
 отправка...
отправка...Методы автоматической маркировки проводов и кабелей на технологической линии
Для чего нужна маркировка
Маркировка нужна для идентификации отдельных проводов и кабелей на протяжении всего срока службы изделия — от первоначальной сборки и испытаний до обслуживания и ремонта через много лет эксплуатации. Основные требования к маркировке — разборчивость, долговечность и стойкость к истиранию. Поэтому метод маркировки должен соответствовать условиям эксплуатации изделия.
Основные цели маркировки:
- Идентификация концов. Самый распространенный тип маркировки — концевая маркировка. Она позволяет четко идентифицировать место подсоединения провода или кабеля на клеммной колодке, разъемном соединителе и т. д. Концевая маркировка позволяет предотвратить перепутывание проводов при изготовлении жгутов, а также при сборке, испытании, обслуживании и ремонте изделий.
- Обеспечение прослеживаемости. Во многих отраслях требуется обеспечить прослеживаемость компонентов и узлов изделия. Для этого на каждый провод или кабель могут наноситься логотипы компаний, серийные номера и коды дат. Особенно часто это делается в дорогостоящих узлах, прошедших электрические и другие испытания. В случае отказа или гарантийной рекламации можно найти исходный протокол испытаний конкретного узла, воспользовавшись уникальным кодом.
- Штрихкодирование. Ряд методов маркировки позволяет печатать штрихкоды непосредственно на проводах или кабелях либо на этикетках, которые крепятся к ним. На практике штрихкоды используются при диаметре провода или кабеля не менее 2,5 мм, так как при меньшем диаметре сканер может оказаться не в состоянии считать штрихкод. Перед внедрением штрихкодов следует всегда изготавливать опытные партии.
- Нанесение логотипов. Некоторые компании предпочитают снабжать свои кабельные сборки собственным логотипом, фирменным наименованием или другим уникальным отличительным знаком. Большинство методов маркировки (кроме горячей штамповки) обеспечивает такую возможность.
Маркировка и повышение производительности
Эффективное изготовление жгутов
Маркировка проводов и кабелей может быть экономически эффективной мерой, особенно в условиях мелкосерийного многономенклатурного производства — например, при изготовлении проводных жгутов по одному. Полностью интегрированные автоматы для обработки провода, управляемые с персонального компьютера (ПК), позволяют изготовить необходимый комплект проводов для одного жгута. Все провода обычно укладываются в лоток или сборщик проводов. Без маркировки трудно было бы идентифицировать отдельные провода и их назначение. При наличии концевой маркировки на каждом проводе оператор легко найдет начальную и конечную точки при выкладке проводов на стенде для изготовления жгутов. Если маркировка отсутствует, оператор сначала должен идентифицировать каждый из проводов (по общей длине, цвету, длине зачистки, типу зажимов и т. д.), а затем по электрической схеме или таблице определить, куда должны идти оба его конца. Маркировка на концах каждого провода или кабеля подобна инструкции по прокладке провода, которая всегда под рукой.
Одноцветные или многоцветные провода
Ключ к успеху в условиях мелкосерийного многономенклатурного производства — сокращение времени переналадки оборудования до абсолютного минимума. При обработке провода на каждую смену цвета провода может уходить от одной до нескольких минут. Уменьшив количество цветов провода с десяти до одного, удается снизить частоту переналадки, а с нею и трудозатраты на 90%. Использование белого провода с этикетками вместо провода множества различных цветов (если это допустимо) дает весьма ощутимую экономию. В некоторых областях действуют стандарты и нормы, предписывающие применение провода конкретного цвета. Например, заземляющий проводник в электрическом оборудовании должен быть сплошного зеленого цвета или зеленого цвета с желтой полосой. Во многих других видах изделий и электрических цепей допустимы провода любого цвета. Если это разрешается производителем продукции, а также соответствующими стандартами и нормами, использование одного цвета вместо множества способно обеспечить и другие преимущества. Вот некоторые из них:
- Снижение частоты переналадки и, следовательно, затрат на оплату труда.
- Возможность оптовых закупок провода (на более крупных катушках или барабанах) по сниженной цене.
- Сокращение стоимости хранения провода.
- Все провода можно маркировать, используя один цвет чернил для каплеструйной печати или фольги для горячей штамповки.
- С более крупными катушками или барабанами менее выражен «эффект памяти» провода, что дает более единообразные результаты при обработке.
Если проводной жгут для конкретного изделия изначально проектировался в расчете на применение проводов различных цветов, то один из выходов — использовать только белый провод и печатать на нем название цвета. Например, красный провод можно заменить белым, на котором через каждые 8 см будет напечатано слово «RED» (англ. «красный»). Кроме того, на проводе можно напечатать номер цепи, чтобы отличать его от других белых проводов с обозначением «RED». Использование провода одного цвета (или небольшого количества цветов) с системой маркировки провода, встроенной в технологическую линию, экономит время и средства, особенно при мелкосерийном многономенклатурном производстве.
Концевая и сплошная маркировка
Как уже отмечалось, концевая маркировка применяется обычно для идентификации концов провода. Кроме концевой маркировки можно также использовать сплошную маркировку для указания той или иной дополнительной информации через заданные интервалы на протяжении каждого проводного или кабельного жгута. Обычно это артикул компонента, к которому идет провод, или номер соответствующей цепи. Как правило, он повторяется через каждые 8–15 см по всей длине провода. Это позволяет идентифицировать отдельные провода в любом месте при их обслуживании. Если какая-то отметка плохо читается, всего в нескольких сантиметрах от нее есть другая.
Маркировка на ходу
Подобно лазерной маркировке, маркировка каплеструйной печатью производится на ходу, то есть пока провод находится в движении. Преимущество состоит в том, что провод не нужно останавливать для маркировки, поэтому производительность автоматов для обработки провода снижается ненамного. Для сплошной маркировки лучше подходит каплеструйная печать или другие методы, не требующие остановки. При использовании этикеток, горячей штамповки и термопечати провод приходится останавливать, поэтому данные методы лучше применять только для концевой маркировки.
Программное обеспечение для управления списками проводов
В полной мере воспользоваться преимуществами автоматической маркировки проводов на технологической линии можно только при наличии программного обеспечения, предназначенного для управления списками проводов и руководящего действиями систем обработки и маркировки проводов. В таком программном обеспечении хранятся параметры обработки каждого изготавливаемого провода. Обычно это его типоразмер, длина, длина зачистки с обоих концов, текст и место маркировки. Программа управления списками проводов синхронизирует операции, выполняемые автоматами обработки и маркировки, обеспечивая в том числе автоматическую смену текста (в зависимости от применяемого метода маркировки). Все провода для конкретного жгута могут быть изготовлены последовательно без вмешательства оператора. Поскольку все функции синхронизированы, провод не идет в отходы при переходе к следующему пункту в списке проводов. Список проводов можно сортировать по размеру, типу и цвету. При таком способе оператор останавливает работу системы только для смены размера, типа или цвета провода.
Методы маркировки проводов
Горячая штамповка
Горячая штамповка — один из самых старых методов маркировки проводов (рис. 1).

Рис. 1. Маркировка провода методом горячей штамповки
Его достоинства заключаются в том, что он принадлежит к наиболее дешевым методам, а выполненная таким образом маркировка разборчива и долговечна (рис. 2).

Рис. 2. Маркировка трубок разного диаметра методом горячей штамповки
Помимо лазерной маркировки, этот метод относится к числу немногих позволяющих выполнять перманентную маркировку на тефлоновой изоляции. К тому же цвет фольги легко менять, что дает возможность печатать на изоляции любого цвета. Недостаток метода — необходимость останавливать провод на время выполнения операции горячей штамповки (длительность цикла около 1 с), что снижает производительность. Смена текста маркировки в большинстве систем делается вручную, а значит, горячая штамповка не слишком хороша для мелкосерийного многономенклатурного производства. Неверная установка параметров (температура, давление и время выдержки) может привести к повреждению изоляции. Некоторыми стандартами предписывается проверять целостность изоляции искровым методом после маркировки горячей штамповкой.
Этикетки
Возможности новых автоматов для маркировки этикетками включают как печать, так и нанесение этикеток, что позволяет использовать их в составе технологических линий по обработке провода. Они обеспечивают высокое разрешение (300 dpi и выше), а также печать многострочного текста. Как и в случае горячей штамповки, провод должен быть неподвижен в ходе процесса маркировки (длительность цикла 4–5 с), что опять-таки снижает производительность. В общем случае этикетки обходятся дороже, чем другие методы маркировки проводов. С другой стороны, возможность печатать логотипы, многострочный текст, штрихкоды и так далее на самоламинирующейся этикетке оправдывает повышенные затраты. Нанесение этикеток в ходе автоматической обработки провода на технологической линии гораздо менее трудоемкий процесс, чем их печать с последующим нанесением вручную.
Прямая термопечать
Прямая термопечать — относительно новый метод маркировки проводов, предусматривающий печать непосредственно на проводе или кабеле, а не на этикетке. Как и при горячей штамповке и маркировке этикетками, провод или кабель необходимо останавливать на время нанесения маркировки. Длительность цикла при этом несколько больше, чем при горячей штамповке (около 1–2 с). Преимущество термопечати перед этикетками — существенно меньшая стоимость в расчете на одну метку, так как не нужно закупать чистые этикетки. Особенностью данного метода является прокатка провода или кабеля, благодаря которой маркировка наносится на большую часть его окружности, чем было бы возможно в ином случае. Подобно горячей штамповке, при термопечати легко менять цвет фольги, что позволяет маркировать изоляцию любого цвета.
Каплеструйная печать
Для маркировки кабелей и проводов используются системы каплеструйной печати непрерывного действия (continuous inkjet, CIJ) (рис. 3). Представленные на рынке новые каплеструйные принтеры проще, производительнее и надежнее, чем их предшественники. Они предусматривают автоматический запуск и выключение, а также обеспечивают гораздо лучшее управление технологическим процессом. У них гораздо ниже расход растворителя в единицу времени, благодаря чему снижается интенсивность запаха и повышается качество воздуха.
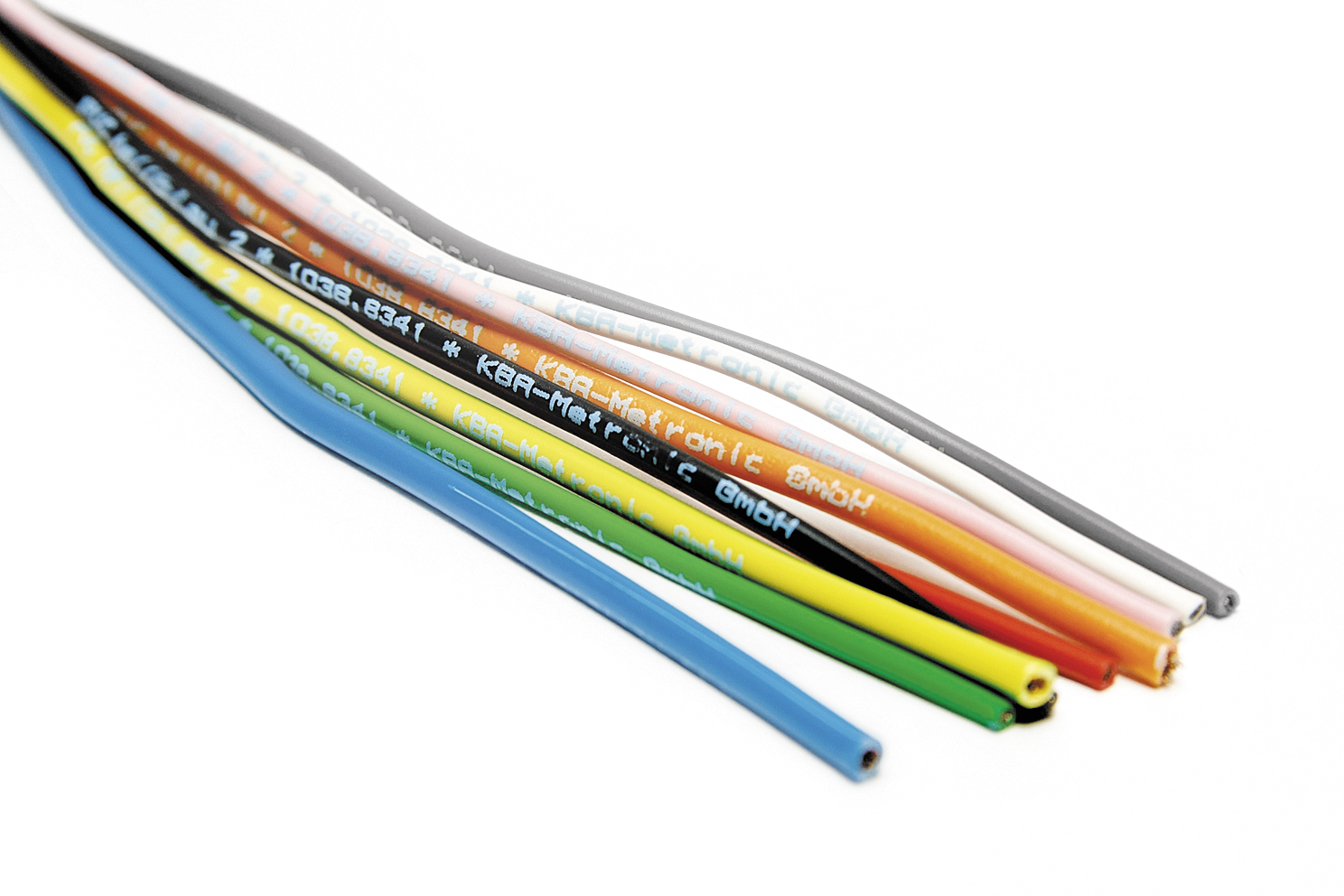
Рис. 3. Маркировка провода каплеструйным методом
Метод каплеструйной печати совместим с большинством материалов изоляции, кроме тефлона. Он позволяет наносить весьма долговечную и стойкую к истиранию маркировку на большинство разновидностей поливинилхлоридной изоляции. В любом случае целесообразно опробовать маркировку на образцах проводов, чтобы определить пригодность того или иного метода маркировки для конкретных целей (рис. 4). В зависимости от аппаратного и программного обеспечения системы пользователю доступны дополнительные функции. Например, можно подгонять размер шрифта под диаметр провода. Стандартная ориентация текста — горизонтальная, но ее не трудно сменить на вертикальную. С помощью специальных кодов реализуется автоматическая печать даты, времени или уникального серийного номера на каждом проводе, что пригодится для обеспечения прослеживаемости на производстве. В тексте применяется полужирное и курсивное начертание, а также подчеркивание. Полезная функция — зеркальное отображение (поворот текстовой строки на 180° с одного конца). Это иногда необходимо для того, чтобы текст маркировки был ориентирован одинаково на клеммной колодке (примером может служить проводная перемычка на панели управления).

Рис. 4. Маркировка провода малого диаметра каплеструйным методом
Специально для изготовления проводных жгутов разработаны новые составы чернил. Они позволяют повысить скорость движения технологической линии, долговечность маркировки и стойкость ее к истиранию и действию растворителей. Основные цвета — черный и белый, но можно использовать и другие оттенки. Черные чернила изготавливаются на основе красителя, а белые — на основе пигмента. Принтеры с чернилами на основе красителей более надежны, поэтому лучше всего за стандарт принять печать черными чернилами на проводе белого или другого светлого цвета.
Ассортимент типов изоляции, совместимых с каплеструйной печатью, можно расширить с использованием дополнительных технологических процессов, таких как предварительная плазменная обработка и ультрафиолетовое отверждение (последнее требует специальных чернил). Эти дополнительные процессы существенно повышают стоимость и сложность системы.
Лазерная маркировка
Для маркировки проводов можно использовать лазеры различных типов. Чаще всего в этих целях применяются ультрафиолетовые лазеры (УФ-лазеры). Маркировка УФ-лазером распространена главным образом в военной и авиационной промышленности. Данный метод позволяет наносить высококачественную, долговечную маркировку, в том числе на провода с тефлоновой изоляцией. Для получения удовлетворительных результатов необходимо, чтобы изоляция провода содержала достаточное количество диоксида титана (TiO2) — это нужно для изменения цвета изоляции.
К счастью, большинство типов изоляции, предназначенных для военной и аэрокосмической отраслей, содержит достаточно TiO2. Как и каплеструйная печать, лазерная маркировка выполняется в движении, чем достигается более высокая производительность по сравнению с горячей штамповкой и маркировкой этикетками. Лазерная маркировка провода в аппаратуре коммерческого назначения используется гораздо реже из-за плохой совместимости с применяемыми в ней типами изоляции (в частности ПВХ). Стоимость систем лазерной маркировки находится в диапазоне от $100 000 до $500 000 и выше. Дорогие системы обеспечивают более высокую производительность, а системы начального уровня обычно находят применение в мелкосерийном производстве и обслуживании.
Выбор оптимальной системы
С ростом сложности проводных и кабельных жгутов все более важной становится правильная идентификация отдельных проводов и кабелей в процессе изготовления жгута, а также сборки, испытания и обслуживания изделия (рис. 5).

Рис. 5. Автоматическая линия мерной резки, зачистки и нанесения маркировки на основе машины Omni Strip 9450
Существует множество методов маркировки, у каждого из них есть свои преимущества и недостатки (таблица). Чтобы выбрать оптимальную систему для конкретного заказчика и применения, необходимо всесторонне проанализировать целый ряд факторов, включая следующие:
- применимые стандарты и нормы;
- типы изоляции, подлежащие маркировке;
- информационное содержание маркировки (количество символов, наличие логотипов и т. д.);
- типичный размер партии;
- скорость обработки;
- стоимость в расчете на одну метку.
|
Метод маркировки |
Длительность цикла, с |
Плюсы |
Минусы |
|
Горячая штамповка |
1 |
Наименьшая стоимость системы |
Необходимость остановки провода |
|
Возможность маркировки проводов с тефлоновой и тефзеловой изоляцией |
Размер шрифта на маркировочном диске должен соответствовать диаметру провода; смена дисков затруднена |
||
|
Наличие маркировочной фольги множества цветов, легкая смена фольги |
Возможность повреждения изоляции при неверных настройках |
||
|
Весь диапазон алфавитно-цифровых символов |
Радиус кривизны шрифта на маркировочном диске должен соответствовать радиусу провода в случае тонких проводов |
||
|
Этикетки |
4–5 |
Разрешение печати 300 dpi |
Необходимость остановки провода |
|
Возможность многострочной маркировки |
Увеличенная длительность цикла по сравнению с другими методами |
||
|
Печать и нанесение этикетки за один цикл |
Повышенная стоимость в расчете на одну метку |
||
|
В продаже имеется множество размеров и типов этикеток |
|
||
|
Самоламинирующиеся этикетки обеспечивают защиту маркировки |
|
||
|
Возможность печати штрихкодов и логотипов |
|
||
|
Прямая термопечать |
1–2 |
Разрешение печати 300 dpi |
Необходимость остановки провода |
|
Возможность многострочной маркировки |
Требуется перенастройка нескольких параметров при смене задания |
||
|
Маркировка непосредственно на проводе или кабеле |
|
||
|
Возможность печати штрихкодов и логотипов |
|
||
|
Каплеструйная печать |
0 |
Маркировка на ходу |
Смена цвета чернил затруднена |
|
Возможность маркировки большинства типов изоляции, кроме тефлона и тефзела |
Чернила и растворители на базе метилэтилкетона |
||
|
Возможность полной синхронизации с системой обработки провода |
|
||
|
В продаже имеются чернила множества цветов |
|
||
|
Возможность маркировки широкого диапазона размеров провода и кабеля |
|
||
|
Возможность печати штрихкодов и логотипов |
|
||
|
Лазерная маркировка |
0 |
Маркировка на ходу (только в дорогостоящих системах) |
Наивысшая стоимость системы |
|
Возможность маркировки проводов с тефлоновой и тефзеловой изоляцией |
Ограниченный диапазон совместимых типов изоляции |
||
|
|
Низкая производительность, кроме самых дорогих систем |
Согласно принципам бережливого производства идеальный размер партии равен единице. Полностью интегрированная система обработки и маркировки проводов позволяет по запросу изготовить отдельный провод или весь комплект проводов для сборки одного жгута. Тем самым снижается объем незавершенных работ и достигаются все прочие преимущества непрерывного потока в производстве.
 11 декабря, 2021
11 декабря, 2021