
 отправка...
отправка...Опытно-мелкосерийное производство компании «Цифровые решения»
Введение
В настоящее время компания специализируется на проектировании различных цифровых и аналоговых устройств на базе ПЛИС, цифровых сигнальных процессоров, а также СБИС собственной разработки, которые изготавливаются на производственных площадках российских и зарубежных партнеров. Изделия, созданные НПП «Цифровые решения», применяются в авиационной, космической, оборонной технике, в промышленной и телекоммуникационной аппаратуре и в других областях, требующих высокой надежности и функциональности электронных изделий (рис. 1).

Рис. 1. Примеры изделий, изготавливаемых на новом производстве компании
Чуть более года назад в компании было принято решение о создании собственного производства изделий по технологии поверхностного монтажа, и с учетом специфики разработок на раннем этапе проектирования производства уделялось внимание вопросам монтажа компонентов в современных корпусах, таких как BGA, QFN, и других крупных микросхем с малым шагом выводов. Изделия НПП «Цифровые решения» отличаются очень высокой плотностью компоновки, а отдельные компоненты могут быть весьма дорогими или редкими, поэтому точность и качество монтажа особенно важны. С другой стороны, объемы производства невелики: от единичных опытных экземпляров до очень небольших серий. Это накладывает свои ограничения на выбор оборудования, и первоочередными здесь являются высокая гибкость, а также малое время и низкие энергетические затраты при выходе на режим.
Естественно, каждой компании хочется подобрать оборудование, не только удовлетворяющее технологическим потребностям, но и позволяющее достичь эффективности вложений. Соблюсти баланс между техническими характеристиками и инвестициями «Цифровым решениям» помогла компания «Глобал Инжиниринг», которая подобрала и поставила бóльшую часть нужной техники. В течение всей экскурсии, которую для нас провели специалисты компании «Цифровые решения» по своему новому производству, мы слышали благодарственные отзывы об открытости и гибкости их поставщика.
Как мы уже упомянули, изделия компании обладают крайне высокой плотностью компоновки. Для передовых разработчиков это означает не только применение микросхем высокой степени интеграции, но и включение в свои конструкции миниатюрной дискретной элементной базы. Эта необходимость стала настоящим вызовом для технологов компании, и в результате скрупулезных исследований им удалось на практике обеспечить выполнение часто заявляемой, но, к сожалению, редко достигаемой на мелкосерийном оборудовании возможности монтажа компонентов 0201. Такой успех — результат комплексной работы, включавшей и изучение опыта отрасли, и взаимодействие с разработчиками оборудования, и собственные эксперименты с различными материалами и режимами. На этом специалисты компании не останавливаются и постоянно проводят новые исследования для повышения эффективности производства.
Зачем нужно собственное производство?
Из сказанного можно сделать вывод, что построение собственного производства для дизайн-центра — задача непростая, и для такого решения нужны весомые предпосылки. Мы спросили у Сергея Даценко, начальника производственного отдела компании, и Константина Балыкина, начальника участка монтажа, которые проводили экскурсию, почему было решено отказаться от услуг контрактных производителей.
«Основной причиной были сроки изготовления, — сказал Константин Балыкин. — Контрактные изготовители ставят заказы в очередь, много времени тратят на подготовку производства, а для наших небольших серий и тем более опытных изделий это совершенно неприемлемо. Одно из достоинств нашей компании — сжатые сроки разработки, и если время изготовления опытных образцов оказывается сравнимым со временем разработки, это может не удовлетворить заказчика».
«И еще одна, наверное, не менее важная причина, заключается в управляемости, — добавил Сергей Даценко. — Например, это касается комплектации. Тем контрактным производителям, с которыми работали, мы передавали комплектацию сами, и если контрактник терял какой-либо компонент (пусть даже потом его находил), это приводило к дополнительным задержкам, иногда к критическим: ведь мы работаем с компонентами, многие из которых уникальны; мы не можем быстро «дозаказать» специализированную СБИС. И еще пример управляемости: с собственным производством сильно сокращается цепочка обратной связи с конструкторами, поэтому можно быстрее вносить изменения для повышения технологичности».
Также Сергей и Константин отметили, что в последнее время становится все сложнее найти контрактного производителя, готового изготавливать партии от одного изделия.
Участок поверхностного монтажа с возможностью установки компонентов 0201
Итак, как же организовано производство, позволяющее достигать таких результатов?
Классический набор поверхностного монтажа: установка трафаретной печати, автомат установки компонентов и печь — не объединены в линию. Это решение позволяет задействовать оборудование только в то время, когда оно действительно нужно.
Для нанесения пасты используется настольная полуавтоматическая установка трафаретной печати Fritsch SD903 с двумя ракелями с металлическими лезвиями. Рабочее место нанесения пасты оборудовано миксером.
Установка Fritsch SD903 не снабжена СТЗ для совмещения. «Мы работаем с очень миниатюрными компонентами, совмещать «на глаз» такие трафареты нельзя, но для наших условий оборудование со встроенной камерой было бы неоправданно дорогим», — говорит Сергей Даценко. Компания нашла оригинальное решение. На трафарет устанавливаются до четырех небольших камер, передающих изображение на монитор. Камеры располагаются непосредственно над апертурами трафарета и показывают их совмещение с площадками платы через эти апертуры. Внешние камеры требуют дополнительных действий от монтажника, но для данных серий это вполне допустимо (рис. 2).
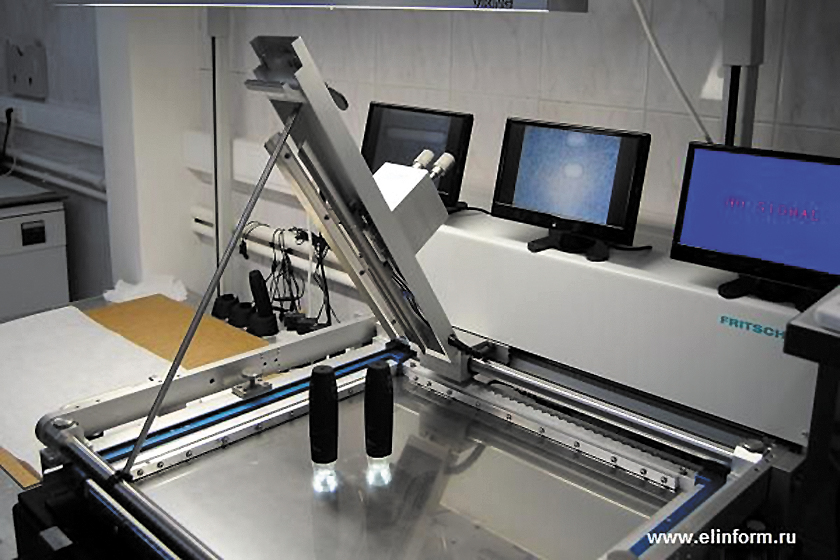
Рис. 2. Установка трафаретной печати Fritsch SD903 с внешними камерами для совмещения трафарета
Автомат установки компонентов Fritsch PlaceAll PA510 вполне подходящее решение для таких объемов. Но и здесь специалисты «Цифровых решений» смогли расширить стандартные возможности оборудования (рис. 3).
«Автомат очень хороший, — сказал Сергей Даценко. — Теперь никогда нельзя быть уверенным в стране происхождения оборудования, но очень похоже, что этот автомат действительно собирали немцы. У нас есть претензии к программному обеспечению, прежде всего, к интерфейсу, однако наши замечания принимаются во внимание и постепенно устраняются благодаря в том числе активности «Глобал Инжиниринг», тесно сотрудничающего с поставщиками. Но вот к механике претензий нет никаких. Очень хорошая точность и повторяемость».
Сергей также отметил, что хотелось бы большего разнообразия антистатических матричных поддонов: часто возникает задача установки одного-двух корпусов одного типа, а приходится ставить большой поддон, который занимает место. В компании данную проблему тоже решают собственными силами.

Рис. 3. Автомат установки компонентов Fritsch PlaceAll PA510
Но именно высокие характеристики по точности позволили использовать этот автомат для монтажа компонентов 0201.
«Здесь еще сыграла роль открытость производителя, — заметил Сергей. — Многие заявляют возможность монтажа 0201, но сколько вы видели производств с мелкосерийными автоматами, которые на самом деле ставят такие компоненты в обычном режиме?»
Оказалось, что монтаж компонентов 0201 на относительно «бюджетном» оборудовании — непростая задача. Автомату потребовалась доработка для подачи кратковременного положительного давления в вакуумную насадку в конце цикла установки (например, «поцелуй»).
«Сначала автомат просто не отпускал компоненты, — сказал Сергей. — Датчик считал, что компонент покинул насадку, но при попытке забрать следующий компонент происходил конфликт, поскольку инструмент не мог опуститься до высоты захвата, что приводило веренице сбоев. Но надо сказать, что разработчики автомата очень быстро решили эту проблему, установив дополнительный клапан. Даже возникло ощущение, будто у них был «козырь в рукаве».
Кроме того, на первых порах было много дефектов «надгробного камня». Технологи компании провели большие исследования в области термопрофилирования, конструкций контактных площадок и выбора пасты, добившись приемлемого уровня выхода годных. В частности, существенного снижения количества дефектов удалось достичь при переходе на безотмывочную паяльную пасту Indium.

Рис. 4. Парофазная печь R&D VaporTech RD2
Для пайки в компании применяется парофазная печь R&D VaporTech RD2 (рис. 4). На наш традиционный вопрос всем владельцам парофазных печей, почему выбрана именно эта технология, Сергей и Константин ответили, что конвекционные печи хороши для крупносерийных производств, когда с одним термопрофилем паяется множество одинаковых плат и профиль меняется редко. Мы спросили, действительно ли парофазная печь не требует термопрофилирования. Нам ответил Константин Балыкин: «Требует, но значительно реже. Мы практически применяем один профиль, но мы долго работали над ним. К этому вопросу мы подходим очень серьезно; нами был проведен ряд экспериментов с помощью спутников. В своей работе используем промышленный термоскоп отечественной компании «Техно-Альянс Электроникс», и очень внимательно следим за температурой в различных точках платы (рис. 5). Но, конечно, сильно облегчает работу то, что перегреть сборку в парофазной печи нельзя, при этом равномерно прогреваются даже платы, обладающие высокой теплоемкостью. Наша модель печи оснащена в том числе верхним и нижним конвекционным преднагревом, и это позволяет гибко управлять градиентом температуры».

Рис. 5. Термоскоп ТА-570М производства «Техно-Альянс Электроникс»
Еще одним преимуществом парофазной печи является быстрый выход на режим и относительно малые затраты энергии при частых включениях и отключениях. Кроме того, такие печи занимают меньше места, а расход рабочей жидкости сравнительно невелик.
Среди недостатков печи R&D Сергей и Константин отметили шумность и сложность некоторых элементов конструкции, что затрудняет доступ к определенным узлам при ремонте. «Впрочем, это отчасти компенсируется высокой надежностью печи, — добавил Сергей. — Конструкцию мы изучили, но на самом деле за год эксплуатации в режиме одной смены нам ничего ремонтировать не пришлось. Собственно, ни одна из установок на этом участке у нас еще не отказывала».
Мы поинтересовались, каким термопрофилем пользуется компания для смешанной пайки свинцовых и бессвинцовых изделий: ведь этот вопрос очень важен именно в тех отраслях, на которые ориентирована продукция компании. Сергей Даценко ответил, что используется профиль для бессвинцовой пайки: он позволяет оплавлять весь припой, включая выводы BGA-компонентов, образуя качественные соединения. «Компонент, который не выдерживал бы температур бессвинцовой пайки, — сегодня редкость, — сказал он. — Производителям микросхем невыгодно менять техпроцесс ради двух разных исполнений, так что бессвинцовые компоненты отличаются только покрытиями выводов или материалом шариков, но не корпуса или внутренних соединений».
Отмывка, визуальный контроль, хранение и испытания
У компании также имеется небольшой участок отмывки. Сергей заметил: «Наша практика показывает, что безотмывочная паста работает лучше, но некоторые заказчики требуют, чтобы платы были отмыты после пайки. В этом случае мы используем водосмываемую пасту. Компания «Глобал Инжиниринг» предложила нам ряд решений от самых простых до крупных комплексных систем. Мы исходили из реальной необходимости, а также экономии площади. В результате остановились на струйной системе отмывки Oko2000mp с системой деионизации воды (рис. 6). Это, по сути, та же посудомоечная машина, отличающаяся только большим количеством настроек и датчиков. Система занимает совсем немного места, а результат отмывки нас полностью устраивает».

Рис. 6. Установка струйной отмывки Oko2000mp
Для отмывки используется подготовленная вода, получаемая с помощью деионизатора. Также на участке отмывки имеется отечественная ультразвуковая ванна ПСБ-9535-05м (рис. 7). По словам Сергея, после УЗ-отмывки требуется обязательная струйная отмывка, иначе на плате образуются остатки солей. Однако УЗ-отмывка нужна не всегда, а лишь когда монтаж выполняется вручную и применяется безотмывочный флюс либо в тех случаях, когда проводится ремонт платы и плата сильно загрязняется обгоревшим флюсом, который не удаляется обычной струйной отмывкой. На наш вопрос, с какими ограничениями применения УЗ сталкивалась компания, Сергей ответил, что традиционно считается, что в УЗ-ванне нельзя мыть кварцы, но у компании таких проблем не было.

Рис. 7. Установка УЗ-отмывки ПСБ-9535-05м
Для визуального контроля используется оптическая система POPEYE MANTIS. По словам Сергея, эта система работает уже на грани своих возможностей. На момент публикации статьи в компании уже была приобретена система визуального контроля TAGARNO Magnus HD.
Мы спросили Сергея, не собираются ли они приобрести установку рентгеновского контроля. Сергей ответил нам, что пока таких планов нет из-за нецелесообразности приобретения крупной системы, а небольшая система обычно не позволяет смотреть на плату под углом, что ее почти обесценивает. Пока компания обходится контролем у партнеров, имеющих рентгеновские системы.
Сергей также упомянул, что сейчас уже предлагаются оптические системы, «заглядывающие» под BGA-компоненты, но после более близкого знакомства с ними у него сложилось впечатление, что они отстают от текущего состояния в корпусировании ИМС: такие системы не позволяют осматривать компоненты с шагом, реально применяемым в современных изделиях.
Также Сергей и Константин продемонстрировали нам вспомогательное и испытательное оборудование: шкаф сухого хранения и испытательную камеру.
Шкаф сухого хранения Catec используется в компании для высушивания компонентов перед пайкой, если есть подозрение, что они накопили влагу (рис. 8). Обычно необходимости длительного хранения компонентов без защитной упаковки в компании не возникает, поэтому крупный шкаф для постоянного хранения не потребовался.

Рис. 8. Шкаф сухого хранения Catec
Испытательная климатическая камера MHC-120 CNSA была приобретена существенно раньше остального описываемого оборудования (рис. 9). По словам Сергея, на тот момент отечественных камер, достаточно компактных, но при этом с необходимым диапазоном температур, не существовало. «Мы сталкивались даже с неверием отечественных производителей, что камеры от –70 °С могут представлять собой отдельно стоящее оборудование. Нам говорили, что такие системы — целая инфраструктура, а заявляемые характеристики предлагаемых зарубежных решений всего лишь реклама, не соответствующая действительности. Однако мы без проблем смогли приобрести компактную камеру с нужным нам диапазоном от –70 до +150 °С», — сказал он.

Рис. 9. Испытательная климатическая камера MHC-120 CNSA
«Звезда» производства — ремонтная станция Fineplacer Micro MA
Под конец экскурсии представители компании с гордостью продемонстрировали нам ремонтную систему Fineplacer Micro MA, которая стала настоящей «звездой» производства компании «Цифровые решения» (рис. 10).
«Цена этой установки чуть ли не выше, чем стоимость всего остального оборудования на участке, но она того стоит, — сказал Сергей. — Для наших изделий высокой плотности, в которых применяются дорогие и сложные микросхемы, возможность ремонта или индивидуальной пайки компонентов — задача, требующая особого внимания. Раньше у нас была установка попроще: с ИК-подогревом. Главная проблема была в выдерживании профиля. Обратная связь совершенно не обеспечивала соблюдения режима пайки. «Глобал Инжиниринг» порекомендовали нам установку Fineplacer Micro MA, и с ней мы не только получили управляемый процесс, но и множество других преимуществ. Практически эта установка сводит к минимуму человеческий фактор как при совмещении, так и пайке».

Рис. 10. Ремонтная станция Fineplacer Micro MA
Манипулятор и оптическая система установки позволяют выполнять совмещение на удалении от платы при поднятом манипуляторе. После совмещения манипулятор просто опускается, и поскольку у него только одна степень свободы, внести ошибку в этот момент практически невозможно. Манипулятор снабжен микролифтом, доводящим его в нижнем положении, поэтому даже если его «уронить», никаких проблем не возникнет.
Установка имеет полностью конвективную систему как основного, так и вспомогательного нагрева. Это открывает очень большие возможности по управлению нагревом. Управление осуществляется как температурой, так и интенсивностью подачи воздуха. Сергей сказал: «У этой системы мы используем далеко не все возможности по настройкам режимов. Но все аппаратные компоненты системы востребованы. У системы множество аксессуаров, и все они «по делу». У этой установки нам не потребовалось ничего дорабатывать». Сергей также отметил высокий инженерный уровень исполнения установки — с системой просто приятно работать.
С помощью этой установки в компании выполняют как ремонт, так и индивидуальную пайку и реболлинг BGA-компонентов. Для реболлинга используются трафареты отечественного производства с переходниками.
Заключение
Производство компании «Цифровые решения» — яркий пример взвешенного решения, отвечающего конкретным задачам. На нас произвело особенное впечатление сочетание типовых и готовых высокотехнологичных решений с собственными доработками, выполненными инженерами компании.
Как уже говорилось, это производство — результат многочисленных экспериментов и исследований, но и сегодня компания не останавливается на достигнутом, чтобы иметь возможность отвечать современным требованиям. Под конец экскурсии Сергей Даценко сказал: «В постановке технологии нам очень помог поставщик, но все равно пришлось самим многому научиться, и очень большая работа была сделана нашими технологами. Надеюсь, что наш опыт кому-то поможет, но всем, кто собирается запускать новую для себя технологию, могу сказать, что не нужно бояться набить шишки. Невозможно построить современное производство, даже опытно-мелкосерийное, «по учебнику», не учитывая собственную специфику».
 13 марта, 2022
13 марта, 2022