
 отправка...
отправка...Современный подход к производству кабельных сборок и линий передачи информации
Для различных применений используются высокочастотные сборки на основе коаксиального кабеля. Такой кабель состоит из центрального проводника и экрана, расположенных соосно и разделенных изоляционным материалом или воздушным промежутком. Эти сборки предназначены для передачи радиочастотных электрических сигналов и отличаются от сборок на основе экранированного провода, применяемого для передачи постоянного электрического тока и низкочастотных сигналов, более однородным в направлении продольной оси сечением (форма поперечного сечения, размеры и значения электромагнитных параметров материалов нормированы) и применением более качественных материалов для электропроводников и изоляции. Коаксиальный кабель для ВЧ-сборок был изобретен и запатентован в 1880 году британским физиком Оливером Хевисайдом (Oliver Heaviside; 18 мая 1850 года — 3 февраля 1925 года). Можно выделить следующие типы коаксиальных кабелей (рис. 1):
- Гибкие. К ним относят кабели, выдерживающие до 50 000 перегибов и более. У таких кабелей экраном служит оплетка из тонких проволок. Подходят для передачи сигналов на расстояния, не превышающие 50 м.
- Полугибкие. Для повышения степени экранирования и уменьшения электрического сопротивления и, следовательно, затухания на изоляцию сначала накладывается металлическая фольга, а поверх нее используется оплетка.
- Полужесткие. Предусматривают сплошной сварной внешний проводник. В 95% конструкций этот проводник имеет спиральный или кольцевой гофр. Кабели этого типа характеризуются низким коэффициентом затухания и отличным экранированием. В зависимости от размеров и материала изоляции они могут обеспечивать передачу довольно большой мощности.
- Жесткие. Больше похожие на водопроводные трубы, чем на радиочастотные кабели, предназначены в основном для передачи сигналов большой мощности. Основой оболочки таких кабелей служит цельнотянутая медная или алюминиевая трубка.

Рис. 1. Различные виды коаксиальных кабелей
Основные сложности при работе с коаксиальными кабелями обусловлены следующими факторами:
- применение ручного труда и выборочный контроль качества при разделке;
- влияние человеческого фактора;
- применение инструмента, не предназначенного для работы с коаксиальными кабелями;
- несоблюдение технологии работы с коаксиальными кабелями, особенно в части соблюдения радиуса гибки при формовке;
- высокая трудоемкость при ручной формовке жестких и полужестких кабелей;
- низкая производительность;
- необходимость наличия высококвалифицированных сотрудников;
Для работы с гибкими, полугибкими и полужесткими коаксиальными кабелями широко применяется ручной инструмент и оснастка. В рамках настоящей статьи будет рассказано о современном оборудовании для частичной и полной автоматизации процесса производства высокочастотных кабельных сборок (ВЧКС).
Для начала рассмотрим основной технологический процесс производства ВКЧС, который включает следующие операции:
- мерная нарезка коаксиального кабеля;
- маркировка и установка этикеток (бирок);
- ступенчатая зачистка коаксиального кабеля;
- установка соединителей;
- контроль качества.
При выборе оборудования для мерной нарезки необходимо понимать, что существует два основных типа машин. Первый тип — машины мерной нарезки, которые позволяют нарезать коаксиальный кабель (провод, трубку, оплетку и прочие материалы) в размер в заданном количестве.
Среди машин мерной нарезки подобного плана следует особо выделить машины Schleuniger EcoCut3200 (рис. 2а) и PowerCut3700 (рис. 2б).
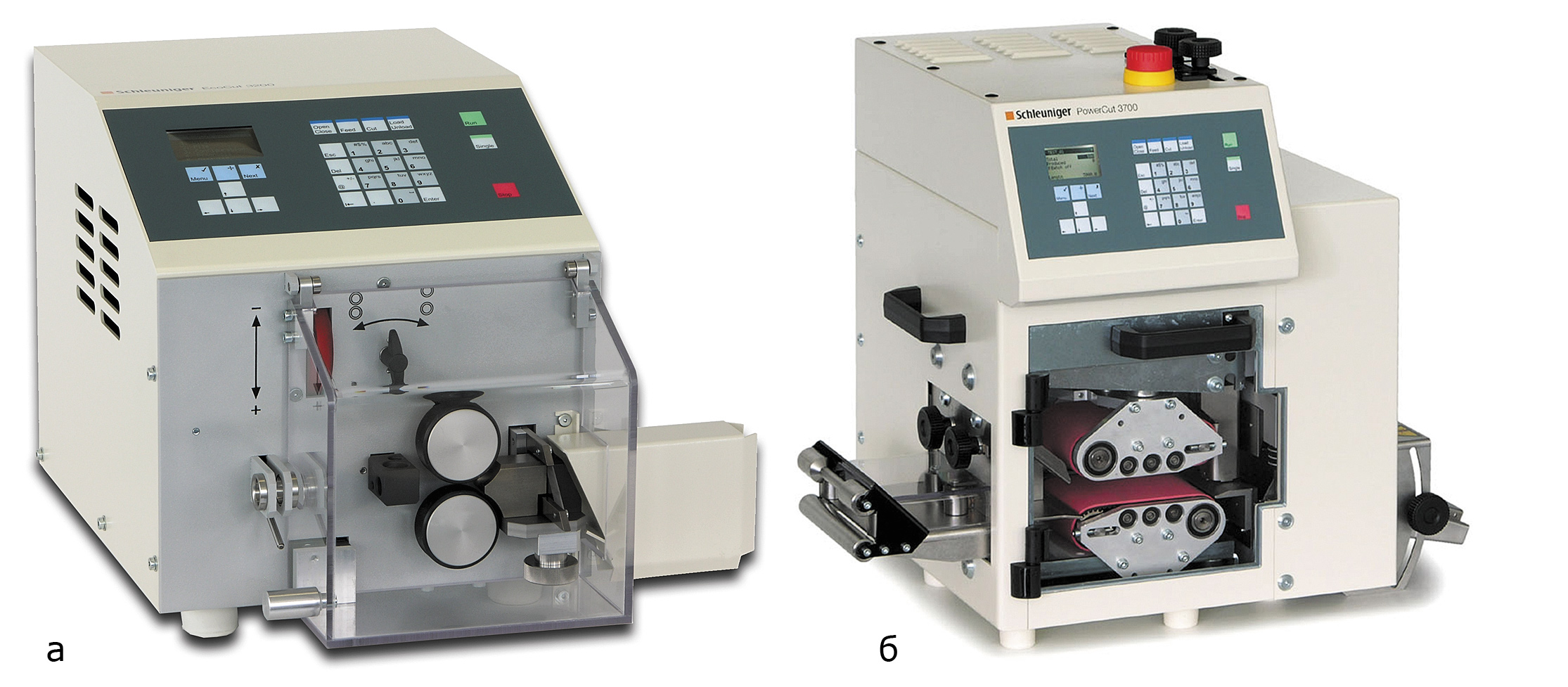
Рис. 2. Машины мерной нарезки:
а) Schleuniger EcoCut3200;
б) PowerCut3700
При использовании данных машин кабель может быть нарезан с точностью до 0,1 мм с максимальным диаметром до 25 мм и максимальным сечением до 70 мм2.
В связке с машинами мерной нарезки используют настольные машины для ступенчатой зачистки коаксиальных кабелей. Сегодня оптимальное по своим техническим и стоимостным характеристикам решение — это машины компании Schleuniger серии CoaxStrip (рис. 3). Данные агрегаты работают с широкой номенклатурой кабелей, включая микрокоаксиальные кабели, кабели c пропаянным экраном, и позволяют производить ступенчатую зачистку изоляции до 16 мм с максимальным количеством до 6 слоев (опционально до 9 слоев) с точностью хода ножа до 0,001 мм. Машины имеют возможность разделки экранов в виде гофротрубки, пропаянных экранов и экранов сложных конструкций. Дополнительно следует отметить, что все установки оснащены считывателем штрихкодов для быстрого выбора программ обработки кабелей и могут быть включены в систему управления производством «S-MES: Орбита» [1].

Рис. 3. Машины ступенчатой зачистки изоляции коаксиальных кабелей Schleuniger серии CoaxStrip:
а) CoaxStrip6380;
б) CoaxStrip6480;
в) CoaxStrip6580
Следующая линейка оборудования позволяет выполнять зачистку коаксиальных кабелей в процессе мерной нарезки. Уникальное решение для этой задачи — машины мерной резки и зачистки коаксиального кабеля Schleuniger MultiStrip9480MR (рис. 4) и Schleuniger MultiStrip9480RS, специально спроектированные для работы с большой номенклатурой коаксиальных кабелей и позволяющие с заданным уровнем точности и повторяемости производить мерную нарезку и ступенчатую зачистку.

Рис. 4. Машина мерной резки и зачистки коаксиального кабеля Schleuniger MultiStrip9480MR
Дополнительно следует отметить, что такая машина может быть оснащена опциями по контролю качества, в частности опцией по контролю касания ножами центральной жилы. Также с машиной могут быть интегрированы установки маркировки кабеля. Маркировка осуществляется в процессе протяжки кабеля от отдающего податчика до блока резки. В результате можно осуществлять маркировку с помощью численно-символьных текстов и штрихкодов. Доступные машины, позволяющие осуществлять маркировку на изоляции кабеля следующими методами:
- каплеструйная маркировка, стойкая к агрессивным средам;
- термотрансферная маркировка;
- лазерная маркировка и гравировка;
- горячее и холодное тиснение;
- оборачиваемая бирочная маркировка.
На рис. 5 представлен вариант маркировки кабелей на основе оборачиваемой маркировки, который может быть интегрирован в линию мерной нарезки и зачистки.
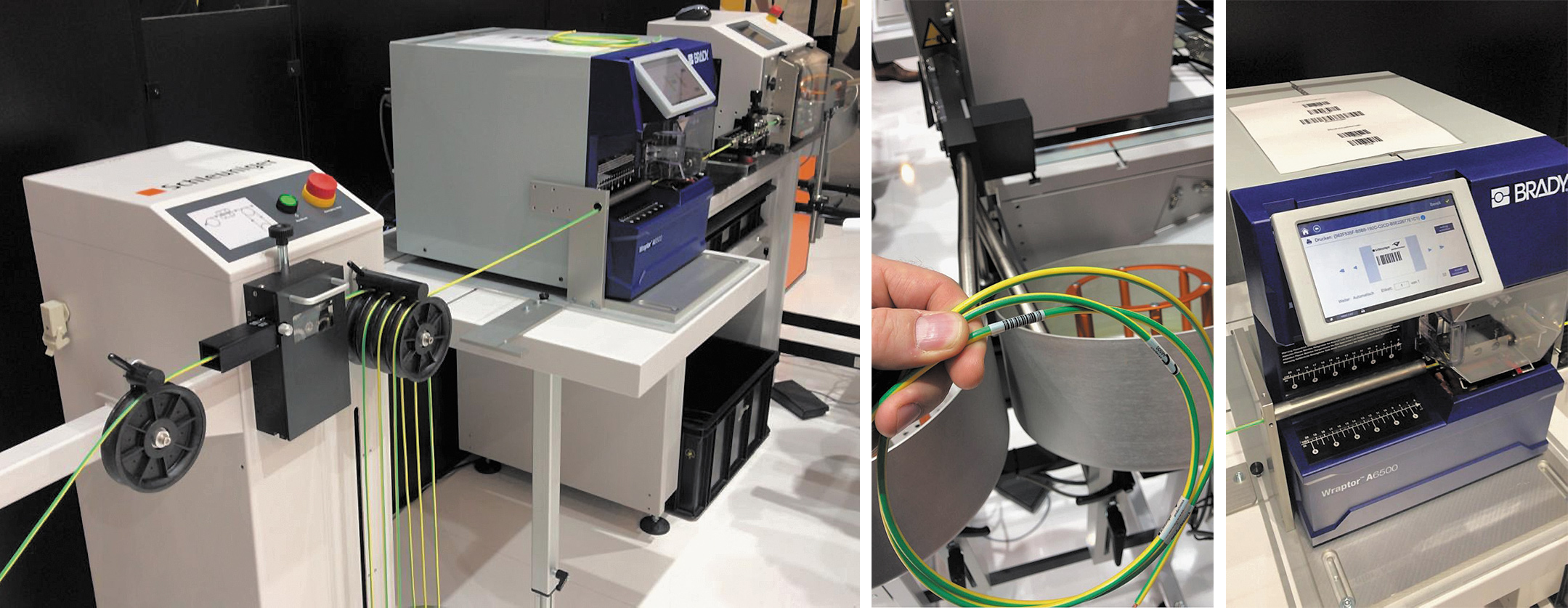
Рис. 5. Встроенная маркировка кабелей на основе установки Brady Wraptor A6500
Использование встроенной в линию маркировки коаксиальных кабелей позволяет существенно сократить трудоемкость изготовления заготовок проводов и повысить уровень технологичности. Применение штрихкодов на маркировке позволит добиться сквозной прослеживаемости каждой заготовки на протяжении всего технологического процесса изготовления ВЧКС с использованием системы управления производством «S-MES: Орбита».
Инновационным решением для полностью автоматизированного процесса изготовления ВЧКС является использование центра обработки коаксиальных кабелей Schleuniger CoaxCenter6000 (рис. 6), что позволяет производить мерную нарезку, ступенчатую зачистку, лужение, маркировку коаксиальных кабелей со 100%-ным контролем качества каждой заготовки и опрессовку центрального контакта (например, i-PEX и JCT).

Рис. 6. Автоматический центр обработки коаксиальных кабелей Schleuniger CoaxCenter6000
Особое внимание следует уделить проверке качества зачистки при эксплуатации такого оборудования. Основа проверки — технология QCam360 (рис. 7), основанная на использовании специализированных измерительных камер. Всего предусмотрено две камеры, каждая из которых отвечает за свою сторону заготовки. После ступенчатой зачистки дефлектор отклоняет кабель в зону камеры и производится мгновенное фотографирование и необходимые замеры. Вся информация поступает на сервер, может быть распечатана или выгружена в систему хранения данных. Использование этой системы позволяет зафиксировать такие параметры, как длина зачистки каждого слоя кабеля, отсутствие подрезания жилы, отсутствие замятия жилы и экрана, и прочие параметры.

Рис. 7. Технология QCam360 для постоянного контроля качества при использовании центра Schleuniger CoaxCenter6000
Дополнительно центр может быть оснащен станцией лазерной зачистки и использоваться для разделки проводов с фторопластовой изоляцией (например, провода МС, МГТФ) и повивом текстильного материала (например, провода МГШВ). Применение лазерной зачистки позволяет избежать подрезки центральной жилы при смещении жилы от центральной оси провода, что в свою очередь обусловлено технологией изготовления таких проводов.
Для работы с жесткими кабелями на основе медной и алюминиевой цельнотянутой трубки РК 50-1,5-22С, РК 50-1,5-22Т (ТУ 16‑505.804-82), РК 50-1-23С, РК 50-1-29 (ТУ 16-505.805-81), РК 50 2 25, РК 50-2-25C, РК 50-2-28, РК 50-2-29 (ТУ 16-505.806-81), РК 50-1,5-216 (ТУ 16.К 76-072-92), РК 50-3-28, РК 50-3-29 (ТУ 16-705.219-81), РК 37-0,6-21С (ТУ 16-705.300-83), РК 50-0,3-21С (ТУ 16 705.301-83), РК 50-0,6-25С (ТУ 16-705.302-83), РК 50-7-29 (ТУ 16-505.545-83) используется специализированное оборудование.
Основная задача при обработке таких кабелей — сохранить круглую форму внешней изоляции на основе цельнотянутой трубки, обеспечить ровный распил изоляции и центральной жилы и ступенчатую зачистку внешней изоляции и диэлектрика.
Для прецизионной мерной нарезки жестких кабелей может быть использована машина Winton Machine CTL-6S (рис. 8), которая имеет собственный блок протяжки и рихтовки кабеля и обеспечивает прецизионную нарезку кабелей диаметром до 6,35 мм. Нарезка осуществляется циркулярным диском, что обеспечивает постоянное качество и стабильность результатов.

Рис. 8. Машина мерной нарезки жестких кабелей Winton Machine CTL-6S на основе циркулярного диска
По окончании мерной нарезки жесткий кабель необходимо отформовать, при этом, как и на предыдущем этапе, важно сохранить круглую форму внешней изоляции и обеспечить формовку с нужным радиусом гибки. Для решения данной производственной задачи идеально подходит машина формовки (гибки) жесткого кабеля Winton Machine CX-6 (рис 9а) — она обеспечивает формовку в трех плоскостях для кабелей максимальным диаметром до 6,35 мм. Программы для формовки могут быть загружены из 3D-модели изделия в виде step-файла.
В дополнение к машине формовки для изготовления фаски на центральной жиле может быть использована машина Winton Machine Pointer (рис. 9б).

Рис. 9. Машины Winton:
а) гибки жестких кабелей Winton Machine CX-6;
б) изготовления фаски Winton Machine Pointer
Завершающим этапом при подготовке жесткого коаксиального кабеля к установке соединителя является зачистка. При этом в виду того, что изоляция такого кабеля представляет собой цельнотянутую трубку, необходимо использовать машину для ступенчатой зачистки с усиленным захватом кабеля, чтобы обеспечить точное позиционирование кабеля в процессе зачистки и сохранение круглой формы внешней изоляции.
Для выполнения такой задачи лучшим решением является машина ступенчатой зачистки жесткого кабеля Schleuniger Semi-rigid 1050 (рис. 10), предназначенная для работы с кабелем на основе цельнотянутой медной и алюминиевой оболочки, имеющая усиленный захват и оснащенная специализированными ножами. Опционально на машину устанавливается модуль для выточки фаски. Все программы могут храниться в памяти машины и быть экспортированы на USB-носитель.

Рис. 10. Машина ступенчатой зачистки жесткого кабеля Schleuniger Semi-rigid 1050
Применение данного оборудования позволит производить кабельные сборки на основе жесткого кабеля высочайшего качества. На рис. 11 представлены образцы жесткого кабеля.

Рис 11. Примеры готовых кабельных сборок на основе жесткого кабеля
В завершение первой статьи серии, посвященной современным решениям для изготовления кабельных сборок и линий передачи информации, хотелось бы отметить, что использование данного оборудования позволит существенно сократить трудоемкость монтажа подобных изделий, увеличить объем выпуска и вывести производство на лидирующие позиции в отрасли.
- Сидоров С., Полторыхин Д. Инновационный подход к роботизации производства кабельных сборок и жгутов // Технологии в электронной промышленности. 2019. № 1.
 1 сентября, 2021
1 сентября, 2021 30 апреля, 2024
30 апреля, 2024