
 отправка...
отправка...Новейшие решения по намотке катушек от компании F.U.R.
Задача механизации намотки рядовых катушек была решена относительно быстро: ручной или электрический привод вращал намоточный каркас, а механически связанный с основным приводом раскладчик распределял витки по длине с заданным шагом. Более сложной задачей оказалась намотка тороидальных сердечников. Преимущество тороидальных моточных изделий (трансформаторов, катушек индуктивности, синфазных дросселей) в том, что практически все магнитное поле, создаваемое током в проводнике, сосредоточено внутри сердечника-магнитопровода. Поэтому влияющее на соседние электронные узлы поле утечки для них минимально. Изобретение намоточной головки со специальным вращающимся магазином решило и эту задачу. Современное намоточное оборудование способно работать с большой номенклатурой материалов: проволоками из металлов и их сплавов, металлическими шинами прямоугольного сечения, нитями и лентами из полимерных и неорганических материалов. Намоточный каркас может иметь вид не только цилиндра или тора, а иметь изогнутую форму и отличаться от круга в сечении (рис. 1). На складе кабельной продукции намоточное оборудование выполняет отмотку длинномерных материалов с больших барабанов. Требования к стабильности параметров в таком случае ниже, поэтому рассмотрение оборудования для подобных задач вынесено автором за пределы настоящей статьи.

Рис. 1. Форма изделий, изготовленных с использованием моточных станков
Сегодня намоточный станок — это машина с управлением от программируемого логического контроллера, которая может выполнить намотку в полностью автоматическом или пошаговом режиме. Второй режим нужен в тех случаях, когда оператору требуется, например, намотать вторую обмотку трансформатора другим проводом, проложив между ними несколько слоев лакоткани. Стандартное количество хранимых в памяти программ намотки составляет50–100 штук, но это количество может быть увеличено при необходимости за счет замены контроллера моделью с большим объемом памяти на заводе-изготовителе. Неотъемлемым элементом намоточного оборудования является система натяжения намоточного материала, обеспечивающая плотность укладки витков и одновременно предотвращающая его пластичную деформацию и последующий обрыв. Система фиксации каркаса определяется его формой и может включать трехкулачковый патрон, конусные центраторы, роликовые зажимы, секторные держатели или другие средства. Скорость намотки определяется формой каркаса и жесткостью наматываемого материала: если намотка тонкой проволоки на цилиндрический каркас может быть выполнена со скоростью до 6000 витков/мин, то скорость намотки медной шины на прямоугольную оправку обычно не превышает 100 витков/мин.
Качество конечного изделия (катушки, трансформатора или дросселя) в большой степени определяется качеством решений, заложенных в конструкцию технологического оборудования. С этой точки зрения оборудование немецкой компании F.U.R. Wickletechnologie GmbH представляет собой отличный выбор. Это семейное предприятие ведет свою историю с 1890-го, год за годом накапливая бесценный опыт разработки надежных машин и последовательно повышая их потребительские характеристики (рис. 2).

Рис. 2. Намоточные машины компании Froitzheim und Rudert (F.U.R.), разработанные в начале 1920-х годов
Линейка стандартного оборудования компании включает машины для намотки линейных катушек, тороидальных сердечников, нагревательных элементов и различные их модификации для обмотки ленточными материалами. Однако особенность компании — штат высококвалифицированных конструкторов-механиков, создающих машины для специфических задач: намотки негабаритных изделий сложной формы, использования намоточных материалов с особыми свойствами или нестандартных траекторий намотки. Далее описана линейка популярного среди клиентов компании оборудования для решения наиболее часто возникающих намоточных задач.
Намоточный станок W 10 предназначен для намотки линейных катушек диаметром до 100 мм проволокой диаметром до 0,07 мм (рис. 3).

Рис. 3. Намоточный станок W 10 в настольном исполнении и на опорной раме
Минимальный шаг намотки 0,02 мм соответствует минимальному диаметру намоточного материала для возможности его укладки «виток к витку». Для работы с тонким проводом на корпусе машины смонтировано увеличительное стекло с подсветкой. Память программируемого логического контроллера машины вмещает до 50 различных программ намотки, которые оператор вводит с помощью сенсорного экрана. Мощность электропривода станка 1,1 кВт, и он может быть поставлен как на опорной раме, так и в настольном исполнении.
Линейку машин для линейной намотки более чем из 15 единиц замыкает станок W 100, разработанный для изготовления крупногабаритных катушек из провода или медной шины с большой площадью поперечного сечения (рис. 4).

Рис. 4. Намоточный станок W 100
Диаметр катушек после намотки (или линейный размер прямоугольной катушки по длинной стороне) может достигать 1 м, а поперечное сечение медной наматываемой шины составляет 30×4 мм. Особенностью этой машины является специальный прижимной ролик с пневматическим приводом, обеспечивающий плотное прилегание витков к каркасу без вспучивания. Двигатель мощностью более 6 кВт обеспечивает на валу изделия вращающий момент около 600 Н·м и скорость намотки до 100 витков/мин.
Вышеперечисленные станки выполняют намотку путем вращения каркаса при фиксированном источнике намоточного материала. Обмотка линейных каркасов изоляционными и другими ленточными материалами может осуществляться вращением как каркаса, так и челнока вокруг каркаса. Последний способ актуален в случаях крупногабаритных каркасов, имеющих сложную форму. В качестве примера можно привести машину серии STB, предназначенную для обмотки длинномерных изделий (например, отрезков труб или электрических шин) круглого или прямоугольного сечения (рис. 5).

Рис. 5. а) общий вид машины для линейной лентообмотки STB;
б) вид намоточной головки со снятым защитным кожухом
Намоточная головка этой машины может вмещать до трех рулонов ленточного материала, укладываемых на изделие послойно «за один проход». Регулируемый узел натяжения обмоточного материала обеспечивает укладку материала без складок или обрывов. Плавная регулировка скорости подачи шины и скорости укладки обмоточного материала позволяет подобрать оптимальные параметры при отработке технологии. Максимальная длина заготовки определяется длиной рабочего стола, а процент перекрытия слоев — регулируемой скоростью вращения роликов подачи шины. Скорость вращения намоточной головки достигает 200 об/мин. Модификации этой машины могут выполнять обмотку изоляционной лентой полюсных катушек любой формы и габаритов.
Схема работы узла тороидальной намотки приведена на рис. 6 слева. Вокруг тороидального сердечника (1) вращается кольцевой челнок (2), содержащий достаточное количество намоточного материала на отдельной шпуле (3) или специальном магазине [1]. Поперечный размер челнока определяет минимальный размер отверстия в центре изделия после намотки. Для уменьшения этого размера провод наматывают не на отдельную шпулю, закрепляемую на боковой поверхности челнока, а на кольцевой магазин (рис. 6 справа), являющийся частью челнока. Запас провода таким образом распределен по всей окружности челнока, что позволяет сократить его площадь поперечного сечения при фиксированном метраже провода.

Рис. 6. а) вращающийся челнок со шпулей;
б) с кольцевым магазином
Машина для намотки миниатюрных тороидальных сердечников MDB (рис. 7) предназначена для работы с проводом диаметром 0,04–0,12 мм со скоростью до 500 витков/мин. Наружный диаметр каркаса — до 25 мм, высота — до 5 мм. Машина имеет миниатюрный челнок, позволяющий выполнять намотку с остаточным внутренним диаметром от 2,2 мм. Для выполнения расширенного ряда операций к машине могут быть поставлены дополнительные опции: сменные намоточные головки, сменные головки для лентообмотки, сменные столы для крепления каркасов, измеритель длины ленты или провода, приспособление для двухпроводной намотки, приспособление для намотки резистивной проволоки. Широкая номенклатура подающих устройств и роликовых направляющих позволяет сформировать набор дополнительных приспособлений, соответствующий текущим потребностям клиента.

Рис. 7. Машина намотки миниатюрных сердечников MDB
Станок намотки тороидальных сердечников DB 40 (рис. 8) предназначен для каркасов с наружным диаметром 50–700 мм и высотой до 360 мм. Диаметр наматываемого провода в этом случае может находиться в диапазоне 0,3–4,5 мм. Машина поддерживает режим намотки в несколько проводов, например в четыре провода диаметром до 1,6 мм. Намоточная головка при этом более крупная в сечении, что обусловливает внутренний диаметр катушки после намотки не менее 25 мм. Скорость намотки также ниже — не более 300 витков/мин. В автоматическом режиме процесс намотки выполняется машиной в соответствии с внесенной в память контроллера программой. В отладочном режиме оператор может с помощью педали задавать скорость намотки для установленной силы натяжения провода, выбирая оптимальный режим с точки зрения баланса качества продукции и производительности. Оба режима работы позволяют использовать станок как для отработки технологии, так и для серийного производства. Программируемый логический контроллер сохраняет до 50 программ, каждая из которых может состоять из 16 шагов намотки. Для этого станка доступны все типы опций, которыми может быть скомплектован станок MDB. Дополнительно можно приобрести приспособления для намотки медной плоской шиной и держатели каркасов для сегментной намотки.

Рис. 8. Машина тороидальной намотки DB 40
Машина тороидальной намотки DBW предназначена для одновременной намотки провода и изоляционного покрытия лентой «за один проход», что позволяет максимизировать производительность оборудования за счет снижения количества переналадок (рис. 9). Для этого на станине установлены две рабочие головки: для намотки проводом и лентообмотки. Электрический привод мощностью около 4 кВт позволяет выполнять намотку проводом с диаметром до 5 мм или медной шиной с поперечным сечением до 1,6×6,5 мм. Диаметр изделия может достигать 1300 мм при высоте до 360 мм. Минимальный внутренний диаметр изделия в этом случае составляет 120 мм, а скорость намотки не превышает 200 витков/мин. Рабочая головка для лентообмотки способна нести до двух рулонов изоляционной ленты шириной до 50 мм.
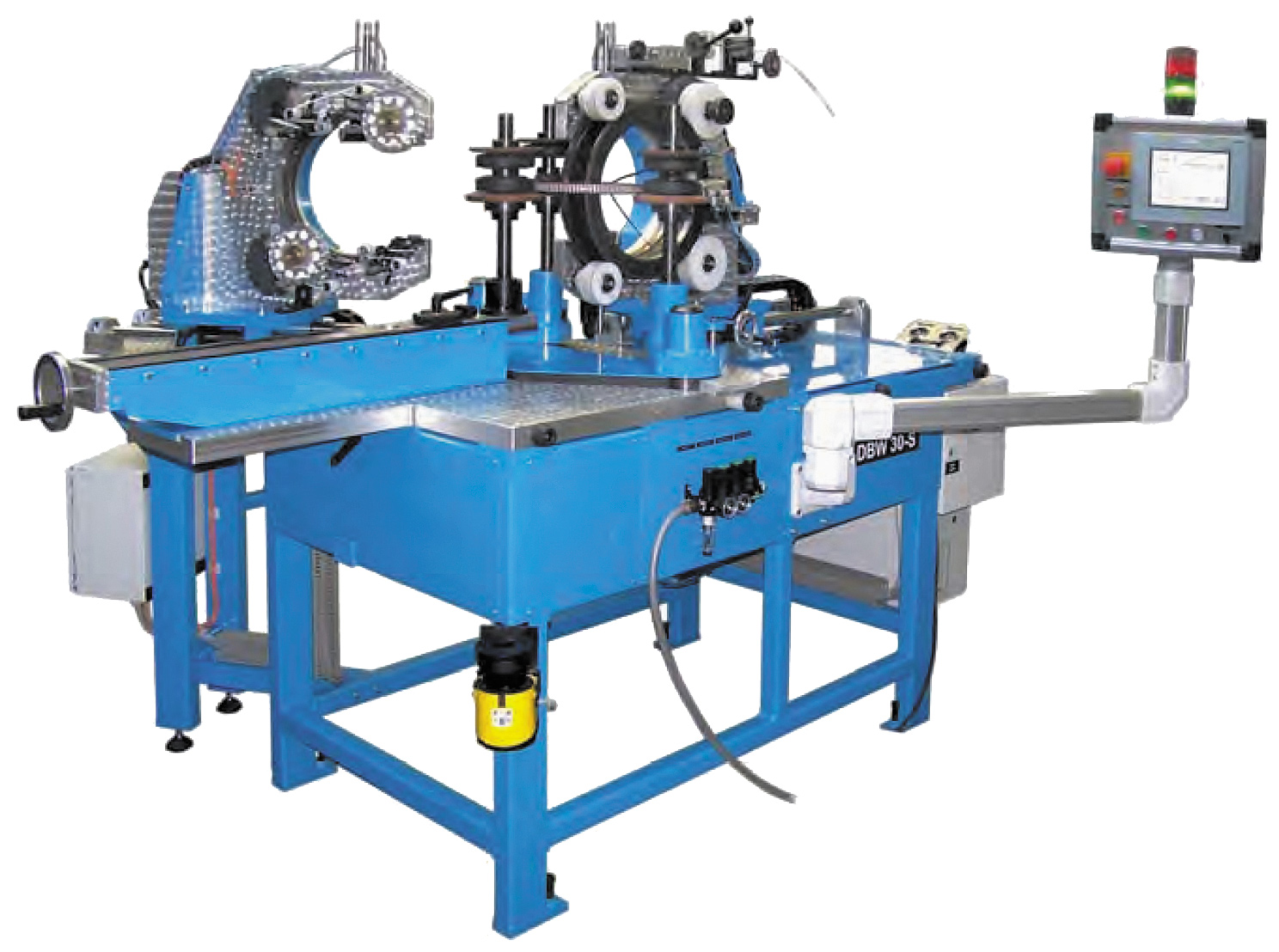
Рис. 9. Машина для комбинированной намотки и лентообмотки серии DBW
Третий тип намоточного оборудования, пользующийся популярностью среди производителей электротехнической продукции, — станки для намотки роторов электродвигателей. В качестве примера можно привести модель AW 180, которая комплектуется оснасткой для намотки двух-, трех-, четырех- и многополюсных роторов проводом диаметром 0,05–1,8 мм (рис. 10). Возможна намотка до четырех проводов одновременно, но диаметр каждого провода при этом должен быть менее 0,9 мм. Диаметр статора 20–150 мм, длина «железа» 20–180 мм, а длина вала статора не должна превышать 450 мм. Максимальная скорость намотки 800 витков/мин.

Рис. 10. Машина для намотки статоров электродвигателей AW 180
Несмотря на то что продуктовая линейка компании F.U.R. Wickletechnologie GmbH состоит более чем из 140 машин (включая модификации), их количество ежегодно растет [2]. Это объясняется тем, что увеличивающееся количество разнообразных задач в электронной промышленности не позволяет зафиксировать конструкцию машины на многие годы вперед, предлагая ее рынку как «стандартное» решение. Разработка новых форм сердечников, конфигурации намотки, выбор новых видов намоточных материалов существенно влияют на характеристики намоточных машин. Таким образом, гибкость при модификации имеющихся моделей оборудования в сочетании с наработанным десятилетиями опытом позволяет компании реализовать самые сложные технологические задачи при выполнении намоточных операций.
1 . Ларин В . П . Технология намотки в приборо- и электроаппаратостроении . Учеб . пособие . СПб: СПбГУАП, 2003 .
 5 октября, 2021
5 октября, 2021 25 января, 2022
25 января, 2022