
 отправка...
отправка...Применение конвекционного нагрева при монтаже и демонтаже электронных модулей
Введение
С повышением функциональной сложности электронных модулей растут проблемы монтажа компонентов (в особенности многовыводных корпусов BGA), который ведется с помощью шариковых выводов. Демонтаж многовыводных интегральных компонентов достаточно трудоемкий, и при этом важно учитывать температурный режим, так как длительное воздействие температуры может привести к выводу из строя и компоненты, и платы модуля [1]. Стоимость многослойной платы в десятки и сотни раз превышает стоимость интегральных компонентов.
Термические аспекты пайки электронных модулей включают два основных требования:
- Паяемые выводы компонентов и контактные площадки платы должны быть нагреты до температуры, достаточной для смачивания их припоем.
- Температура нагрева компонентов и плат в процессе пайки не должна вызывать их повреждение или влиять на рабочие характеристики.
Каждый тип электронного компонента имеет свои параметры процесса пайки: температуру нагрева и время. Поскольку в большинстве электронных модулей электронные компоненты имеют разные тепловые характеристики, то для того, чтобы соединить их в одной операции пайки, необходима оптимизация температурно-временного профиля процесса.
Уравнение нагрева для процесса пайки имеет вид [2]:

где TП — температура пайки; T0 — начальная температура; TИ — температура источника нагрева; t — время нагрева; τ — время теплоотдачи источника нагрева.
Время теплоотдачи источника нагрева определяется как:

где ρ — плотность материала; c — удельная теплоемкость; V — объем нагреваемого материала; α — коэффициент теплоотдачи; S — площадь, через которую осуществляется передача тепла.
Время теплоотдачи и время охлаждения после пайки могут отличаться в зависимости от скорости движения и состава теплоносителя [3]. Отногсительно температуры источника различают три вида нагрева в процессах пайки: умеренный, интенсивный и экстремально интенсивный. В первом случае температура источника нагрева близка к температуре пайки, при нагреве асимптотически достигается требуемая температура, и время пайки не критично и находится в определенном диапазоне значений. Во втором случае температура источника значительно превышает требуемую температуру пайки, нагрев происходит с высокой скоростью, и необходим точный контроль времени нагрева во избежание повреждения электронных компонентов. В третьем случае скорость нагрева очень высока (более 50 °С/с), поэтому велика вероятность повреждения электронных компонентов и необходимы меры по локализации и очень точному контролю времени нагрева. Для получения соединений высокого качества рекомендуется снижать интенсивность нагрева после расплавления припоя.
В зависимости от выбранной стратегии нагрева процесс пайки характеризуется различными температурно-временными диаграммами, которые позволяют инженерно-техническому персоналу правильно программировать работу паяльного оборудования, при этом обеспечиваются высокое качество паяных соединений и минимально возможная тепловая нагрузка электронных компонентов. Температурно-временная диаграмма, как правило, содержит три стадии: нагрева, выдержки при температуре пайки и охлаждения. На первой стадии скорость нагрева выбирают исходя из значений теплового сопротивления электронных компонентов и платы, а также с учетом температуры и времени активации флюса. На второй стадии время выдержки зависит от условий растекания припоя, заполнения припоем зазоров в соединениях и не превышает нескольких секунд. Скорость охлаждения паяных соединений выбирают из условия устранения образования трещин в соединениях при отвердевании припоя.
В мелкосерийном производстве на замену обычному паяльнику пришла термовоздушная паяльная станция, где оплавление припоя происходит под воздействием горячего воздуха, фокусируемого в зоне пайки с помощью термоинструмента. Применение сменных сопел позволяет паять различные типы компонентов в замкнутом пространстве методом конвекционного нагрева [4].
Современные паяльные термовоздушные станции имеют ряд существенных преимуществ:
- После завершения пайки происходит автоматическое охлаждение термоинструмента благодаря интеллектуальной системе охлаждения, которая замедляет отключение термофена при отключении питания и подает холодный воздух к нагревательному элементу.
- Они отличаются большей экономичностью по сравнению с монтажными паяльниками и широким диапазоном рабочих температур: +100… 500 °С.
- Демонтаж и монтаж SMD-компонентов на печатных платах осуществлять удобно, так как станции снабжены вакуум-пинцетом и имеют повышенную степень антистатической защиты.
К недостаткам конвекционного нагрева можно отнести возможность повреждения пластмассовых корпусов компонентов, потому что работа происходит при более высокой температуре, а также неравномерность температурного поля в зоне нагрева, увеличение времени пайки, вероятность возникновения перемычек и быстрое изнашивание паяльных головок.
Моделирование конвекционного нагрева
Для моделирования конвекционного нагрева применен программный комплекс Cosmos FloWorks (приложение программы трехмерного проектирования SolidWorks) [5]. В Cosmos FloWorks движение и теплообмен текучей среды моделируется с помощью уравнений Навье-Стокса, описывающих в нестационарной постановке законы сохранения массы, импульса и энергии среды. Кроме того, используются уравнения состояния компонентов среды, а также эмпирическая зависимость вязкости и теплопроводности компонентов от температуры. Этими уравнениями моделируются турбулентные, ламинарные и переходные течения. Переход между ламинарными и турбулентными течениями определяется критическим значением числа Рейнольдса.
Для моделирования используем уравнение состояния идеального газа:
![]()
где p — давление; V — объем; m — масса; T — температура; R — газовая постоянная.
Для реального газа необходимо учесть величину внутреннего давления, которое возникает вследствие межмолекулярного взаимодействия и пропорционально квадрату плотности газа [6]:

где a и b — постоянные Ван-дер-Ваальса.
Количество тепла, отдаваемого источником нагрева, равно:

где λ — теплопроводность воздуха, Вт/(м·К); S — площадь зоны нагрева, м2; t — время нагрева, с; ΔT = TИ–ТС — разность температур между источником тепла и окружающей средой, К; l — расстояние от источника тепла до поверхности, м.
Мощность источника нагрева P равна:

Для моделирования нагрева воздушным потоком необходимо задать граничные и начальные условия, такие как температура потока, материал насадки, печатной платы, скорость потока воздуха через насадку, температура окружающей среды. Зная мощность источника конвективного нагрева и расстояние от источника нагрева до отверстия сопла насадки термофена, можно определить распределение скорости воздушного потока (рис. 1) и его температуры (рис. 2а) внутри насадки термофена, а также получить распределение температуры по поверхности печатной платы (рис. 2б).
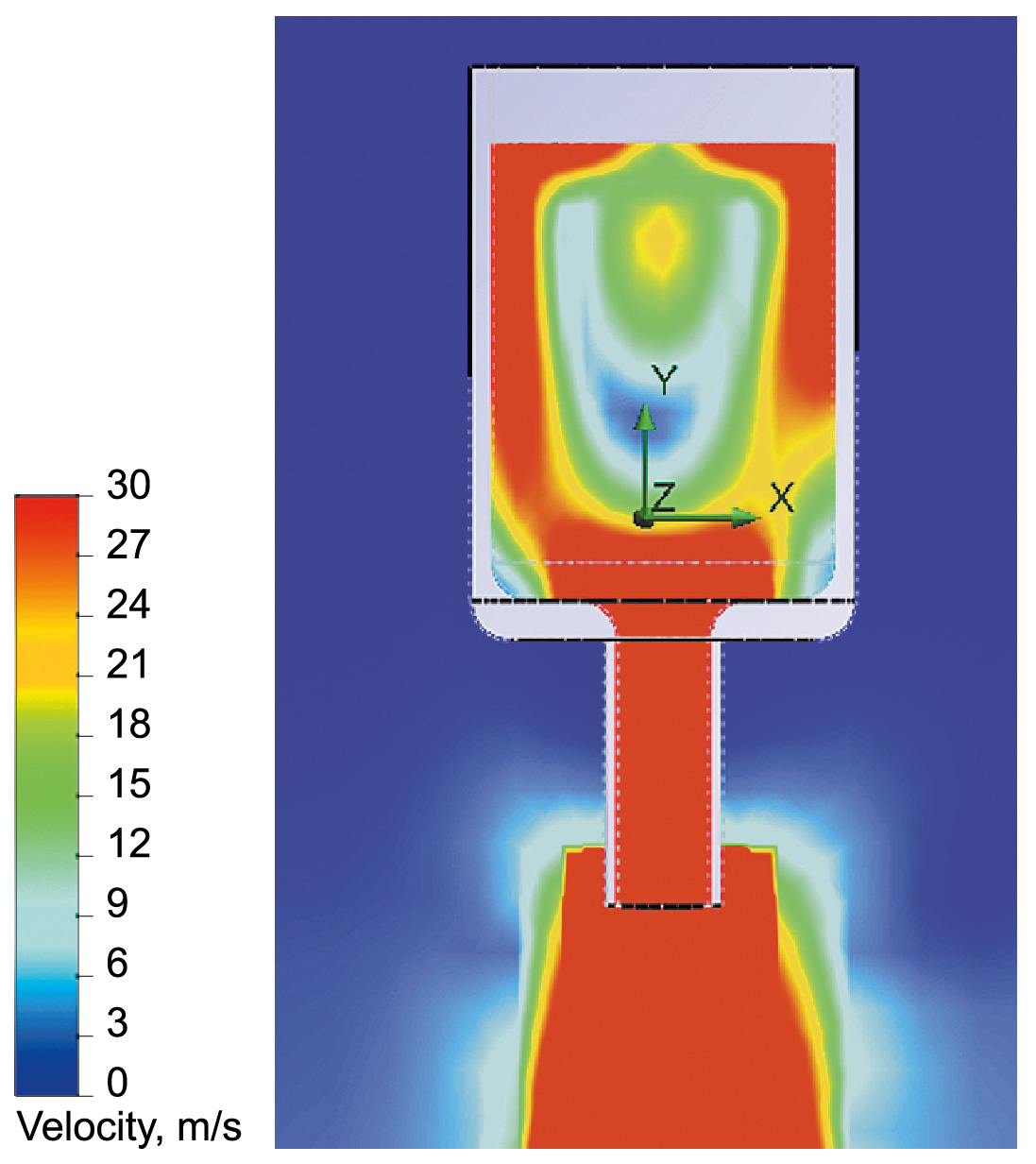
Рис. 1. Распределение скорости воздушного потока
Результаты моделирования теплового режима процесса пайки конвекционным источником нагрева дают представление о направлении воздушного потока в насадке термофена (как внутри, так и на выходе), распределении температуры и скорости потока. Руководствуясь этими данными, можно сконструировать насадку для любого типа корпуса интегрального компонента, при этом учитывая особенности протекания воздушного потока и распределение температуры.

Рис. 2. Распределение температуры воздушного потока в насадке термофена (а) и по поверхности платы (б)
Как видно на рис. 2, в насадке создаются турбулентные потоки, которые обусловлены ее конструктивными особенностями. Это приводит к появлению сопротивления потоку воздуха, проходящему через насадку, что существенно отражается на количестве переносимого тепла в зону пайки и, как следствие, росту температуры самой насадки. Следовательно, КПД термофена падает.
Температурные профили конвекционного нагрева
Термовоздушная паяльная станция Quick997, предназначенная для пайки горячим воздухом, имеет замкнутый контур контроля датчика температуры, отсутствие зависимости от величины воздушного потока, быстрый нагрев, цифровую индикацию температуры, точность и стабильность температуры в рабочей насадке (рис. 3а).
Регулируемый воздушный поток, умеренный обдув, простая и удобная регулировка температуры — все это позволяет проводить пайку бессвинцовым припоем. Индукционный датчик в рукоятке включает нагрев сразу после того, оператор возьмет паяльник в руку. После возвращения паяльника на подставку паяльная станция автоматически переходит в ждущий режим. Система автоматического охлаждения продлевает срок службы нагревательного элемента и защищает паяльную станцию.
В свою очередь термовоздушная паяльная станция AOYUE 852A используется в основном для ремонта и создания макетных образцов электронных модулей. Она оснащена различными сменными насадками для термофена и вакуумного пинцета, имеет цифровой контроль температуры и скорости воздушного потока (рис. 3б).

Рис. 3. Термовоздушные паяльные станции:
а) Quick997;
б) AOYUE 852A
Для контроля температуры в рабочей зоне пайки электронных модулей с высокой плотностью монтажа используют различные устройства термопрофилирования, которые способны сохранять в памяти множество различных профилей пайки, в том числе и для бессвинцовой технологии, а также производить запись термопрофиля с целью дальнейшей его оптимизации. Кроме термопар, которые крепятся к плате контактным методом и позволяют оценить температуру в отдельных точках, применяют приборы бесконтактного контроля температуры: пирометры или тепловизоры [7].
Так как для контроля температуры необходимо время, то пирометры устанавливают на штативе над исследуемой платой, а прицеливание осуществляют с помощью лазерных лучей, которые точно укажут место измерения и покажут диаметр пятна измерения. С помощью пирометров и тепловизоров улучшается оптимизация температурного профиля пайки, так как точность их высока, они имеют короткое время срабатывания и высокое температурное разрешение. Эти приборы также можно подключить к компьютеру, что позволяет обработать полученную информацию, строить динамические температурные диаграммы и загрузить данные в такие приложения, как Microsoft Excel и др.

Рис. 4. Схема исследования температурно-временного профиля пайки:
Для получения температурно-временных диаграмм в автоматическом режиме применен измеритель-ПИД-регулятор «ОВЕН ТРМ210», который подключен к переносному компьютеру Toshiba посредством встроенного интерфейса RS-485 и автоматического преобразователя интерфейсов USB/RS-485 «ОВЕН АС4» [8]. Структурная схема измерений температурного профиля нагрева приведена на рис. 4, а рабочее место термовоздушной пайки — на рис. 5.

Рис. 5. Рабочее место термовоздушной пайки
С помощью компьютера в пакете Excel получены температурные профили конвекционного нагрева при различных расстояниях от рабочей насадки до поверхности платы (рис. 6).

Рис. 6. Температурные профили конвекционного нагрева при различных расстояниях до поверхности платы:
1 — 2 мм;
2 — 4 мм;
3 — 8 мм;
4 — 12 мм
На основе температурных профилей вычислена удельная тепловая энергия, введенная во время процесса пайки, которая графически представляет площадь, ограниченную снизу линией ликвидуса припоя, а сверху — кривой «температура – время» [9]. Расчеты показали, что при малом расстоянии удельная тепловая энергия составляет +1604 °С/с, что недостаточно для эффективной пайки, а при расстоянии от 4 до 8 мм — +2375… 2500 °С/с, что является оптимальным вариантом. При увеличении расстояния свыше 8 мм удельная тепловая энергия снижается до +2250 °С/с.
Анализ температурных профилей показал, что оптимальное расстояние от зоны пайки до насадки термофена составляет 4 мм. В противном случае тепловой поток начинает искажаться в результате турбулентности, что приводит к существенному снижению эффективности нагрева, и поэтому процесс пайки при помощи термофена в открытом пространстве крайне сложно контролировать [10].
При конвекционном нагреве температурному воздействию подвергается не только сам компонент, но и область вокруг него. При демонтаже мелких SMD-компонентов (из-за низкой массы припоя на контактных площадках) можно использовать стандартные насадки с цилиндрическими соплами, поскольку время оплавления припоя и демонтажа компонента мало (5–10 с). Однако демонтаж компонентов с большим количеством выводов при высокой плотности монтажа компонентов на печатной плате осложняется тем, что возможны перегрев рядом расположенных компонентов и нарушение электрического соединения их выводов с контактной площадкой. В этом случае необходимо использовать экран либо специализированную насадку, которая позволит максимально быстро демонтировать компонент. На рис. 7 приведены температурные профили конвекционного нагрева при различной скорости воздушного потока.

Рис. 7. Температурные профили конвекционного нагрева при различной скорости воздушного потока:
1 — 90 л/мин;
2 — 60 л/мин;
3 — 50 л/мин;
4 — 40 л/мин;
5 — 33 л/мин
На рис. 7 показано, что при скорости 90 л/мин под соплом термофена происходит максимальное выделение тепла, поэтому для достижения наилучших результатов при демонтаже или монтаже необходимо этот поток направить на выводы компонента, уменьшив таким образом температурную нагрузку на корпус компонента и печатную плату. Для распределения воздушного потока используются специальные насадки, каждая из которых проектируется под определенный тип корпуса. На рис. 8 приведены температурные профили нагрева печатной платы при различном угле наклона рабочей насадки термофена.

Рис. 8. Температурные профили при различном угле наклона насадки термофена относительно платы:
1 — 90°;
2 — 60°,
3 — 30°
Оптимальный угол наклона насадки относительно платы составляет 60°. Температурные профили соответствуют значению температуры на контактных площадках. Поскольку теплопроводность у выводов компонента выше, чем у материала печатной платы (FR-4), и площадь нагреваемой поверхности гораздо меньше, следовательно, температура печатной платы в области нагрева будет ниже, чем у выводов компонента. Максимальная температура, воздействующая на расположенные рядом компоненты на расстоянии от 2 до 4 мм, не превышает +120… 130 °С, что не приведет к перегреву корпуса компонента и оплавлению припоя на его контактных площадках. На распределение температуры по поверхности печатной платы также влияет количество печатных проводников, наличие термобарьеров и длительность воздействия теплового потока (до 10 c), что в свою очередь обуславливается типом корпуса компонента.
Заключение
Конвекционный нагрев при монтаже и демонтаже электронных модулей с помощью термовоздушных паяльных станций отличается сложностью контроля температуры в нагреваемой зоне и неравномерностью прогрева контактных площадок многовыводных интегральных компонентов. При длительном воздействии высокой температуры это может привести к выводу их из строя. Анализ полученных результатов говорит о том, что процесс пайки горячим воздухом необходимо постоянно контролировать, поскольку изменение температуры очень сильно зависит от расстояния до нагреваемой поверхности, а также от угла наклона рабочего инструмента относительно нее.
Фактором, усложняющим процесс, является дозирование припоя при пайке, поскольку чем больше масса припоя в соединении, тем больше времени необходимо на его распайку, а значит, печатная плата дольше находится под воздействием температуры, что критично для ее электрофизических и прочностных характеристик. Использование бессвинцовых припоев, имеющих более высокую температуру плавления, усложняет демонтаж, так как при этом требуется с высокой точностью контролировать температуру в рабочей зоне.
При использовании газовых нагревателей для монтажа или демонтажа электронных компонентов предпочтительнее применять в качестве теплоносителя инертный газ, поскольку он переносит большее количество теплоты в рабочую зону, что способствует уменьшению времени температурного воздействия на печатную плату и не приводит к окислению выводов компонентов и контактных площадок при воздействии высокой температуры.
- Ли Н.-Ч. Технология пайки оплавлением, поиск и устранение дефектов: поверхностный монтаж, BGA,CSP и Flip-Chip технологии. М.: ИД «Технологии», 2006.
- Wassink K. R. J. Soldering in Electronics. Ayr: Electrochem. Public, 2002.
- Штенников В. Формирование температурного профиля конвекционной пайки // Технологии в электронной промышленности. 2008. № 6.
- Ланин В., Парковский В. Монтаж и демонтаж электронных компонентов // Компоненты и технологии. 2009. № 3.
- Прохоренко В. SolidWorks. Практическое руководство. М.: Бином-Пресс, 2004.
- John H. Heat Transfer Textbook: Databook. USA, 2008.
- Любимцев А. Измерение температуры горячего воздуха в термовоздушных паяльных станциях // Технологии в электронной промышленности. 2008. № 4.
- Ланин В., Парковский В. Применение конвективных и инфракрасных источников для монтажа электронных модулей // Электронная обработка материалов. 2009. № 6.
- Гроссман Г. Исследование микроструктур паяных соединений бессвинцовых BGA-компонентов, монтированных припоем олово – свинец // Технологии в электронной промышленности. 2008. № 2.
- Ланин В., Сергачев И. Температурно-временные профили пайки электронных модулей // Технологии в электронной промышленности. 2012. № 4.
 13 июля, 2021
13 июля, 2021 27 августа, 2021
27 августа, 2021