
 отправка...
отправка...Возможно ли создание современной РЭА специального назначения при «старой» технологии сборки жгутов?
В первую очередь это вызвано постоянной необходимостью повышения качества изделий, в том числе специального назначения, где по причине разрушения контактов проводов в жгутах происходят неудачные испытания и аварийные запуски.
Основная причина такого положения дел — недооценка роли жгутов и жгутовых сборок при изготовлении современной РЭА. Считается допустимым использование морально и физически устаревших технологий, разработанных в 50-х годах прошлого века. Единственное, на чем держится жгутовое производство сегодня —опыт старожилов, десятилетиями работающих в жгутовых цехах. Через некоторое время они покинут предприятие. И что тогда?
В статье мы проанализируем проблему с двух ракурсов. Во-первых, что необходимо немедленно изменить в жгутовом производстве с точки зрения соответствия РЭА современным требованиям, предъявляемым к качеству как самого изделия, так и комплектующих, узлов, агрегатов. Во-вторых, как нужно организовать технологический процесс с позиции максимальной эффективности и 100%-го результата на выходе. Оба вопроса тесно взаимосвязаны, и решать их нужно параллельно.
Говоря об изменении технологии производства жгутов, следует начинать с этапа подготовки конструктива изделий. Нельзя при этом пренебрегать анализом материалов, используемых при изготовлении, поскольку технологичность продукта и уровень качества закладываются на данной стадии.
Зачастую разработка изделий происходит без учета того, что на рынке появились новые материалы, которые помимо повышения качественных характеристик позволяют сделать продукцию более технологичной. Для примера возьмем провода, которые являются основой жгутовой сборки. В отечественных изделиях в конструктив закладываются устаревшие проводные материалы. На это есть ряд причин. Во-первых, не всегда информация о новейших достижениях доходит до конструкторских отделов. Вторая причина — внедрение в конструктив новых изделий сопряжено с большими организационными затратами по согласованию изменений с конечными заказчиками и большим количеством ГОСТов, ОСТов, КД, ТД и других нормативных документов.
Мы ни в коем случае не ставим под сомнение необходимость регламентации производственных процессов, особенно в части создания спецтехники. Но даже самые консервативные отрасли нуждаются в «омоложении» требований и стандартов. Хотя бы потому что мир не стоит на месте и каждый год появляются новые технологии, позволяющие существенно повысить эффективность производства, перейти на автоматизированное оборудование и свести к минимуму влияние человеческого фактора.
Приведем простой пример: провод марки МГТФ (рис. 1) — разработка еще 50-х годов прошлого века.

Рис. 1. Жгутовая сборка с применением провода МГТФ
Несмотря на широкий диапазон применения этого провода и огромный опыт использования в изделиях РЭА, невозможно поставить современную ультрафиолетовую лазерную маркировку на автоматизированном оборудовании. Понятно, что в то время, когда разрабатывался провод, не возникало задач по автоматизации данного процесса, но и сейчас российских машин для обработки провода не выпускается. Отечественные производства вынуждены применять зарубежные технологические решения, которые не всегда удается адаптировать под наши материалы.
Поэтому мы имеем следующую ситуацию: с одной стороны, российские материалы, с трудом поддающиеся автоматизации, с другой — давно назревшая необходимость замены ручного труда на автоматизированные технологические линии зарубежного производства.
Выхода может быть два. Вместо устаревшего провода типа МГТФ использовать отечественный аналог — провод марки МС, который по своим техническим характеристикам практически не уступает предшественнику и поддается автоматизированной обработке. Либо создать отечественный кластер обрабатывающего оборудования, учитывающего специфику российского сырья.
Уже на первый взгляд видно, что наиболее простой способ решения проблемы — замена устаревшего материала. Но это лишь часть решения. Применяя современный материал, но оставив «прошловековые» технологии его обработки, больших результатов не добиться.
Снова обратимся к примеру с проводом. Даже банальные технологические операции по обработке провода, такие как мерная резка, зачистка, маркировка и т. д., регламентируются различными ГОСТами и ОСТами.
В частности, в авиации и аэрокосмической отрасли существует такое требование при обработке провода, как неповреждение жилы. Доказано, что используя механические инструменты и способы, соблюсти данное требование НЕВОЗМОЖНО!
До сих пор практически на всех предприятиях оборонно-промышленного комплекса, производящих РЭА, при обработке провода (снятие изоляции) применяются, так называемые «обжигалки» (рис. 2).

Рис. 2. Ручная «обжигалка» с нихромовой нитью
Данный инструмент имеет полувековую историю (а возможно, и больше). Все, начиная с монтажников в цехах и заканчивая руководителями предприятий, понимают существенные недостатки данного метода обработки провода, несмотря на кажущуюся дешевизну инструмента и ручного труда. Но как оценить влияние человеческого фактора, стоимость ошибки монтажника и вообще технологичность операции?
Взять хотя бы тот факт, что изменение физических свойств меди происходит уже от 90 °С, а в то же время температура оплавления изолирующих материалов может превышать 400 °С. И даже кратковременное высокое температурное воздействие на жилу способно впоследствии привести к более высокой чувствительности к вибрационным и другим видам колебаний жгута, что в целом влияет на надежность РЭА.
Учитывая, что в последнее время увеличивается интеграция жгутов не только с соединителями, но и электронными модулями, изменение физических характеристик токопроводящей жилы может оказаться еще более критичным. И это лишь верхушка проблемы, выявленная в самом общем рассмотрении.
Сегодня ряд компаний предлагает применение автоматических машин резки и зачистки провода с опцией контроля касания жилы. Казалось бы, решение проблемы найдено (рис. 3).

Рис. 3. Модуль контроля касания жилы для автоматической линии обработки провода
При применении автоматизированных механических машин по резке и зачистке провода с опцией контроля касания жилы, несмотря на все преимущества автоматических систем обработки, существует ряд технологических проблем. У проводов отечественных марок калибровка токопроводящей жилы по длине провода не всегда соответствует параметрам, необходимым для автоматизации процесса. Также для отечественных проводов характерна несимметричность изоляции. Вероятность касания жилы при таком качестве провода возрастает многократно. И при обнаружении касания жилы система будет постоянно выбраковывать проводные заготовки, что приведет к значительному увеличению расхода проводных материалов. Такие системы целесообразно применять, когда качество провода будет стабильно гарантированным, а на производстве появятся квалифицированные наладчики и операторы автоматизированных машин, поскольку работа с подобной системой требует постоянной тонкой настройки параметров оборудования.
Решение данной проблемы — специализированная линия мерной резки с модулями лазерной зачистки, подкрутки жилы, флюсования и лужения (рис. 4).

Рис. 4. Автоматическая линия обработки провода с модулями лазерной зачистки, подкрутки, флюсования и лужения
Данный технологический комплекс гарантирует неповреждение токопроводящей жилы и обеспечивает выполнение всех трудоемких операций по подготовке проводов к распайке в разъемы. Для предприятий, выпускающих специальную технику, это решение особо актуально, так как до 90% соединений идут под распайку.
Приведенный пример позволяет судить о масштабе текущего уровня жгутового производства на предприятиях, выпускающих РЭА. Если же рассмотреть не только производство жгутовых изделий, но и жгутовую отрасль в целом, то налицо несостоятельность подходов, используемых до процесса производства.
При конструировании жгутовых изделий необходимо учитывать, что внедрение новых методов обработки проводов и сборки жгутов будет более эффективно при применении современных систем проектирования жгутов (рис. 5).
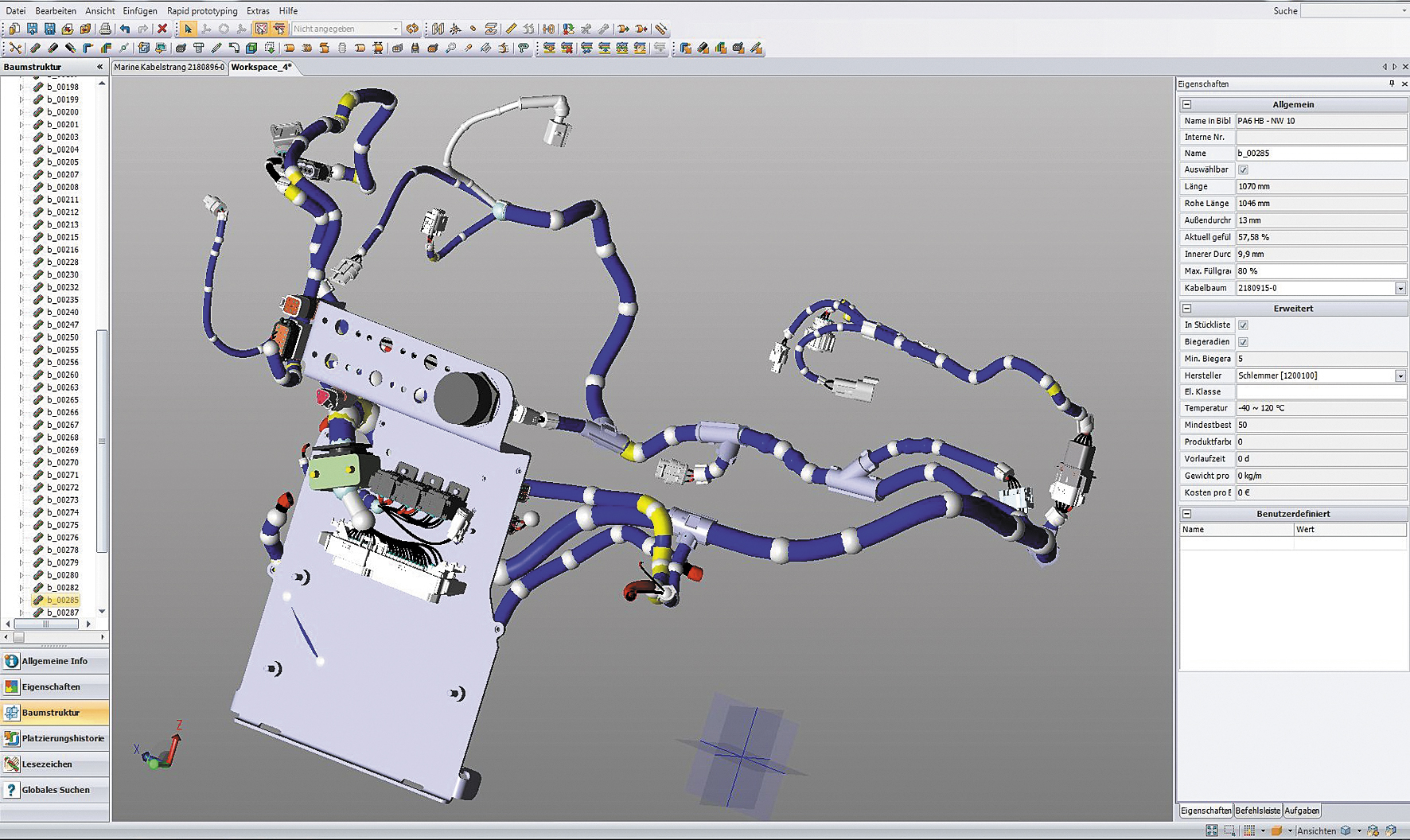
Рис. 5. Современная система проектирования жгутов
Использование таких систем позволяет проектировать жгут уже в составе конечного изделия РЭА. Геометрия жгута будет проектироваться с учетом имеющихся в изделии механических узлов и электронных блоков. Сейчас проектирование жгутовых сборок зачастую происходит в отрыве от других узлов изделия, что вызывает проблемы финишной сборки. Следует также учитывать, что старые способы проектирования жгутовых сборок более трудоемкие, чем методы, предусматривающие наличие современных программных продуктов. Использование только бумажных носителей при передаче технической и конструкторской документации на производственный участок существенно снижает эффективность применения автоматизированного оборудования, так как процесс подготовки производства и ввода данных в автоматическую линию значительно увеличивается во времени.
Нужно помнить, что электронные системы проектирования дают преимущества и на этапе обработки проводов, и в процессе сборки жгута.
Сегодня сборочная операция не только самая трудоемкая в жгутовом производстве, но и самая зависимая от человеческого фактора. Специализированное решение в области автоматизации процесса сборки жгутов — интерактивный сборочный стол (рис. 6) — позволяет обеспечить безошибочную сборку жгутов посредством демонстрации и контроля каждого шага процесса. Дополнительным преимуществом продукта является сведение к минимуму влияния человеческого фактора.

Рис. 6. Интерактивный сборочный стол
При сборке на интерактивном столе обеспечивается в режиме реального времени контроль производственного процесса и отображение конструкторской и технической документации. Сборочный стол позволяет вести автоматический учет рабочего времени и контролировать соблюдение нормо-часов при сборке изделий. Помимо технологических и организационных достоинств, внедрение системы выводит на более высокий уровень труд монтажника жгутовых сборок. Бесспорно, работа на данном оборудовании существенно повышает мотивацию персонала, процесс сборки становится на порядок проще и вероятность возникновения ошибок снижается до минимума (в ряде случаев сводится к нулю).
Связать воедино предпроизводственный процесс, производственный цикл и постпроизводственные операции можно с помощью внедрения комплексной системы сквозной прослеживаемости (рис. 7). При делении операций в технологическом процессе обработки проводов и сборки жгутов на заготовительные и сборочные актуальность прослеживаемости перемещения проводных заготовок становится еще более очевидной.

Рис. 7. Система прослеживаемости на жгутовом производстве
Система прослеживаемости — это не только контроль движения комплектующих и компонентов, но и комплексный подход к управлению производственным процессом и технологией. При расширении номенклатуры проводных соединений, проводных и электронных комплектующих визуальное определение составляющих жгутовой сборки несет большие риски совершения ошибок сборки жгута монтажником. Система прослеживаемости сводит к минимуму такие риски. В части управления производством система прослеживаемости позволяет решать следующие задачи:
- добавление, удаление, управление правами пользователей на конкретных рабочих местах;
- просмотр состояния производства, планов производства, информации о проекте жгута;
- внесение изменений в планы производства;
- дополнительные возможности управления производством — добавление, отмена, приостановка, перезапуск задания производства жгутов;
- внесение изменений в базу данных библиотеки жгутов и компонентов жгутов;
- работа с библиотекой жгутов, где содержатся данные о простых элементах жгута: контакты, разъемы, провода, ответные части кабельных тестеров, элементы сборочного стола.
Привязка системы прослеживаемости ко всем стадиям сборки жгутов, начиная со склада и заканчивая финишной сборкой и тестированием, позволяет контролировать процесс на разных стадиях и дает дополнительные преимущества при создании современного жгутового производства.
Повышение требований к РЭА в плане функциональности, надежности, уменьшения массогабаритных характеристик заставляет по-новому подходить к проектированию, технологии и организации производственного процесса всех узлов и блоков радиоэлектронных изделий. Изменение технологии жгутового производства требует кардинального изменения всего процесса изготовления. Это не только точечная автоматизация каких-либо технологических операций, но и изменение самой структуры процесса, внедрение новых подходов к проектированию и введение еще на этапе проектирования новых комплектующих и материалов. В силу различных причин оснащение жгутовых участков на большинстве предприятий оборонно-промышленного комплекса находится на низком уровне, но уже сейчас у многих руководителей есть понимание необходимости изменения данной ситуации.
 24 июня, 2022
24 июня, 2022 12 июня, 2024
12 июня, 2024