
 отправка...
отправка...Ремонтный центр FINEPLACER core plus
Перечислим технологические возможности, реализуемые на ремонтной станции Fineplacer Core Plus:
- монтаж/демонтаж, восстановление одиночного шарикового вывода или массива шариковых выводов;
- монтаж/емонтаж компонентов с выводами под корпусом;
- локальная трафаретная печать паяльных материалов на плату и печать непосредственно на компонент, с последующим переворотом;
- прецизионное дозирование паяльных материалов непосредственно на контактную площадку, с визуальным контролем данной операции при помощи видеосистемы;
- монтаж/демонтаж, замена выводов компонентов по технологии PoP;
- монтаж/демонтаж компонентов с выполненной подзаливкой по сторонам, в том числе требующих приложения значительного усилия отрыва;
- монтаж/демонтаж микрокомпонентов электронных изделий на гибком основании, изготовленных по технологии Chip-on-Flex, Chip-on-Glass, Chip-on-Board;
- монтаж/демонтаж светодиодов, в том числе с необходимостью защиты от повреждения линзы;
- монтаж/демонтаж крупных компонентов, выводных компонентов нестандартной формы, разъемов, электромагнитных экранов;
- замена CSP-кристаллов на дисплейных TFT-панелях.

Рис. 1. Внешний вид ремонтной станции Fineplacer Core Plus
В настоящее время в связи с усложнением изделий, применением корпусов QFN, MLF, повышением плотности монтажа проблема удобного и качественного ремонта данных изделий или мелкосерийного производства сложных плат становится все более актуальной. В оборудовании для ремонта, изготовленном компанией FINETECH, предусмотрена регулируемая подача горячего воздуха или инертного газа для верхнего и нижнего подогрева, что обеспечивает точность и повторяемость отработки температурных профилей согласно стандартам IPC/JEDEC, а также имеются уникальные технические решения для поддержания высокого качества и прослеживаемости технологического процесса при ремонте даже самых сложных и ответственных изделий. Основной нагрев печатного узла в области ремонта производится сверху конвекционным нагревателем. Нижний конвекционный подогрев предназначен для мягкой поддержки минимально необходимой температуры, чтобы предотвратить коробление печатного узла. Нижний нагреватель позволят максимально эффективно осуществлять равномерный регулируемый подогрев по всей площади печатного узла. Ремонтные станции Finetech являются единственными в своем классе установками с одновременно интегрированными системами автоматически регулируемой подачи инертного газа в область ремонта, бесконтактного эффективного удаления припоя, монтажным модулем с уникальной патентованной системой регулировки усилия, сверхнадежной видео- и оптической системой.
Традиционные ремонтные станции имеют стандартную систему подачи горячего воздуха, основанную на проходе воздуха через нагревательный элемент с последующим контролем его температуры на выходе из сопла при помощи термодатчика и организацией обратной связи, которая управляет мощностью нагревательного элемента. Основное отличие системы подачи горячего воздуха в ремонтных центрах Finetech состоит в том, что при помощи системы высокоточных термостойких управляемых клапанов горячий и холодный воздух смешиваются в специальной камере перед подачей в паяющую насадку. Температура регулируется изменением соотношения горячего и холодного воздуха по объему. Данная технология, запатентованная под названием COMIS V, позволяет получить моментальный переход между подачей горячего и холодного воздуха и повысить точность и повторяемость температурных профилей.
Далее приведен краткий обзор технических решений, предлагаемых компанией Finetech для проведения ремонта печатных узлов.
Бесконтактное удаление остатков припоя после демонтажа микросхем
Применение бесконтактного удаления остатков припоя позволяет снизить количество дефектов, связанных с отрывом контактных площадок от печатных плат, что приводит у в негодность дорогостоящих и ответственных изделий. Удаление припоя выполняется за один проход простым перемещением насадки для удаления припоя с включенным вакуумом (рис. 2), при работе верхнего и нижнего подогревателей для обеспечения мягкого нагрева печатного узла. Данная технология ремонта предназначена для ответственных изделий, где недопустим риск повреждения контактных площадок.

Рис. 2. Насадка для удаления припоя
Настройка необходимого для качественного удаления припоя зазора между насадкой и печатным узлом производится при помощи встроенной видеосистемы, которая дает увеличенное изображение и позволяет наблюдать процесс на мониторе управляющего компьютера.
Для того чтобы облегчить процесс удаления припоя, стол с платой оснащают специальной направляющей для перемещения строго по прямой (рис. 3).

Рис. 3. Направляющая для перемещения по столу строго по прямой
Локальная трафаретная печать
Для обеспечения качественного монтажа BGA-, QFP-компонентов желательно нанесение паяльной пасты. При не очень плотном монтаже (рассматривается каждый конкретный случай) имеется возможность локального нанесения паяльной пасты на печатную плату при помощи специализированных насадок для трафаретной печати. Совмещение трафарета при данной операции, так же как и при операции монтажа, осуществляется с помощью видео- и оптической системы совмещения изображений. При очень высокой плотности монтажа выполняется печать непосредственно на компонент или дозирование паяльных материалов, с облегчающей работу оператора видеосистемой. Данная возможность уникальна для машин подобного класса.
Тип корпуса, для которого необходимо нанесение пасты, определяется при заказе. Различные насадки для трафаретной печати на плату показаны на рис. 4.

Рис. 4. Насадки для трафаретной печати
Ремонт QFN
Плоские корпуса, такие как QFN (Quad Flat No-lead) или MLF (Micro LeadFrame), все чаще включают в изделия с плотным монтажом. Однако в отличие от BGA, QFN-компоненты не имеют шариковых контактов для SMD-монтажа — они должны быть припаяны к плате при помощи контактных площадок, расположенных на дне корпуса. Такая технология предъявляет более высокие требования к процессу монтажа по сравнению со стандартными SMD-компонентами.
Плотный монтаж делает процесс локального нанесения паяльной пасты на контактные площадки очень сложным или даже невозможным. Поэтому компания Finetech предлагает специальный модуль для прямой трафаретной печати непосредственно на компоненты. Данный процесс проиллюстрирован на рис. 5.
В настоящее время компания FINETECH начала выпуск нового поколения DCP-модулей с более простой и эффективной системой смены трафаретов. Смена трафаретов производится без применения специального инструмента. Для трафаретов опционально доступно нанопокрытие, позволяющее более качественно и эффективно наносить паяльный материал и повысить срок службы трафаретов.
Нанесение паяльной пасты также возможно произвести непосредственно на шарики BGA-компонентов — это значительно облегчает монтаж BGA-корпусов при применении смешанной технологии монтажа.

Рис. 5.
а) Внешний вид модуля непосредственной печати на компонент;
б) установка компонента в оснастку с фиксацией (микросхема фиксируется в специализированной оснастке для обеспечения его фиксации в устройстве для последующего переворота);
в) переворот оснастки с компонентом для проведения трафаретной печати;
г) нанесение паяльной пасты;
д) компонент с нанесенной пастой
Восстановление шариков BGA-компонентов
Для восстановления шариков BGA-компонентов применяется специализированная оснастка с трафаретом под необходимый тип корпуса и рамкой-держателем под данный корпус (рис. 6). При помощи верхнего нагревателя осуществляется оплавление шариков и их восстановление.

Рис. 6. Оснастка для восстановления шариков
При необходимости произвести восстановление одного или нескольких шариков BGA-компонентов используются специализированные насадки. Процесс восстановления проиллюстрирован на рис. 7.
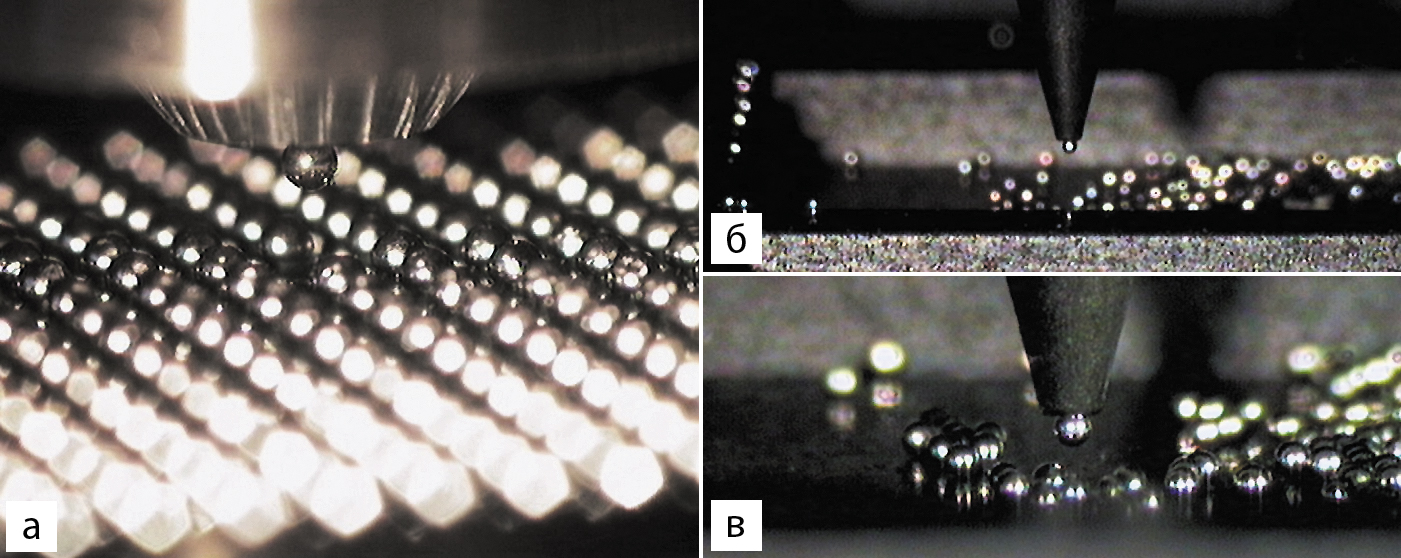
Рис. 7.
а) Удаление дефектного шарика при помощи специальной насадки;
б) флюсование шарика на стации флюсования (емкость с флюсом, закрепляемая в области сборки на монтажном столе);
в) захват шарика в специальную насадку, флюсование и установка на место
Монтаж/демонтаж компонентов 0201 и 01005
Технологический процесс состоит из следующих операций:
- демонтаж компонента по заданному температурному профилю при помощи специализированной насадки, в том числе при необходимости с интегрированной подачей инертного газа;
- очистка контактных площадок;
- дозирование или нанесение через трафарет паяльной пасты;
- оплавление по заданному библиотечному профилю при помощи той же, что и в операции демонтажа, насадки.
Камера бокового обзора для визуального контроля процессов ремонта
Уникальная система бокового обзора ремонтных центров Finetech позволяет осуществлять визуальный контроль всех процессов при проведении ремонтных манипуляций (рис. 8). С ее помощью можно контролировать качество нанесения паяльной пасты, процесс монтажа элементов, четко определяя момент оплавления припоя, а также проверить точность установки компонента непосредственно перед самой операцией — полностью ли оператор совместил выводы микросхемы и контактные площадки на печатном узле.

Рис. 8. Система бокового обзора
Камера закреплена на поворотном кронштейне и способна перемещаться на угол 230°, а также изменять угол наклона и расстояние между объектом и камерой.
Таким образом, концепция ремонта от Finetech позволяет получить высокую повторяемость проведения ремонтных работ, вне зависимости от сложности изделий и применяемых материалов и, соответственно, предоставляет возможность систематизировать обучение персонала.
Монтаж/демонтаж компонентов PoP
Корпус на корпусе (PoP) — технология монтажа микросхем, при которой компоненты с матричным расположением выводов устанавливаются друг на друга штабелем. При этом все корпуса, кроме верхнего, имеют контактные площадки на верхней стороне для установки следующего компонента. Данная технология позволяет обеспечить высокую плотность компоновки и является вариантом трехмерного монтажа.
Технологический процесс монтажа и демонтажа компонентов, использующих технологию PoP, напоминает технологию ремонта BGA, но имеет ряд отличий и сложностей:
- Необходим специальный механический зажим для качественного отделения компонента, без бокового смещения, с необходимым усилием.
- Высокая плотность укладки шариковых выводов <0,65 мм задает высокие требования к монтажному инструменту и контролю температуры.
- Для замены компонентов различной высоты и высоты слоев требуется специальный инструмент с изменяемой геометрией.
- Опасность воздействия на соседние компоненты при плотном монтаже.
- Общее количество возможных температурных воздействий ограничено из-за риска коробления.
- Необходим точный контроль усилия из-за риска деформации слоев.
Приведем последовательность ремонтных операций с модулем PoP на станции FINEPLACER Core Plus:
- Предварительный нагрев печатного узла до рекомендованной температуры, обычно +70…+80 °С.
- Аккуратный нагрев области пайки, не затрагивающий соседние компоненты, с использованием качественной паяльной насадки, изготовленной точно под размер компонента, с вакуумным держателем и дополнительным механическим захватом.
- Отрыв компонента от расплавленных шариков припоя при помощи специального захвата, активируемого вакуумом по команде оператора (рис. 9).
- Операция удаления припоя, производимая бережно и качественно без касания контактных площадок.
- Операция подъема компонента при помощи той же монтажной насадки с вакуумным держателем, операция флюсования и затем точное совмещение контактных площадок при помощи оптической системы, для каждого корпуса в вертикальном наборе.
- Заключительный этап — одновременное оплавление всех слоев компонента PoP.

Рис. 9. Отрыв компонента от расплавленных шариков припоя
Специальный модуль повышенного увеличения
Для работы с мелкими компонентами, где требуется повышенное увеличение, установка может быть оснащена модулем 10Х для повышения точности монтажа компонентов 01005 и 0201 (рис. 10).
Кроме того, данная система позволяет центрировать крупногабаритные элементы за счет системы зеркал, которые позволяют сдвинуть изображения краев компонента в центр картинки и произвести центрирование при большем увеличении.

Рис. 10. Модуль повышенного увеличения
Инфракрасный датчик старта процесса
Для облегчения процесса ремонтных работ установка может быть укомплектована инфракрасным датчиком температуры (рис. 11), который позволяет автоматически начать процесс отработки температурного профиля по достижении заданной температуры платы.

Рис. 11. Инфракрасный датчик температуры
Модуль подключения азота
Для повышения качества пайки и уменьшения количества пустот в паяных соединениях ремонтный центр Core может быть оснащен модулем подключения азота. При этом расход азота будет небольшим, поскольку азот включается только в момент, заданный оператором программно. Обычно это необходимо на стадии оплавления.
Выводы
Таким образом, FINEPLACER core plus — универсальный, полностью конвекционный ремонтный центр, предназначенный для монтажа/демонтажа с контролируемым усилием компонентов от 01005 (в базовом комплекте от 0201) до сложных микросхем в корпусах BGA, QFP, QFN, MLF с габаритами до 50×50 мм, c возможностью проведения ремонтных операций в инертной среде.
Ремонтный центр предназначен для работы с печатными узлами с габаритами до 320×460 мм (в базовой комплектации).
Для обеспечения полного технологического процесса ремонта система может быть укомплектована:
- модулем бесконтактного удаления припоя за один проход над контактными площадками;
- инструментом для локального нанесения паяльной пасты на печатную плату индивидуально под компонент пользователя;
- специализированным модулем для трафаретной печати непосредственно на компоненты, с последующим их переворотом, для работы с корпусами QFN, MLF и т. д.;
- специальным модулем восстановления шариков как для одиночого вывода, так и для массива шариковых выводов при восстановлении шариковых выводов микросхем BGA;
- специализированной подвижной системой бокового обзора, позволяющей наблюдать за процессом монтажа/демонтажа, удаления припоя, восстановления шариков, вести непосредственную фото- и видеозапись процесса;
- системой подачи азота в область ремонта, с автоматическим включением в соответствии с программой;
- монтажными насадками, как универсальными, так и изготавливаемыми индивидуально под компонент пользователя, оснащенными одним или несколькими вакуумными захватами, и при необходимости дополнительными механическими приспособлениями, например специальным механическим захватом для обеспечения усилия отрыва компонента.
Программное обеспечение ремонтного центра Fineplacer Core позволяет создать условия прослеживаемости процесса для каждого печатного узла. Это реализуется благодаря возможности сформировать отдельный профиль для монтажа, демонтажа, удаления припоя, привязав такие профили к названию печатного узла и конкретной микросхеме.
 12 марта, 2026
12 марта, 2026