
 отправка...
отправка...Участок заливки и герметизации: назревшая необходимость модернизации
Существующая ситуация с организацией участков заливки и герметизации
Прежде всего, следует отметить, что многие из отечественных компаундов и герметиков, применяемых при производстве техники специального назначения, разработаны в середине прошлого века, но отнюдь не утратили своей актуальности, широко используются и зачастую являются весьма конкурентоспособными с точки зрения эксплуатационных свойств. Кроме того, в большинстве случаев только отечественные компаунды и герметики прописаны в спецификациях, неоднократно проверены и одобрены для применения в производстве изделий специального назначения.
Ахиллесовой пятой клеев и компаундов отечественного изготовления остается их крайне низкая технологичность. Вызвано это следующими факторами:
- нестабильность свойств компонентов от партии к партии и широкий диапазон допуска по технологическим параметрам (например, динамическая вязкость, соотношение смешивания компонентов и др.);
- трудно реализуемые пропорции смешивания компонентов: например, для получения готовой смеси компаунда «Виксинт У‑1-18» необходимо смешать пасту У‑1 и катализатор № 18 в соотношении 400:1 по объему (и это при колоссальной разности в вязкости);
- необходимость введения в компаунд абразивных наполнителей (в частности, кварца, алюминиевой пудры) для придания дополнительных свойств.
Перечисленные особенности приводят к тому, что в большинстве случаев заливка и герметизация с помощью отечественных компаундов выполняется вручную. Из-за технологических особенностей материалов и ручного применения на многих предприятиях России инженеры сталкиваются с трудностями в построении стабильного процесса заливки и герметизации, повышенным расходом материалов, браком продукции. Специалистам предприятий приходится непосредственно контактировать с вредными компонентами при подготовке и смешивании компаундов (рис. 1).

Рис. 1. Типичная картина на участке заливки компаундов на производстве специальной техники в России
На большинстве производств ручной технологический процесс заливки выглядит таким образом:
- с помощью бытовых весов отмеряют необходимое количество компонентов;
- затем компоненты сливаются в общую тару, в которой производится смешивание либо вручную, либо с помощью подручных бытовых или строительных приборов (например, кухонных миксеров, электродрелей и шпателей);
- далее приготовленный таким образом компаунд загружают в шприц, из которого и производят дозирование непосредственно в изделие (иногда с предварительной дегазацией материала).
Такая организация процесса может привести к следующим последствиям:
- нередко нарушается пропорция смешивания из-за значительного человеческого фактора и использования примитивных бытовых весов и миксеров. Как следствие, время отверждения материала может «плавать» в широких пределах, а в некоторых случаях полимеризация материала оказывается вообще невозможной (рис. 2);
- конечные свойства материала могут не соответствовать требуемым эксплуатационным характеристикам (адгезия, прочность, эластичность, твердость);
- при ручном смешивании в смесь попадает большое количество воздуха, который останется в полимеризованном материале и может привести к отказам при эксплуатации;
- сразу же после смешивания компоненты материала начинают реагировать. Это приводит к изменению вязкости во времени, то есть каждое изделие фактически заливается материалом с разной вязкостью. Как следствие, возможно плохое заполнение изделия материалом, снижение адгезии, отсутствие герметичности.

Рис. 2. Бракованная продукция после ручной заливки двухкомпонентным компаундом
Важно помнить, что факт некачественной заливки трудно проконтролировать в закрытом объеме разъема или изделия. И даже при налаженном выходном контроле продукции дефект операции заливки может проявить себя в самый неподходящий момент, порой только при эксплуатации изделия в жестких условиях.
Все усугубляется тем, что даже при наличии эффективного выходного контроля и надежном методе обнаружения некачественной заливки или герметизации полностью удалить компаунд из изделия в случае необходимости крайне трудоемко, а зачастую невозможно. Соответственно, невозможно или крайне затруднительно и проведение ремонта и повторной заливки. Поэтому необходимо так организовать процесс заливки и герметизации, чтобы результат был 100% стабильным от изделия к изделию и все составляющие процесса контролировались, измерялись и если нужно — автоматически корректировались.

Рис. 3. Пример применения двухкомпонентного компаунда «Виксинт У‑2-28»
На рис. 3 отчетливо видно, что заполненный вручную разъем содержит большое количество полостей и пузырей, что является результатом ручного смешивания и дозирования. Неполное либо пористое заполнение корпуса разъема может привести к «натягиванию» влаги внутрь, коррозии электрических соединений в местах пайки, токам утечки, а в результате — и к отказу техники. Выявить данный дефект визуально, по внешним признакам практически невозможно.
О современном подходе к организации технологического процесса заливки на базе отечественных материалов
Таким образом, для обеспечения качественной заливки и герметизации изделий необходимо переходить от ручного труда к автоматизированным системам подготовки смешивания и дозирования компаундов. Современные решения в данной области позволяют обеспечить качественную подготовку компонентов материалов (в том числе с вакуумированием, нагревом), стабильное и повторяемое смешивание компонентов в правильной пропорции с соотношением от 100:100 до 100:0,25, точное дозирование материалов со 100%-ным повторением объема дозы для каждого изделия.
При этом работа с большинством отечественных двухкомпонентных компаундов на современном оборудовании до недавнего времени была попросту невозможной из-за значительного различия свойств зарубежных и российских материалов, а также сложных характеристик отечественных материалов, практически исключающих автоматизированное применение.
Для выхода из сложившейся ситуации и обеспечения возможности модернизации участков заливки и герметизации было принято решение о тестировании наиболее популярных российских материалов и серии опытно-конструкторских работ в области двухкомпонентных систем дозирования для специфики отечественных предприятий. Участие в данной работе принимали группа компаний «Остек» и технологический партнер из Германии — Dopag. Цель исследования — сконструировать системы дозирования, способные эффективно и стабильно работать с отечественными материалами типа «Виксинт», ЭД‑20, КДС‑174, ВК‑9 и другими.
Для тестовых работ с материалами «Виксинт К‑68», ПК‑68, ВК‑9, КДС‑174 испытания проводились на модернизированной установке Dopag Eldomix 103 (рис. 4) с высокоточными шестеренчатыми насосами и сменным вращающимся статическим смесителем, сочетающим преимущества динамического и статического миксеров. Данный тип оборудования обеспечивает качественное смешивание компонентов материала и не требует дорогостоящей промывки растворителем. Результаты тестов фиксировались в отчетах, и для каждого материала были подобраны оптимальные параметры работы оборудования.

Рис. 4. Лабораторная установка DOPAG Eldomix 103
Для материалов «Виксинт У‑1-18», «Виксинт У‑2-28», «Виксинт У‑4-21» в качестве базы для построения системы дозирования была выбрана установка Dopag Metamix (рис. 5), доработанная с учетом технологических особенностей материала. Была внедрена система специально созданных высокоточных дозирующих клапанов. Особенностью данной установки является забор основного компонента прямо из заводской тары (30 л) без доступа воздуха, а также использование стандартного статического смесителя.

Рис. 5. Установка подготовки, смешивания и дозирования двухкомпонентных высоковязких компаундов Dopag Metamix
Для отработки процесса дозирования материала с абразивными наполнителями (КДС‑174 с кварцем и алюминием) модернизирована и доработана установка Dopag Metamix. Конструкция ее дозирующих поршневых насосов позволяет уверенно работать с абразивными наполнителями, например кварцем с частицами до 100 мкм, а индивидуально управляемый сервопривод каждого насоса гибко выставляет необходимые коэффициенты смешивания. Для удаления большого количества воздуха из смеси после введения наполнителя использован вакуумируемый бак компонента А (рис. 6). В бак А также встроена система агитации (помешивания) смеси и рециркуляции для предотвращения расслоения смеси и выпадения твердого осадка.

Рис. 6. Процесс вакуумирования смолы КДС‑174 после введения твердого наполнителя
В результате проделанных работ при использовании перечисленных модернизированных систем дозирования Dopag компоненты материалов были смешаны до однородной гомогенной массы, во всех случаях произошло полное отверждение материала без содержания воздуха в объеме (рис. 7). Подобные результаты являются отличным показателем. Достигнуть подобной повторяемости при ручном смешивании затруднительно. Усовершенствованные установки Dopag полностью отвечают требованиям для работы с материалами «Виксинт У‑1-18», «Виксинт У‑2-28», «Виксинт У‑4-21», КДС‑174, ВК‑9, ПК‑68 и другими.
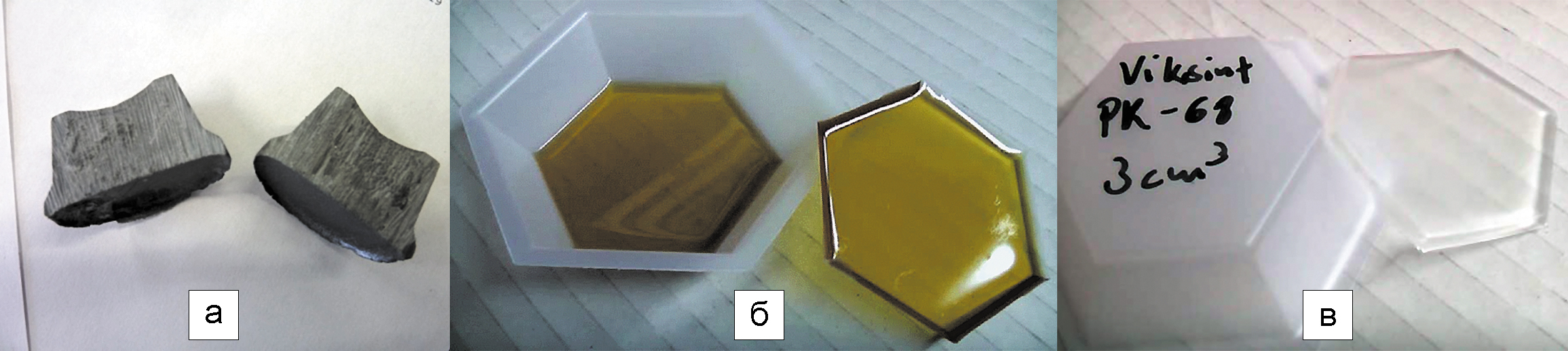
Рис. 7. Образцы отвержденного материала:
а) КДС‑174 с введенными твердыми наполнителями;
б) ВК‑9; в) «Виксинт ПК‑68»
Заключение
По итогам проделанных работ цель была достигнута — появилось семейство машин Dopag, обеспечивающих автоматизированное применение отечественных материалов. Отклонения в коэффициенте смешивания для всех исследованных материалов составили не более 3%, что полностью отвечает технологическим требованиям. Компоненты материалов во всех случаях смешаны до однородной гомогенной массы, а также произошло полное отверждение материала. А ведь еще до недавнего времени вопрос модернизации участков заливки и герметизации оставался нерешенным.
В результате внедрения рассмотренных или аналогичных решений предприятия могут получить контролируемый, стабильный технологический процесс заливки и повысить качество продукции. Еще раз подчеркнем: автоматизация технологического участка заливки позволит увеличить производительность, обеспечить точность смешивания и дозирования клеев и герметиков, минимизировать человеческий фактор, повысить качество и надежность специальной техники отечественного производства.
 21 сентября, 2021
21 сентября, 2021 27 августа, 2021
27 августа, 2021
Здравствуйте. Хотелось ьы получить коммерческое предложение на описанную установку. С описанием алгоритма работы и основными техническими характеристиками