
 отправка...
отправка...Станки для запрессовки соединителей на печатные платы
Данная технология основана на следующем принципе:
- контактная часть соединителя (будь то лезвие или пружинный контакт) имеет бóльшее поперечное сечение, чем металлизированное отверстие печатной платы (рис. 1);
- контакт соединителя вдавливается в отверстие печатной платы с заранее определенной, контролируемой силой.

Рис. 1. Разница в технологях монтажа: контактная часть соединителя имеет бóльшее поперечное сечение, чем металлизированное отверстие печатной платы
В последнее время чаще всего для запрессовки используются гибкие зоны в контактах соединителей. С помощью этих зон деформация поглощается контактным штырем. Это означает, что для процесса запрессовки требуется меньшее усилие, а сила удержания контактов остается постоянной и распределена более равномерно по всей площади отверстия в печатной плате.
Из истории
Технология запрессовки (Press-Fit) возникла в 70-х годах прошлого века. Первоначально широкие и массивные выводы были использованы для крепления компонентов к печатной плате так, чтобы предотвратить сдвиг данных компонентов в процессе пайки. Позже технологию запрессовки использовали, чтобы соединять печатные платы между собой в один стек (получалась многослойная печатная плата). С ростом технологий в производстве печатных плат создание многослойных плат не вызывало проблем, таким образом, необходимость в запрессовке для плат пропала. Вместе с тем повысился спрос на данную технологию в производстве соединителей. Потребовалось три десятилетия в технологии запрессовки для разработки различных моделей, чтобы она стала общепризнанной, широко распространенной и обеспечивающей создание соединений между печатными платами без пайки.
Рассматриваемая технология отличается высоким уровнем надежности и простотой монтажа. Общие условия по использованию технологии запрессовки описаны в номенклатурах IEC 352-5 и EN 60352-5.
Преимущества технологии запрессовки
Технология Press-Fit имеет ряд преимуществ по сравнению с традиционной технологией пайки. Эти преимущества и большое количество различных приложений, где она используется, привели к росту ее популярности. Обозначим лишь некоторые из преимуществ:
- Экономическая выгода. Многочисленные исследования показали, что технология запрессовки намного более экономически эффективна — в отличие от обычной технологии пайки.
- Отсутствие дыма от припоя и остатков флюса на печатных платах, холодной пайки соединений и тепловой нагрузки на печатных платах и прилегающих компонентах, вызванных пайкой (в частности, для бессвинцовой пайки, так как температура пайки в данном случае выше).
- Шарики припоя способствуют отсутствию коротких замыканий.
- В одном соединителе можно комбинировать разные типы контактов.
- Данная технология способствует снижению издержек производства (без волновой или селективной пайки).
- Немаловажное значение имеет ремонтопригодность (до трех раз на одной печатной плате).
- Производство является экологически чистым (соответствие RoHS и WEEE), поскольку печатные платы не должны промываться.
- Большое значение имеет высокая надежность соединения — благодаря двустороннему типу соединителей, применение которых стало возможными с использованием технологии запрессовки (используется для объединительных плат). Это также реализуемо, например, в приложениях PC104, в которых несколько печатных плат могут быть собраны в виде вертикального стека.
- Отметим также возможность монтажа двух соединителей с обоих сторон печатной платы (в одни и те же отверстия), что используется в приложениях VPX.
Физические процессы в зоне запрессовки соединителей
Основной процесс включает использование мягкого материала, например олова, для достижения высокой пластической деформации с большой силой удержания контакта в отверстии. Данные силы деформации действуют на большой площади контакта, которое предотвращает проникновение воздуха. Это гарантирует надежный и долговечный контакт, так как коррозия не сможет охватить значительную часть площади контакта, тем самым увеличив сопротивление.
Интенсивность отказов аппаратуры связи в Европе обозначается параметром FIT (отказ во времени).
В таблице 1 указаны значения FIT для 10 млн. устройств, работающих одновременно.
|
|
IDC-соединители |
Монтаж пастой |
Press-Fit монтаж |
|
FIT |
0,05 |
0,03 |
0,01 |
|
Отказов в год |
4,5 |
2,7 |
0,9 |
Таблица 1 наглядно демонстрирует, что из 10 млн. устройств с соединителями Press-Fit только одно дает отказ (0,9) через год, что свидетельствует о том, что это более надежное соединение, чем монтаж пастой или IDC-соединение. В случае бóльших климатических и механических нагрузок при эксплуатации, например в автомобильной промышленности, данная технология монтажа является явным лидером. Кроме того, любое оборудование, которое требует высокой надежности, будет показывать лучшие результаты с запрессованными контактами. Соединители, установленные по технологии запрессовки, не теряют качество контакта с печатной платой в процессе эксплуатации длительное время. Со временем качество контакта даже улучшается, что иллюстрирует рис. 2.
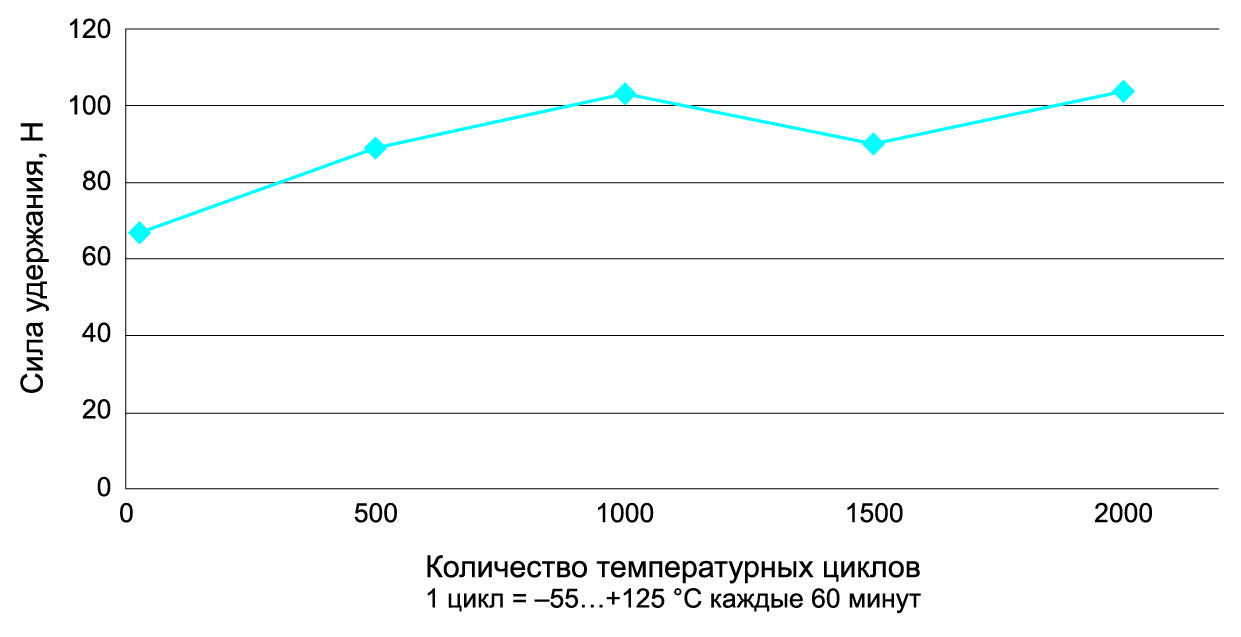
Рис. 2. Кривая надежности запрессованных контактов в зависимости от времени (количества температурных циклов) эксплуатации
Сегодня множество производителей предлагают свои соединители с контактами, выполненными для запрессовки на печатные платы. При этом каждый из них старается разработать особую форму контакта в зоне запрессовки. Именно эта зона контакта и ответственна за качество разъема.
Немецкий производитель соединителей, компания EPT, много лет разрабатывает и производит соединители как для телекоммуникационной, так и для автомобильной промышленности. Все соединители этой фирмы, разработанные для автомобильной промышленности, производятся с технологией Press-Fit. Этот факт еще раз свидетельствует о высочайшей надежности данного типа соединителей в приложениях с высокими вибрационной и ударной нагрузками.
Зона запрессовки контактов от компании EPT выполнена особым образом в форме двух вытянутых полусфер, соединенных между собою. Данная форма запатентована и носит название Tcom Press (рис. 3).

Рис. 3. Tcom Press — технология компании EPT запрессовки в форме двух вытянутых полусфер, соединенных между собой:
а) вид сверху;
б) вид сбоку
Такая форма позволяет плавно входить в зону отверстия, не повреждая его (так как нет острых углов), а также обеспечивает герметичное соединение между печатной платой и контактом соединителя, надежно удерживая, при этом соединитель во время вибрации. Поскольку печатная плата при запрессовке такими соединителями оказалась не поврежденной – она остается ремонтопригодной (в отверстия платы соединители могут быть запрессованы до трех раз).
Требования к печатным платам
С одной стороны, расширенная часть контакта позволяет делать определенные допуски (погрешности) в производстве отверстий в печатных платах, но, с другой стороны, данные допуски должны быть строго ограничены, так как при слишком широком отверстии контакт не будет надежно держаться в отверстии, а при слишком узком возникает риск повреждения печатной платы. Именно поэтому в данном вопросе соединители и печатные платы являются двумя важными составляющими, требованиями к которым пренебрегать не стоит.
Компания EPT для каждого типа соединителей обязательно указывает требования к отверстиям в печатных платах. В зависимости от состава печатных плат, данные требования немного варьируются. Так, в таблице 2 указаны требования к печатным платам для соединителей серии PC/104 и PC/104+.
|
|
|
PC/104+ |
PC/104 |
|
|
Номинальный диаметр отверстия |
Ø0,85 |
Ø1 |
||
|
Печатная плата imm. Sn |
||||
|
A |
Толщина печатной платы, мм |
min 1,4 |
||
|
B |
Диаметр отверстия, мм |
Ø0,85+0,09/–0 |
Ø1+0,09/–0 |
|
|
C |
Диаметр сверла, мм |
1±0,025 |
1,15±0,025 |
|
|
D |
Толщина меди, мкм |
min 25 |
||
|
E |
Толщина immSn, мкм |
max 1,5 |
||
|
F |
Размер контактной площадки кольца, мм |
min 0,1 |
||
|
Печатная плата Ni, Au |
||||
|
A |
Толщина печатной платы, мм |
min 1,4 |
||
|
B |
Диаметр отверстия, мм |
Ø0,85+0,09/–0 |
Ø1+0,09/–0 |
|
|
C |
Диаметр сверла, мм |
1±0,025 |
1,15±0,025 |
|
|
D |
Толщина меди, мкм |
min 25 |
||
|
E |
Толщина Ni, Au, мкм |
0,05–0,2 Au, более чем 2,5–5 Ni |
||
|
F |
Размер контактной площадки кольца, мм |
min 0,1 |
||
|
Печатная плата pure Сu |
||||
|
A |
Толщина печатной платы |
min 1,4 |
||
|
B |
Диаметр отверстия, мм |
Ø0,85+0,09/–0 |
Ø1+0,09/–0,04 |
|
|
C |
Диаметр сверла, мм |
1±0,025 |
1,15±0,025 |
|
|
D |
Толщина меди, мкм |
min 25 |
||
|
E |
Толщина органических примесей, мкм |
GLICOAT-SMD(F2) 0,12–0,15 |
||
|
F |
Размер контактной площадки кольца, мм |
min 0,1 |
||
|
Печатная плата HAL Sn |
||||
|
A |
Толщина печатной платы, мм |
min 1,4 |
||
|
B |
Диаметр отверстия, мм |
Ø0,85+0,09/–0 |
Ø1+0,09/–0,06 |
|
|
C |
Диаметр сверла, мм |
1±0,025 |
1,15±0,025 |
|
|
D |
Толщина меди, мкм |
min 25 |
||
|
E |
Толщина HAL Sn, мкм |
max 5–15 |
||
|
F |
Размер контактной площадки кольца, мм |
min 0,1 |
||

Данные, приведенным в таблице 2, свидетельствуют о том, что при запрессовке соединителей необходимо обращать внимание не только на качество соединителей, но и на качество печатных плат. Кроме того, не стоит пренебрегать выбором нужных и качественных инструментов для запрессовки (матрицы (рис. 4) и пуансоны), поскольку именно данные инструменты и принимают на себя функции распределения усилий в процессе запрессовки. Если не использовать соответствующие матрицы, печатная плата может деформироваться вплоть до механического повреждения.

Рис. 4. Матрица для запрессовки РС/104 и РС/104+
В первом приближении, при переходе от стандартной технологии монтажа пастой, будь то ручной монтаж либо пайка волной или пайка по технологии THTR (монтаж пастой соединителей в одном технологическом процессе совместно с SMD-компонентами в печи), может показаться, что процесс запрессовки будет дорогим. Ведь для данной технологии монтажа потребуется закупка станка с инструментами, что увеличит стоимость печатных плат. Но более верным будет тот экономический расчет, в котором учтены все составляющие — как отрицательные, так и положительные. Ведь, купив единожды станок (например серии HKP-16 от компании EPT, рис. 5), заказчик сможет в дальнейшем докупать соответствующие матрицы и пуансоны для разных видов соединителей (стоимость матриц и пуансонов по сравнению со станком мала). При этом номенклатура запрессовываемых соединителей расширится без существенных экономических затрат. Кроме того, для данного вида монтажа не требуется использование пасты и флюсы. К тому же, процесс запрессовки не требует высокой квалификации сотрудников. Скорость запрессовки очевидно выше скорости ручного монтажа. Качество соединения Press-Fit выше, а это значит, что качество изделия в целом получается выше, то есть в будущем компании не придется тратить деньги на техподдержку или командировку сотрудников в случае выхода оборудования из строя и на ремонт и восстановление оборудования. Все эти экономические расчеты для каждой компании индивидуальны и зависят от вида потребляемых соединителей, от широты номенклатуры и величины партий.

Рис. 5. Станок серии HKP-16
Учитывая все эти особенности, компания EPT предлагает своим клиентам не только широкий выбор соединителей, но также и многообразие станков и инструментов для запрессовки соединителей на печатные платы. Так, в номенклатуре EPT есть устройства как для ручной запрессовки для мелких партий производства (серия HKP-16, самый бюджетный вариант), так и полностью автоматический комплекс PEM-100 для средних и больших партий изделий. Кроме того, официальный дистрибьютор EPT на территории СНГ, компания РСП, предлагает свои услуги по запрессовке соединителей на печатные платы для мелких партий на стадии разработки и создания прототипов и инженерных образцов. При желании любой заказчик сможет убедиться в хорошем качестве станков компании EPT в региональном офисе компании РСП.
Более подробную информацию о запрессовочном оборудовании EPT можно получить у технических специалистов официального дистрибьютора EPT, компании РСП.
 18 июня, 2008
18 июня, 2008