета.
- Размазывание пасты между отпечатками после 10 циклов печати без протирки трафарета.
- Размазывание пасты снизу трафарета после 10 циклов печати без протирки трафарета.
Параметры процесса печати
Для тестирования была выбрана испытательная плата компании Jabil, изготовленная компанией Practical Components, артикул 12855. Эта испытательная плата применяется для оценки как трафаретов, так и паст. Она содержит контактные площадки, определенные паяльной маской и медью. Размеры круглых и квадратных площадок составляют от 75 до 300 мкм. Прямоугольные площадки имеют размеры от 75 до 300 мкм в ширину и 1,27 мм в длину. В данном исследовании оценивались апертуры трафаретов и площадки с размерами начиная со 125 мкм при номинальном отношении площадей 0,31 для круглой и квадратной формы и 0,57 для прямоугольной формы. Также на данной плате есть контактные площадки размером 200 и 150 мкм с зазорами, равными их ширине. Этот рисунок оказался полезен для оценки размазывания пасты между отпечатками.
В качестве установки трафаретной печати применялась установка Speedline Momentum со следующими настройками:
- скорость печати: 38,1 мм/с;
- давление: 7 кг;
- ширина лезвия ракеля: 12″ (304,8 мм);
- скорость разделения: 80 мм/с;
- протирка после каждой платы, проход 10 плат;
- проход 10 плат без протирки трафарета;
- паяльная паста Indium 9HF, тип 4.
В качестве системы инспекции нанесения пасты (SPI) использовалась установка HS70:
- Для точного измерения отпечатков пасты относительно фактической поверхности площадок было выполнено обучение на пустой плате.
- Основные параметры алгоритма:
- Pad Offset (смещение площадки) = ?, что означает, что фактическая высота площадки различна для разных площадок на плате, а на данном снимке экрана показаны настройки для ВСЕХ площадок на плате.
- Paste Measuring threshold (порог измерения пасты) = 35 мм.
- Dual Threshold (Pad Threshold) setting (настройка двойного порога (порога площадки)) = 10 мкм.
- Эти два порога используются совместно для получения более точного измерения при очень малых отпечатках.
Процесс печати выполнялся в следующей последовательности:
- Выполнялось нанесение пасты на 10 плат, и после каждого цикла печати трафарет протирался.
- Собирались данные SPI для всех 10 плат. Данные по объему пасты брались для мест на плате:
- круглые площадки размером 125–300 мкм, определенные медью или маской;
- квадратные площадки размером 125–300 мкм, определенные медью или маской;
- прямоугольные площадки шириной 125–300 мкм и длиной 1250 мкм, определенные медью или маской.
Для того чтобы исключить увеличение объема пасты из-за ее размазывания под трафаретом, трафарет каждый раз протирался. Однако это приводит к уменьшению разброса объема пасты, который можно наблюдать, если протирка не производится. Далее выполнялось нанесение пасты на десять плат без протирки трафарета. Получение изображений отпечатков осуществлялось с помощью системы SPI компании Parmi после первого и последнего цикла печати. Получение изображений трафарета снизу выполнялось с помощью установки трафаретной печати Speedline.
Трафареты
Было испытано двенадцать различных трафаретов. Использовалось четыре разные технологии изготовления трафаретов и три различных вида последующих покрытий каждого из четырех типов трафаретов. Эти три вида покрытий представляли собой:
- отсутствие последующего покрытия;
- покрытие Nano Coat типа A;
- покрытие Nano Coat типа B.
Четыре технологии изготовления трафарета:
- Laser FG — трафареты, полученные лазерной резкой из мелкозернистой нержавеющей стали с обычным удалением окалины, но без электрополировки.
- NiCut — трафареты, полученные лазерной резкой из электроосажденной фольги с обычным удалением окалины, но без электрополировки.
- E-FAB — обычные трафареты, полученные гальванопластикой.
- NicAlloy — трафареты, полученные лазерной резкой из мелкозернистой нержавеющей стали с электрополировкой и никелевым покрытием.
Примечание. Данные обозначения типов трафаретов используются как сокращения их названий, указываемых на графиках и рисунках, и не являются торговыми марками каких-либо компаний.
Сводный отчет по результатам испытаний в пяти категориях
Результаты по объему пасты
Для измерения объема паяльной пасты и расчета его среднеквадратичного отклонения применялась система SPI компании Parmi. Были построены графики зависимости обоих параметров от отношения площадей. Иногда строятся также графики зависимости этих параметров от номинального размера апертур, однако фактический размер апертуры и фактическая толщина трафарета могут быть иными, поэтому мы решили использовать зависимость объема пасты и его среднеквадратичного отклонения от отношения площадей. Отношение площадей вычислялось на основе фактических размера апертуры и толщины трафарета для конкретной апертуры.
На рис. 1 показана доля объема паяльной пасты и ее среднеквадратичное отклонение для круглых апертур в трафаретах всех четырех типов без покрытия, с покрытием Nano Coat A и с покрытием Nano Coat B соответственно. Интересно, что площадки, определенные маской, проявили лучший перенос пасты и меньший разброс при малых отношениях площадей на всех 12 трафаретах. Интерес представляет и то, что трафарет типа E-FAB с покрытием Nano Coat B показал наилучший перенос пасты и наименьший разброс среди данных двенадцати трафаретов.

Рис. 1. Процентная доля объема пасты и ее среднеквадратичное отклонение для круглых апертур, определенных медью (CD) и маской (MD):
а) четыре трафарета без покрытия Nano Coat;
б) четыре трафарета с покрытием Nano Coat A;
в) четыре трафарета с покрытием Nano Coat B
На рис. 2 показаны результаты для квадратных апертур. Квадратные апертуры продемонстрировали, как правило, лучший перенос пасты и меньший разброс на всех двенадцати трафаретах.
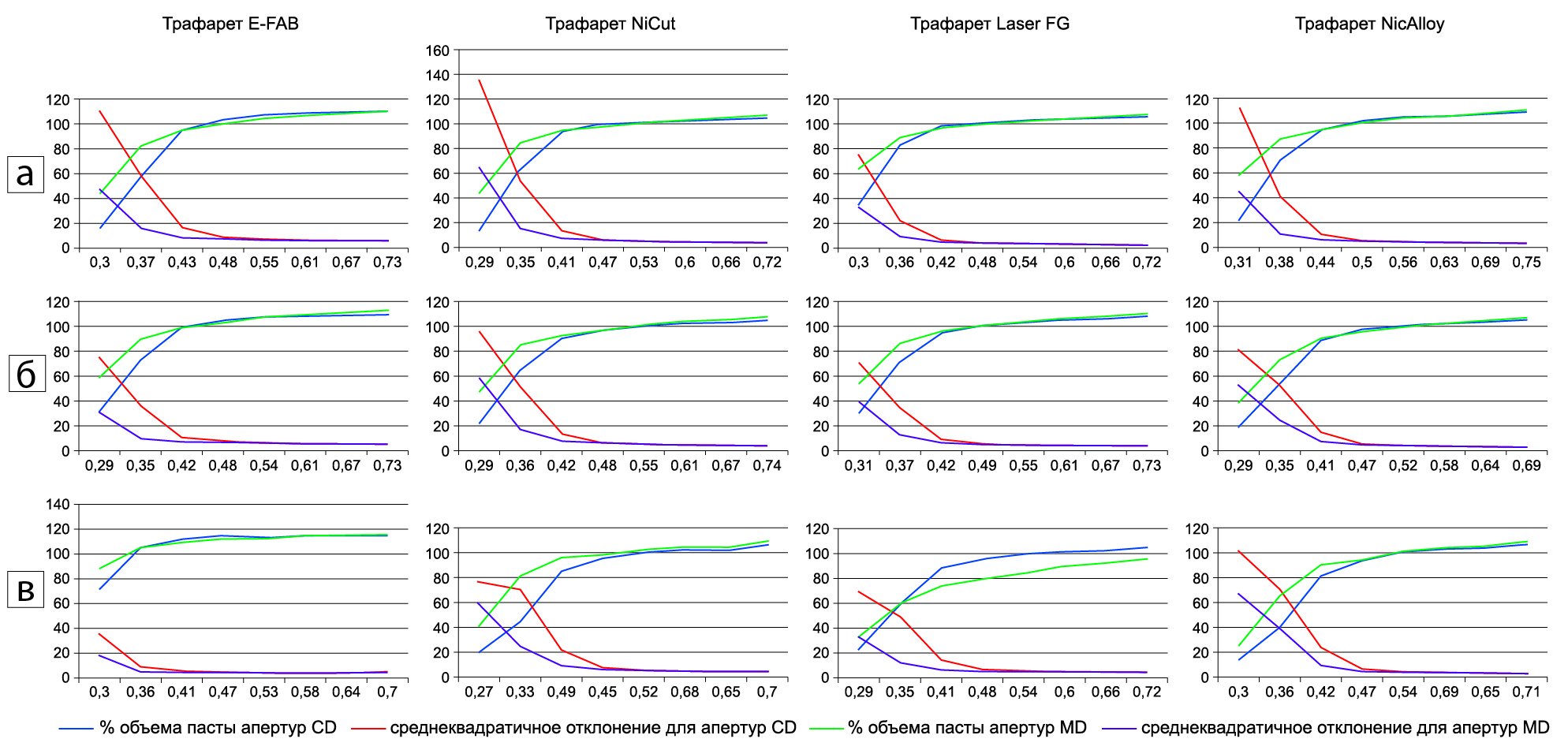
Рис. 2. Трафареты с квадратными апертурами, определенными медью (CD) и маской (MD):
а) без покрытия Nano Coat;
б) с покрытием Nano Coat A;
в) с покрытием Nano Coat B
На рис. 3 представлены результаты для прямоугольных апертур. Наименьшее отношение площадей, обозначенное слева на оси X, соответствует ширине апертуры 125 мкм. Это ясно показывает, что зависимость от размера апертур сильно отличается у апертур квадратной/круглой и прямоугольной формы.

Рис. 3. Четыре трафарета с прямоугольными апертурами, определенными медью (CD) и маской (MD) без покрытия Nano Coat
Рис. 4 представляет собой столбчатую диаграмму для круглых и квадратных апертур на всех 12 трафаретах, показывающую наименьшее отношение площадей, при котором выполняется правило: перенос >80%, разброс <10%. В таблице 1 приведено представление данных результатов. Наименьшее отношение площадей достигается трафаретом типа E-FAB с покрытием Nano Coat B, а для каждого из трафаретов — на прямоугольных площадках, определенных маской. В таблице 2 приведены оценки всех 12 трафаретов по наименьшему отношению площадей для четырех категорий: круглые и квадратные апертуры, относящиеся к определенным медью и маской контактным площадкам.

Рис. 4. Наименьшее отношение площадей, удовлетворяющее правилу «перенос пасты >80%, среднеквадратичное отклонение <10%», для всех 12 трафаретов
|
№ трафарета |
Тип |
Покрытие |
Круглые |
Квадратные |
||
|
CD |
MD |
CD |
MD |
|||
|
165 |
Laser FG |
нет |
0,42 |
0,38 |
0,4 |
0,36 |
|
167 |
NiCut |
нет |
0,45 |
0,4 |
0,44 |
0,38 |
|
168 |
E-FAB |
нет |
0,51 |
0,45 |
0,47 |
0,42 |
|
708 |
NicAlloy |
нет |
0,47 |
0,43 |
0,44 |
0,39 |
|
169 |
Laser FG |
A |
0,46 |
0,40 |
0,42 |
0,4 |
|
171 |
NiCut |
A |
0,46 |
0,41 |
0,46 |
0,39 |
|
172 |
E-FAB |
A |
0,46 |
0,41 |
0,43 |
0,35 |
|
170 |
NicAlloy |
A |
0,42 |
0,4 |
0,44 |
0,39 |
|
801 |
Laser FG |
B |
0,46 |
0,41 |
0,44 |
0,37 |
|
802 |
NiCut |
B |
0,46 |
0,40 |
0,43 |
0,38 |
|
912 |
E-FAB |
B |
0,39 |
0,36 |
0,35 |
0,33 |
|
803 |
NicAlloy |
B |
0,47 |
0,44 |
0,45 |
0,42 |
Примечание. CD — площадка, определенная медью; MD — площадка, определенная маской.
|
№ трафарета |
Тип |
Покрытие |
Круглые |
Квадратные |
Общее количество баллов |
||
|
CD |
MD |
CD |
MD |
||||
|
165 |
Laser FG |
нет |
2 |
4 |
2 |
4 |
12 |
|
167 |
NiCut |
нет |
1 |
2 |
1 |
4 |
8 |
|
168 |
E-FAB |
нет |
0 |
1 |
1 |
2 |
4 |
|
708 |
NicAlloy |
нет |
1 |
2 |
1 |
4 |
8 |
|
169 |
Laser FG |
A |
1 |
2 |
2 |
2 |
7 |
|
171 |
NiCut |
A |
1 |
2 |
1 |
4 |
8 |
|
172 |
E-FAB |
A |
1 |
2 |
2 |
4 |
9 |
|
170 |
NicAlloy |
A |
2 |
2 |
1 |
4 |
9 |
|
801 |
Laser FG |
B |
1 |
2 |
1 |
4 |
8 |
|
802 |
NiCut |
B |
1 |
2 |
2 |
4 |
9 |
|
912 |
E-FAB |
B |
4 |
4 |
4 |
4 |
16 |
|
803 |
NicAlloy |
B |
1 |
1 |
1 |
2 |
5 |
Примечание. CD — площадка, определенная медью; MD — площадка, определенная маской. Баллы: «отлично» = 4, «хорошо» = 2, «удовлетворительно» = 1, «плохо» = 0.
Качество стенок апертур
На рис. 5 показаны стенки апертур размером 125 мкм (5 mil) на трафаретах четырех типов с тремя различными покрытиями при увеличении 700× и направлении взгляда на стенку под углом 9°. Изображения получены с помощью микроскопа Keyence. На всех изображениях использовалась одинаковая задняя и передняя подсветка. Изображения были получены при контактной стороне трафарета, обращенной к микроскопу. На кромке апертуры трафарета типа E-FAB наблюдается небольшой отблеск. Он объясняется наращиванием (эффектом уплотнения) на кромке апертуры. Технология E-FAB обеспечивает более гладкие стенки. Следующие по гладкости стенки наблюдались у трафарета типа NiCut.

Рис. 5. Стенки квадратных апертур 125 мкм при увеличении 700×:
а) трафарет Laser FG;
б) трафарет NiCut;
в) трафарет E-FAB;
г) трафарет NicAlloy
Изменение объема пасты/размазывания между первым и десятым циклом печати без протирки
С помощью установки Momentum выполнялось десять последовательных циклов печати без протирки трафарета снизу. После каждого цикла производись измерения с помощью установки SPI компании Parmi путем захвата изображений прямоугольных отпечатков размером 200 мкм (8 mil). Объем данных отпечатков после первого и десятого циклов записывался. На рис. 6а показаны изображения отпечатков, полученные установкой Parmi, относящиеся к трафарету Laser FG с покрытием Nano Coat B, который проявил себя наихудшим образом среди всех 12 трафаретов. На рис. 6б приведены данные для трафарета типа NiCut с покрытием Nano Coat B, показавшего наилучшие результаты в группе из 12 трафаретов. В левом верхнем углу показаны отпечатки пасты круглых, квадратных и прямоугольных апертур, наименьшая из которых имеет размер 75 мкм. Красный крестик указывает на излишек паяльной пасты, а область, заполненная синим, — на недостаточное ее количество. Пять обведенных отпечатков представлено справа в увеличенном виде. Можно видеть, что на рис. 6б увеличенные отпечатки одинаковы для первого и последнего циклов, но на рис. 6а они сильно отличаются.

Рис. 6. Изображения отпечатков:
а) наихудший трафарет Laser FG с покрытием Nano Coat B;
б) наилучший трафарет NiCut с покрытием Nano Coat B
В этом разделе трафареты оценивались в соответствии со стабильностью объема пасты после 10 циклов печати без протирки трафарета. Таблица 3 содержит обобщенные сведения по изменению объема пасты для 10 из 12 трафаретов. К сожалению, сюда не вошло два трафарета, по которым не было получено сведений, относящихся к данному разделу. Это трафареты типа Laser FG и NiCut без покрытия.
|
№ трафарета |
Тип |
Покрытие |
Изменение объема, % |
Баллы |
|
165 |
Laser FG |
нет |
– |
2 |
|
167 |
NiCut |
нет |
– |
2 |
|
168 |
E-FAB |
нет |
9,8 |
2 |
|
708 |
NicAlloy |
нет |
19,7 |
1 |
|
169 |
Laser FG |
A |
18,3 |
1 |
|
171 |
NiCut |
A |
16,2 |
1 |
|
172 |
E-FAB |
A |
16,7 |
1 |
|
170 |
NicAlloy |
A |
9,7 |
2 |
|
801 |
Laser FG |
B |
21,4 |
0 |
|
802 |
NiCut |
B |
0,3 |
4 |
|
912 |
E-FAB |
B |
9,1 |
2 |
|
803 |
NicAlloy |
B |
5,3 |
2 |
Примечание. «Отлично» = 4 балла, «хорошо» = 2, «удовлетворительно» = 1, «плохо» = 0.
Размазывание пасты между отпечатками после 10 циклов печати без протирки трафарета
В данной категории оценивалось размазывание паяльной пасты при печати через апертуры размером 150 мкм (6 mil) с зазором между ними, равным также 150 мкм (6 mil). Было выполнено десять циклов печати без протирки трафарета снизу. На рис. 7 показаны изображения отпечатков. Каждому трафарету была дана оценка:
- E (Excellent — «отлично»);
- G (Good — «хорошо»);
- F (Fair — «удовлетворительно»);
- P (Poor — «плохо»),
приведенная на каждом из изображений. К сожалению, изображение для трафарета типа NiCut без покрытия получено не было. В этой категории ему была присвоена обычная оценка «2». В целом, трафареты типа E-FAB проявили близкие характеристики со всеми тремя покрытиями. У трафарета NiCut наблюдалось существенное улучшение характеристик при использовании покрытия Nano Coat B в сравнении с Nano Coat A. Удивительно было то, что трафарет Laser FG, показавший плохие результаты при отсутствии покрытия и с покрытием Nano Coat B, хорошо проявил себя с покрытием Nano Coat A. В таблице 4 показаны оценки трафаретов в соответствии с результатами в категории размазывания пасты.

Рис. 7. Отпечатки апертур 150 мкм (10-й цикл):
а) без покрытия Nano Coat;
б) с покрытием Nano Coat A;
в) с покрытием Nano Coat B
|
№ трафарета |
Тип |
Покрытие |
Оценка |
Баллы |
|
165 |
Laser FG |
нет |
Плохо |
0 |
|
167 |
NiCut |
нет |
Хорошо |
2 |
|
168 |
E-FAB |
нет |
Хорошо |
2 |
|
708 |
NicAlloy |
нет |
Хорошо |
2 |
|
169 |
Laser FG |
A |
Хорошо |
2 |
|
171 |
NiCut |
A |
Хорошо |
2 |
|
172 |
E-FAB |
A |
Хорошо |
2 |
|
170 |
NicAlloy |
A |
Хорошо |
2 |
|
801 |
Laser FG |
B |
Плохо |
0 |
|
802 |
NiCut |
B |
Отлично |
4 |
|
912 |
E-FAB |
B |
Хорошо |
2 |
|
803 |
NicAlloy |
B |
Плохо |
0 |
Примечание. «Отлично» = 4, «хорошо» = 2, «удовлетворительно» = 1, «плохо» = 0.
Размазывание пасты по нижней стороне трафарета после 10 циклов печати без протирки трафарета
Еще одной визуальной оценкой возможностей трафарета является паяльная паста, остающаяся на нижней его стороне после нескольких циклов печати, без протирки снизу. Установка трафаретной печати Speedline Momentum обладает способностью фотографировать трафарет снизу. Изображения размазывания пасты были записаны для всех 12 трафаретов после первого и десятого циклов печати без протирки трафарета снизу. На рис. 8а показан трафарет, проявивший себя наихудшим образом с точки зрения размазывания пасты с нижней стороны после 10 циклов без протирки. На рис. 8б изображен трафарет с наилучшими характеристиками в этой категории. Таблица 5 содержит обобщенные данные по всем 12 трафаретам в отношении размазывания пасты на нижней стороне.

Рис. 8. Изображения пасты после первого и десятого циклов печати без протирки трафарета снизу:
а) наихудший трафарет — Laser FG без покрытия Nano Coat;
б) наилучший трафарет — NiCut с покрытием Nano Coat B
|
№ трафарета |
Тип |
Покрытие |
Оценка |
Баллы |
|
165 |
Laser FG |
нет |
Плохо |
0 |
|
167 |
NiCut |
нет |
Удовлетворительно |
1 |
|
168 |
E-FAB |
нет |
Удовлетворительно |
1 |
|
708 |
NicAlloy |
нет |
Хорошо |
2 |
|
169 |
Laser FG |
A |
Хорошо |
2 |
|
171 |
NiCut |
A |
Удовлетворительно |
1 |
|
172 |
E-FAB |
A |
Удовлетворительно |
1 |
|
170 |
NicAlloy |
A |
Хорошо |
2 |
|
801 |
Laser FG |
B |
Удовлетворительно |
1 |
|
802 |
NiCut |
B |
Отлично |
4 |
|
912 |
E-FAB |
B |
Отлично |
4 |
|
803 |
NicAlloy |
B |
Плохо |
1 |
Примечание. «Отлично» = 4, «хорошо» = 2, «удовлетворительно» = 1, «плохо» = 0.
Результаты наблюдений и выводы
В таблице 6 приведены оценки 12 трафаретов по всем пяти категориям. Наилучшую общую оценку получил трафарет типа E-FAB, изготовленный гальванопластикой, с покрытием Nano Coat B. Второе место занял трафарет типа NiCut, выполненный методом лазерной резки из электроосажденной фольги. Трафарет NiCut с покрытием Nano Coat B обеспечил самую чистую печать после 10 циклов без протирки трафарета. Трафарет E-FAB с покрытием Nano Coat B показал наименьшее допустимое отношение площадей (0,33–0,39). Контактные площадки, определенные маской, в целом обеспечили меньшее отношение площадей для всех 12 трафаретов в сравнении с площадками, определенными медью. Квадратные апертуры обеспечивали меньшее отношение площадей по сравнению с круглыми. Прямоугольные апертуры, ширина которых равнялась размеру квадратных и круглых апертур, обеспечили лучший перенос пасты и меньшее среднеквадратичное отклонение ее объема в основном благодаря большему отношению площадей.
|
№ трафарета |
Категория |
1 |
2 |
3 |
4 |
5 |
Баллов, всего |
Место |
||||
|
Тип |
Покрытие |
Наименьшее отношение площадей |
Качество апертуры |
Изменение объема 1-10 |
Размазывание отпечатков пасты |
Размазывание пасты по трафарету |
||||||
|
Круглые |
Квадратные |
|||||||||||
|
CD |
MD |
CD |
MD |
|||||||||
|
165 |
Laser FG |
нет |
2 |
4 |
2 |
4 |
1 |
2 |
0 |
0 |
15 |
5 |
|
167 |
NiCut |
нет |
1 |
2 |
1 |
4 |
2 |
2 |
2 |
1 |
15 |
5 |
|
168 |
E-FAB |
нет |
0 |
1 |
1 |
2 |
4 |
2 |
2 |
1 |
13 |
7 |
|
708 |
NicAlloy |
нет |
1 |
2 |
1 |
4 |
1 |
1 |
1 |
2 |
13 |
7 |
|
169 |
Laser FG |
A |
1 |
2 |
2 |
2 |
1 |
1 |
2 |
2 |
13 |
7 |
|
171 |
NiCut |
A |
1 |
2 |
1 |
4 |
2 |
1 |
2 |
1 |
14 |
6 |
|
172 |
E-FAB |
A |
1 |
2 |
2 |
4 |
4 |
1 |
2 |
1 |
17 |
3 |
|
170 |
NicAlloy |
A |
2 |
2 |
1 |
4 |
1 |
2 |
2 |
2 |
16 |
4 |
|
801 |
Laser FG |
B |
1 |
2 |
1 |
4 |
1 |
0 |
0 |
1 |
10 |
8 |
|
802 |
NiCut |
B |
1 |
2 |
2 |
4 |
2 |
4 |
4 |
4 |
23 |
2 |
|
912 |
E-FAB |
B |
4 |
4 |
4 |
4 |
4 |
2 |
2 |
4 |
28 |
1 |
Примечание. «Отлично» = 4, «хорошо» = 2, «удовлетворительно» = 1, «плохо» = 0.
Дальнейшие планы
Было замечено, что размазывание и объем пасты для 12 трафаретов менялись в широких пределах от первого до двенадцатого цикла. Однако минимальные отношения площадей, полученные для десяти циклов печати с протиркой трафаретов снизу после каждого цикла, попали в относительно небольшой диапазон 0,33–0,51. Далее будет исследоваться объем пасты и его среднеквадратичное отклонение при использовании тех же 12 трафаретов без их протирки снизу между каждым из 10 циклов печати.
- Richard Brooks and C Anglin et al. Sustaining a Robust Fine Feature Printing Process. SMTAI, 2009, San Diego Oct 4–8,
- Coleman W. Stencil Considerations for Miniature Components. SMTAI, 2009, Oct 4–8, 2009.
- Roesch M., Franke J. Stencil Design Guidelines for Robust Printing Processes in Electronics Production Considering Stencil and Solder Paste Specific Properties. SMTAI, 2009, San Diego, Oct 4–8, 2009.
- Ashmore C. Optimizing the Print Process for Mixed Technology — A Design of Experiment Approach. SMTAI, 2009, San Diego, Oct 4–8, 2009.
- Mohanty R. Advance in Broadband Printing. SMTAI, 2009, San Diego, Oct 4–8, 2009.
- Zhang S., Feng L. et al. iNENI Solder Paste Deposition Project — Step Stencil Printing Study. SMTAI, 2009, San Diego, Oct 4–8, 2009.
- Coleman W. Step Stencil Design When 01005 and .3mm Pitch uBGA’s Coexist With RF Shields. APEX Proceedings, 2009. Las Vegas, April 1–3, 2009.