
 отправка...
отправка...Опрессовка контактов и наконечников: стандарты, современные прессы, контроль качества
Кабельные сети современной военной и гражданской техники имеют сложную разветвленную структуру и могут содержать десятки тысяч разъемных и неразъемных соединений. Поэтому их влияние на надежность всей машины весьма значительно, так как разрушение одного соединения способно вызвать критический отказ, следствием которого может быть катастрофа с человеческими жертвами. Применение дублирующих систем снижает вероятность тяжелых последствий, однако увеличивает массогабаритные характеристики машины и ее стоимость.
Большая часть соединений в кабельной сети — это неразъемные соединения проводов с контактами соединителей или сращивания проводов между собой. Традиционным методом выполнения таких соединений является пайка. Данный метод хорошо зарекомендовал себя в соединениях, подверженных периодическому изменению температуры окружающей среды, например, в горячей зоне авиадвигателя. Однако стойкость таких соединений к периодическим механическим нагрузкам (ударам и вибрации) невысока из-за резко выраженной границы между монолитным паяным соединением и гибким проводником монтажного провода. Поэтому все чаще разработчики военной, космической, железнодорожной техники и гражданских самолетов стремятся повысить надежность кабельных сетей, используя метод опрессовки многожильных проводников в трубчатые хвостовики контактов. Кроме того, метод опрессовки минимизирует влияние человеческого фактора на качество соединения.
Стабильность прочности заделки при серийном производстве обеспечивается использованием качественных комплектующих и соответствующего обжимного инструмента. Добротность паяных соединений критически зависит от квалификации монтажника, вот почему стабильность данного параметра ниже по сравнению с соединением опрессовкой. Все эти факторы способствуют тому, что с каждым годом опрессовка получает все большее распространение.
Технологические особенности заделки провода методом опрессовки
Как мы уже упоминали, качество обжимного соединения преимущественно определяется надежностью используемых комплектующих и инструмента. Но это не значит, что оно достигается автоматически и не требует от исполнителя знаний технологии выполнения операции.
Качественная заделка начинается с качественной подготовки провода к выполнению операции. При проведении операции обжатия предпочтительна заделка одного проводника в один контакт. Запрещается использование метода складывания проводника вдвое при заделке проводника меньшего калибра в обжимной контакт. Для увеличения поперечного сечения проводника до соответствия выбранному контакту может быть использован дополнительный отрезок многожильного проводника. Этот способ применим для тех случаев, когда предусмотрено использование термоусаживаемой трубки для изоляции свободного конца проводника-заполнителя во избежание короткого замыкания. Максимальное количество многопроволочных проводников, заделываемых в один обжимной контакт, — два. Сумма площадей поперечного сечения заделываемых проводников должна соответствовать размеру выбранного для этого контакта. Оба проводника, заделываемых в один контакт, должны быть изготовлены из одного материала и иметь одинаковые покрытия. Для проводов с поперечным сечением жилы 0,08–1,5 мм2 максимальный зазор между краем изоляции провода и краем обжимного контакта должен быть равен диаметру этого провода по изоляции. Для проводов больших калибров максимальный зазор должен составлять 2 мм. Минимальный размер зазора не устанавливается, но для выполнения визуального контроля обжимной заделки должен быть виден участок проводника. Если конструкцией контакта или наконечника предусмотрены крепления изоляции провода, то при заделке контакта в зоне крепления должен располагаться только провод в изоляции, а не сам проводник. Не допускается расплетение многопроволочной жилы провода, которое может привести к ее расщеплению и деформации при установке в обжимную гильзу.
Используемый контакт или наконечник не должны иметь видимых трещин, механических повреждений, следов коррозии, отслоения покрытия или деформации входного отверстия гильзы, препятствующей свободной установке проводника.
Как правило, для выполнения операции обжатия должен применяться инструмент и технологический процесс, рекомендованные производителем заделываемого наконечника или контакта. При использовании другого инструмента или оборудования необходимо предоставить результаты испытаний, подтверждающих соответствие заделки требованиям к прочности. Основным параметром, косвенно определяющим качество опрессовки, является высота соединения при вертикальной опрессовке или глубина обжатия в случае многоточечной опрессовки гильзы по окружности. Причем для каждого сочетания «проводник — контакт» существует такое значение этого параметра, при котором достигается максимальная прочность соединения (рис. 1). Соответственно, при недостаточной опрессовке провод не слишком прочно соединен с гильзой и может быть вытянут из нее при приложении продольного усилия. Если глубина опрессовки избыточна, то поперечное сечение провода сокращается в точке заделки, что при приложении продольного усилия ведет к разрыву провода в «узком месте». Проводимость данного соединения остается практически постоянной для достаточно широкого диапазона усилий в окрестности максимума прочности, поэтому надежность опрессовки выявляют, контролируя усилие отрыва, — данный метод позволяет с большей точностью определить качество выполнения операции, чем проверка переходного сопротивления.

Рис. 1. Зависимость параметров обжимного соединения от глубины обжатия
Таким образом, для каждой новой комбинации «провод — контакт» опытным путем должна быть обнаружена индивидуальная «рабочая точка» — максимум характеристики «глубина обжатия — усилие на отрыв». Для этого изготавливают образцы для нескольких значений глубины обжатия и проводят их испытания на отрыв. Глубину, соответствующую максимальному усилию, вносят в конструкторскую документацию для выбора опрессовочного инструмента или оборудования. Для особо ответственных применений, например, в аэрокосмической технике, необходимо изготовить до 10 образцов для каждой глубины опрессовки, чтобы учесть статистический разброс параметров процесса.
Стандарты качества опрессовки проводов
Одним из первых государственных стандартов, нормирующих параметры обжимного соединения, можно по праву считать общепромышленный ГОСТ 23469.3-79 «Гильзы кабельные соединительные медные, закрепляемые опрессовкой. Конструкция и размеры». В соответствии с этим стандартом качество соединения обеспечивается правильным выбором сочетания «типоразмер гильзы — поперечное сечение проводника» и соблюдением формы и габаритов опрессовки, приведенных в приложении. Диапазон поперечных сечений токоведущей жилы, заделываемой методом опрессовки в эти гильзы, составляет 1–300 мм2.
Примерно в то же время в связи с началом использования в авиационной технике малогабаритных соединителей с обжимными контактами СНЦ23, ОНЦ-БГ(СГ), СНО 49(50) и ОНП-ВС-53/54/68 был разработан отраслевой стандарт ОСТ 1 03867-77. Согласно этому ОСТу, качество соединения обеспечивается стандартизированным обжимным инструментом, для которого периодически производится проверка схождения пуансонов. Во избежание как недостаточной, так и избыточной опрессовки контроль схождения пуансонов должен выполняться с использованием двух типов калибров — проходного и непроходного. Стабильность параметров технологического процесса должна дополнительно контролироваться изготовителем при периодических испытаниях, проводимых по ОСТ 1 00822-88 на не менее чем трех образцах. При этом испытания должны включать контроль и разрывной прочности, и переходного сопротивления.
Аналогичные подходы к процессу опрессовки описаны и в ОСТ 1 03868-77 «Заделки бортовых электрических проводов в муфты сращивания методом обжатия» и ОСТ 1 03874-77 «Заделки бортового электропровода марки БСА в наконечники методом обжатия».
Стандарт ОСТ 1 031816-78 «Заделка электропроводов в наконечники методом холодного обжатия. Типы, основные размеры и технические требования» устанавливает дополнительно и нормативы стойкости обжимных заделок монтажных проводов к периодическим механическим воздействиям: синусоидальной вибрации и механическим ударам. Важно отметить, что в соответствии с этим стандартом требования к силе отрыва и переходному сопротивлению для проводов с защитным покрытием токоведущей жилы на основе серебра, олова и оловянно-свинцовых сплавов существенно жестче, чем для проводов с никелевым покрытием токоведущей жилы.
В связи с высокими требованиями к надежности бортовых кабелей и жгутов авиационной техники описанные ОСТ регламенты были взяты на вооружение и производителями другой техники.
Зарубежные стандарты также разделяют требования к обжимным соединениям в изделиях общепромышленного применения и в технике специального назначения.
Стандарт IPC/WHMA-A-620A был разработан Ассоциацией производителей электрических жгутов. Этот документ является универсальным, то есть применим как изделиям общего применения, так и высоконадежной технике. Для этого все изделия разделены на три класса.
Класс 1 — изделия общепромышленного применения с умеренными требованиями к надежности, отказ которых не приводит к значительному материальному ущербу.
Класс 2 — изделия общепромышленного применения, для которых длительный срок службы является желательной характеристикой, обеспечивающей конкурентные преимущества. Отказ этих изделий может привести к простою дорогостоящего оборудования, но не к человеческим жертвам.
Класс 3 — высоконадежные изделия или части, неисправность которых приводит к критическому отказу основного изделия с катастрофическими последствиями. К данному классу относятся изделия общепромышленного применения с крайне высокой стоимостью простоя. В первую очередь разделы стандарта описывают требования к внешнему виду идеальной заделки (рис. 2).

Рис. 2. Идеальный вид обжимного соединения (IPC/WHMA-A-620A)
Далее следуют изображения допустимых отклонений (рис. 3). При этом некоторые отклонения могут быть допущены для более низких классов изделий, но исключены для изделий с высокими требованиями к надежности.

Рис. 3. Приемлемые отклонения обжимных соединений (IPC/WHMA-A-620A)
Третий класс изображений — однозначно отклоняемые дефекты, которые недопустимо снижают надежность электрожгута (рис. 4).

Рис. 4. Признаки дефектного обжимного соединения (IPC/WHMA-A-620A)
Таким образом, служба качества производителя может гибко варьировать критерии приемки в зависимости от класса изготавливаемого продукта. Кроме контроля по внешнему виду, этот стандарт предусматривает выполнение испытаний на отрыв провода.
Как в РФ, так и за рубежом наиболее жесткие регламенты качества обжимных соединений существуют в отраслях с исключительными требованиями к надежности — в авиации и космической технике. Как пример можно привести стандарты космических агентств ECSS-Q-ST-70-26C (стандарт Европейского космического агентства) и NASA-STD 8739.4A (стандарт Национального управления по аэронавтике и исследованию космического пространства США).
Стандарт ECSS-Q-ST-70-26C приводит требования ко всем факторам, которые могут оказать влияние на надежность обжимного соединения: качеству производственной среды, инструменту, материалам, документации, процедуре выполнения операции и испытаниям продукции. В дополнение к требованиям прочности заделки документ предусматривает и металлографические исследования шлифов обжимных соединений (рис 5).

Рис. 5. Вид микрошлифов качественного обжимного соединения (ECSS-Q-ST-70-26C)
Исследование микрошлифов производят при увеличении не более 400×. Проволоки токоведущей жилы на микрошлифе должны быть уплотнены и деформированы в поперечном сечении (рис. 6). Пустоты не должны занимать более 10% от площади внутри гильзы хвостовика. Трещины на стенках гильзы не допускаются.
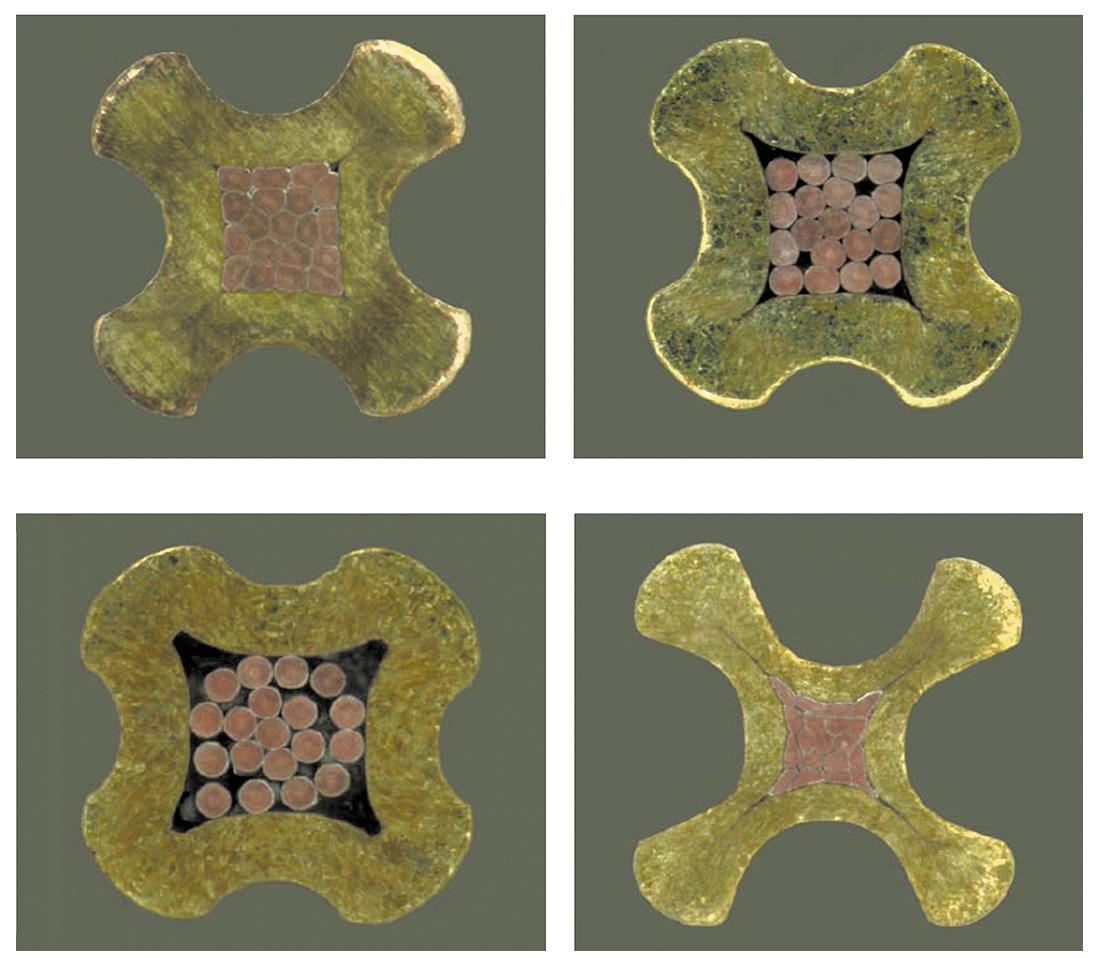
Рис. 6. Критерии качества обжимного соединения при анализе микрошлифа:
а) идеальный вид микрошлифа;
б) допустимо (пустот <10%);
в) брак (недостаточное обжатие);
в) брак (избыточное обжатие)
Стандарт NASA-STD 8739.4A посвящен изготовлению электрожгутов в целом, и обжимным соединениям в нем отведена только одна глава. Интересно, что в качестве предпочтительного результата испытаний на разрушение заделки стандарт устанавливает обрыв токоведущей жилы за пределами зоны обжима. Обрыв токоведущей жилы в зоне обжима является следствием избыточной опрессовки, поэтому признается недопустимым. Таким образом, если два образца при испытаниях на отрыв показали одинаковые результаты с точки зрения усилия, но первый провод был вытянут из гильзы, а второй оборвался за ее пределами, то процесс изготовления второго образца считают предпочтительным.
Несмотря на то что указанные зарубежные стандарты не действуют на территории РФ, накопленный их создателями опыт имеет высокую ценность и отдельные требования могут быть перенесены в технологическую документацию заинтересованных предприятий.
Ручной инструмент и оборудование для опрессовки
С момента разработки обжимных контактов, наконечников и муфт традиционным средством для заделки в них провода считался обжимной ручной инструмент (рис. 7).

Рис. 7. Виды ручного инструмента для заделки проводов методом обжатия
Храповый механизм качественного инструмента не позволяет обжимным пуансонам раскрыться до их смыкания на нормированное расстояние. Это предохраняет соединения от недостаточной опрессовки, снижая влияние человеческого фактора при монтаже электропроводки с высокими требованиями к надежности. Менее качественный инструмент, предназначенный для выполнения электромонтажных работ на общепромышленном оборудовании, такого механизма не имеет, и полноту опрессовки контролирует непосредственно исполнитель.
Ручной обжимной инструмент обладает двумя основными недостатками:
- усилие, которое может быть создано кистью человека, ограничивает поперечное сечение проводов, заделываемых методом обжатия вручную;
- установка провода в контакт с его последующей опрессовкой — относительно трудоемкая операция, особенно на жгутах, содержащих тысячи таких соединений.
Первый недостаток иногда компенсируют, встраивая в обжимной инструмент гидравлический механизм для повышения усилия опрессовки. Минусы такого решения — громоздкий инструмент и повышенная трудоемкость выполнения опрессовки.
В то же время в условиях рыночной экономики актуальным требованием остается непрерывное снижение себестоимости при сохранении качества продукции. Традиционный инструмент обеспечения этого — внедрение механизированных и автоматизированных решений на современных электромонтажных производствах.
Простейшее решение — использование прессов с автоматической подачей обжимного наконечника из ленты. В качестве примера можно привести полуавтоматическое оборудование итальянской компании Mecal S.r.l (рис. 8). Ее продуктовая линейка, предназначенная для заделки проводов в контакты, включает:
- прессы с полностью электрическим приводом, развивающие усилие 1,5–25 т,
- оборудование для зачистки изоляции проводов с поперечным сечением до 3 мм2 и установки на них наконечника за одну операцию
- оборудование для заделки методом опрессовки четырехпроводных высокоскоростных линий передачи данных.

Рис. 8. Прессы Mecal
Однако иногда и производительности полуавтоматического опрессовочного оборудования бывает недостаточно для решения производственных задач изготовителей жгутовой продукции. Поэтому для крупносерийных жгутовых производств, ориентированных на выпуск электропроводки для автомобильной промышленности или бытовой техники, можно рекомендовать приобретение автоматических линий, выполняющих все операции от резки провода до установки обжимных контактов.
Ярким представителем такого оборудования является последняя модель Crimp Center 64 от компании Schleuniger (рис. 9). Эта полностью программируемая автоматическая линия предназначена для обработки широкого ряда проводов с поперечным сечением 0,05–6 мм2. Кроме резки провода в размер и зачистки изоляции она позволяет выполнять опрессовку контактов (в том числе двух проводов в один контакт), подкручивание проволок, лужение проводника и установку уплотнителей. Производительность машины в зависимости от длины заготовки и количества выполняемых операций составляет 2900–5600 заготовок/ч.

Рис. 9. Автоматическая линия обработки провода Schleuniger Crimp Center 64
Средства обеспечения и контроля качества обжимных соединений
Качество обжимных соединений, выполненных с использованием ручного инструмента, обеспечивается самим инструментом. Принцип его работы был описан выше. Автоматическое оборудование, как правило, имеет больше инструментов для своевременного обнаружения брака в текущем производственном задании.
Качество продукции, выпускаемой на линии Crimp Center 64, обеспечивается целым рядом встроенных контрольных модулей:
- монитора усилия опрессовки;
- монитора высоты обжимного соединения;
- измерителя усилия отрыва провода;
- монитора качества зачистки изоляции WireCam;
- монитора качества поверхности токоведущей жилы SmartDetect.
С помощью этих средств удается своевременно обнаружить отклонения параметров продукции от эталонных, снижая тем самым процент брака и непроизводительный расход материалов и комплектующих.
Как производство высоконадежной техники, так и крупносерийное производство жгутов общепромышленного применения немыслимы без периодических испытаний изготавливаемой продукции. Для обжимных соединений в ходе этих испытаний проводят углубленные исследование характеристик на ограниченной выборке изделий.
Основной тип испытаний для обжимных соединений — тестирование на усилие вытягивания. Для этого сегодня на рынке существует множество типов разрывных машин (Pulltesters), которые могут выполнить разрыв обжимного соединения, фиксируя при этом временной профиль приложенного усилия. Компания Schleuniger предлагает линейку из девяти разрывных машин, различающихся по мощности электрического привода и выполняемым функциям.
Самая простая модель PullTester 20 (рис. 10а) характеризуется прилагаемым усилием 0–500 Н с точностью 0,5% от предела шкалы и выполняет только один вид испытаний — натяжение провода «до отрыва».
Усиленная модель PullTester 28 (рис. 10б) выполняет тот же вид испытаний и характеризуется той же точностью измерений, но при этом имеет три измерительных поддиапазона: 0–2000, 0–5000 и 0–10 000 Н. Использование трех поддиапазонов позволяет снизить погрешность измерения усилия отрыва для проводов с малым поперечным сечением.
Модель средней мощности PullTester 26T (рис. 10в) имеет всего два поддиапазона (0–200 и 0–1000 Н), но при этом реализует пять схем проведения испытаний:
- испытания натяжением «до отрыва»;
- испытания «натяжение с усилием — ослабление»;
- испытания «натяжение с усилием — выдержка при заданном усилии»;
- испытания «натяжение с усилием — выдержка — натяжение до отрыва»;
- циклические испытания.

Рис. 10. Разрывные машины, выпускаемые компанией Schleuniger:
а) простая модель PullTester 20;
б) усиленная модель PullTester 28;
в) модель средней мощности PullTester 26T
Второй по значимости тип испытаний — исследование микрошлифов обжимных соединений.
Использование для этих целей системы Schleuniger Saw Inspect System 6 (рис. 11) позволяет выполнить:
- срез обжимного соединения с использованием карбидной дисковой пилы;
- травление среза;
- визуальное исследование микрошлифа;
- измерение его геометрических размеров с использованием микроскопа с фотокамерой, подключенной к персональному компьютеру;
- ведение базы данных всех результатов исследований в памяти персонального компьютера.

Рис. 11. Система исследования микрошлифов Schleuniger Saw Inspect System 6
Измерение переходного сопротивления помогает обнаружить скрытые дефекты, не выявляемые при испытаниях на отрыв провода. Методика выполнения измерений приведена в ОСТ 1 00822-88.
Последняя группа испытаний — это испытания на стойкость к климатическим и механическим воздействиям, предусмотренные отраслевыми стандартами РФ. Для таких испытаний используют стандартные климатические камеры, вибростенды и ударные стенды, обзор которых выходит за рамки настоящей статьи.
Заключение
В статье освещены далеко не все особенности технологии выполнения обжимного соединения, но это не означает, будто она представляет собой исключительную трудность. Напротив, сегодня многие предприятия имеют отработанную годами и квалифицированную технологию выполнения таких соединений. Однако технический прогресс непрерывно принуждает разработчиков выходить за рамки известного, осваивать передовые технологии и приемы работы с новыми материалами. Надеемся, что эта публикация поможет технологам предприятий повысить скорость внедрения новых технологий, способствующих повышению надежности продукции.
 1 сентября, 2021
1 сентября, 2021 20 октября, 2010
20 октября, 2010