
 отправка...
отправка...«Технологии, обеспечивающие будущее»
Эта тема постоянно освещается в печати и на всевозможных форумах [1, 2, 3], а потому здесь будет дан анализ лишь самых новых достижений, позволяющих существенно продвинуться в развитии технологии печатных плат — физической основы схемотехнических проектов электроники. К ним относится ряд основополагающих результатов освоения и подлежащих к освоению новых процессов:
- контроль и управление разбросом толщины меди по гальваническому окну в пределах ±10%;
- заращивание глухих отверстий медью;
- планаризация гальванической металлизации на поверхности в пределах ±3 мкм
- металлизация отверстий с соотношением диаметр отверстия/толщина основания 1/12–1/15;
- контроль усадочной деформации материала в процессе изготовления МПП;
- прецизионное травление рисунка проводников с возможностью воспроизведения ширины проводников/зазоров в реальном производстве — 70/100 мкм, в экспериментальном производстве — 25/25 мкм;
- прямое высокопроизводительное экспонирование рисунка проводников без применения фотошаблонов с возможностью оперативного управления масштабированием для компенсации усадочных деформаций.
Для реализации этих процессов используются новые физико-химические эффекты, показанные на рис. 1.

Рис. 1. Эффекты, используемые в новых процессах изготовления прецизионных печатных плат
Важным аспектом современного производства является максимальное устранение человеческого фактора — источника ошибок и конфликтов. Смысл данного принципа состоит в том, чтобы работник не имел контакта с заготовками плат. Для этого создана специальная тара — кассеты (рис. 2) и автоматическая линия обработки, от загрузки в линию листов базового материала до готовых плат или слоев МПП.

Рис. 2. Межоперационная тара, используемая в автоматической линии выгрузки материала из заводского пакета, при загрузке заготовок в тару, подготовке поверхности, ламинировании, экспонировании рисунка, проявлении, травлении, снятии резиста, отмывке, загрузке в контейнер
Существенное нововведение в технологию печатных плат — отказ от фотошаблонов с переходом на прямое экспонирование фоторезиста за счет использования цифровой фотолитографии. Данный процесс имеет следующие преимущества: сокращение времени на фотолитографию в 8 и более раз, повышение точности совмещения, возможность задать масштаб топологии для компенсации усадки на последующих операциях, компенсация масштабных искажений и коробления при привязке к существующим элементам заготовки, повышение технологического уровня (минимальный размер элементов/зазоров до 25 ±2,5 мкм). Кроме того, система автоматической фокусировки, заложенная в оборудовании цифровой фотолитографии, позволяет компенсировать коробления, разнотолщинность и кручение заготовок, автоматически совмещать слои с помощью видеокамер, масштабировать топологии «на лету», автофокусировать разнотолщинные и коробленые заготовки. В результате обеспечивается высокая точность совмещения (±5 мкм), смена задания за 10 с.
Используемая для прямого экспонирования система Apollon DI-11-4 (рис. 3) обеспечивает обработку заготовок с минимальной толщиной 25 мкм, точность совмещения 5 мкм, минимальный размер проводника/зазора — 0,025/0,025, автоматическую 2-ступенчатую очистку заготовок, автоматическую калибровку головок.

Рис. 3. Полностью автоматическая система прямого экспонирования Apollon DI-11-4
Для улучшения проектных норм (уменьшения размера контактных площадок) всегда камнем преткновения оставалась точность совмещения слоев в многослойных структурах. Для решения этой проблемы предназначена система управления совмещением, предложенная фирмой PrintProcess (Швейцария), возможности которой показаны на рис. 4.

Рис. 4. Система управления совмещением с помощью системы Targomat
Создание автоматической линии потребовало полной автоматизации процесса ламинирования. Этому условию отвечает автоматический ламинатор, способный наслаивать фоторезист на заготовки толщиной до 25 мкм с подачей воды в зону ламинирования (рис. 5).

Рис. 5. Автоматический ламинатор SmartLam Model 5200
Для уменьшения суммарной толщины многослойных печатных плат необходимо применение тонких материалов для формирования слоев. Ультратонкие 12-слойные печатные платы могут иметь толщину до 0,4 мм [4], и это дает им определенные преимущество в надежности, улучшении теплоотвода и т. д. В обычных конвейерных линиях обработка тонких слоев по известным причинам крайне затруднена не только при их транспортировке по роликовому конвейеру, но и из-за неравномерности травления (рис. 6).

Рис. 6. Следы роликов при обработке слоев в конвейерной линии
Для решения этой проблемы предложена и успешно применяется обработка тонких слоев в ламинарном потоке рабочих растворов, в которых заготовка не имеет контакта с транспортным конвейером (рис. 7).
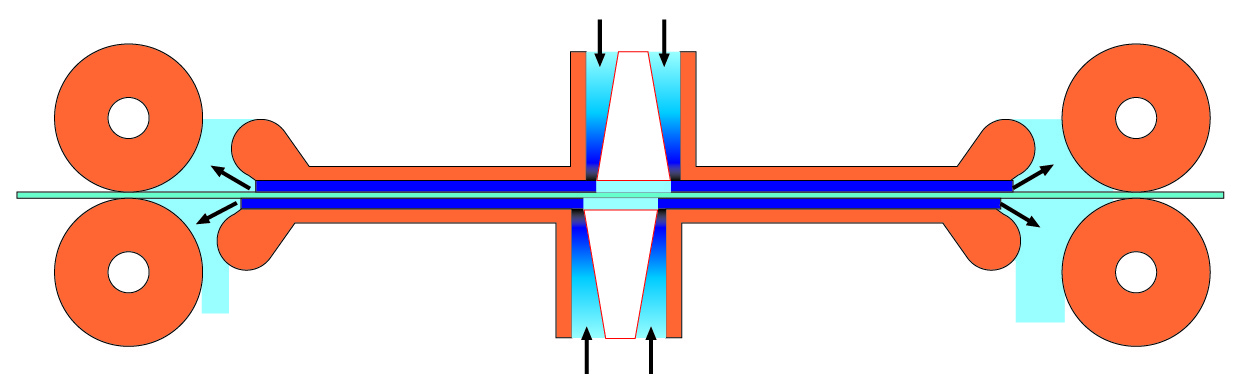
Рис. 7. Принцип обработки тонких слоев в ламинарном потоке рабочей жидкости
Преимущество данной технологии состоит в том, что ламинарный поток равномерно покрывает всю площадь заготовки, за счет этого проходят равномерные реакции обработки, требуется меньший размер процессной камеры, а для процесса травления создается возможность одновременной подачи газа и раствора в щелевую рабочую камеру.
Принцип обработки в ламинарном потоке используется в установке травления в газо-жидкостной фазе в кислом медно-хлоридном растворе с регенерацией травильного раствора. Для восстановления травящих свойств раствора применяется генерируемый в установке озон и выделение металлической меди (рис. 8).

Рис. 8. Схема травления с регенерацией OXIjet с использованием озона
Для предотвращения образования луж травящего раствора, как правило, используется щелевой отсос. Но при обработке тонких слоев заготовки прилипают к отсасывающей щели и тем самым перекрывают отсос. Система OXIjet радикально отличается от щелевых отсосов (аналогов в мире нет) тем, что отсос идет через губчатые прижимные валы (рис. 9).

Рис. 9. Система вакуумных прижимных валов в установке OXIjet
Компания ООО «Остек-Сервис-Технология» разработала систему непрерывной регенерации травящего раствора с поддержанием его параметров в узких пределах [5]. В установках Frezer Style + СЭМАР в сочетании с фронтальным направлением струй травящего раствора это создает эффект почти нулевого подтравливания рисунка: струи упираются в дно вытравливаемого рисунка, активируют и травят его и лишь скользят по боковым стенкам. Поскольку регенерационная система СЭМАР поддерживает раствор на грани способности к травлению, боковые стенки зазора пассивируются и не подвергаются травлению (рис. 10). В итоге при травлении рисунка платы в системе Frezer Style + СЭМАР фактор подтравливания имеет значения, близкие 1:6 (в обычных системах — в лучшем случае 1:2).

Рис. 10. Схема движения струй травящего раствора в системе Frezer Style + СЭМАР
Много проблем создает и необходимость формирования тонких отверстий в относительно толстых основаниях с соотношением диаметра сверления к толщине более 1:12 при диаметре отверстий до 0,1 мм (вплоть до 0,05 мм). Существуют несколько альтернативных методов формирования микроотверстий:
- Фотохимический способ: используются фоточувствительные диэлектрические материалы. Способ требует дополнительных процессов совмещения, экспонирования и проявления.
- Плазменное травление — травление в газовой плазме. Этот метод имеет ограниченную способностью травить медь и армированные диэлектрики.
- Лазерная абляция (далее «сверление») — процесс, применяющий энергию лазерного луча для испарения/удаления материала, в том числе и меди.
- Механическое сверление использует твердосплавные сверла диаметром вплоть до 50 мкм. В этом методе велика вероятность поломки сверла, сложность контроля глубины.
Из перечисленных вариантов практически рассматриваются только два: механическое или лазерное сверление (рис. 11).

Рис. 11. Схемы формирования микроотверстий лазером и механическим сверлением
Кроме разницы в сложности формирования микроотверстий, лазерное и механическое сверления отличаются надежностью межсоединений, если рассматривать площадь контакта отверстий с внутренними слоями, как показано на рис. 12.
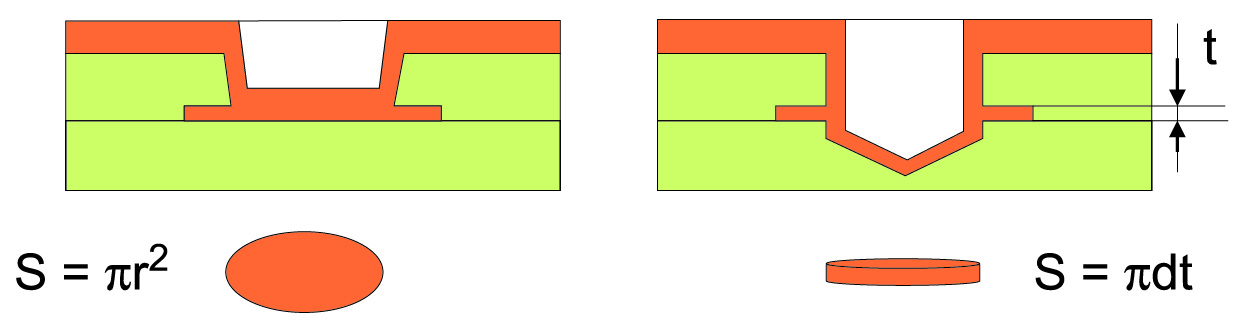
Рис. 12. Площадь контакта микроотверстия при лазерном формировании (слева) и механическом сверлении (справа)
Для механического сверления микроотверстий хороших успехов добилась фирма Posalux SA (рис. 13). В конструкции ее станков UltraSpeed использованы линейные приводы по всем осям, надежные системы базирования, а также материалы, имеющие одинаковые коэффициенты температурного расширения, обеспечивающие стабильность линейных размеров, что дает:
- точность сверления ±0,015 мм (при 6σ);
- точность позиционирования ±0,005 мм (при 6σ);
- повторяемость ±0,002 мм (при 6σ);
- точность сверления на глубину ±0,01 мм.

Рис. 13. Станки для механического сверления
Для обеспечения необходимой для сверления микроотверстий линейной скорости резания частота вращения шпинделя у этих станков составляет 300 000 об/мин.
Удаление продуктов сверления из глубоких микроотверстий создает проблемы, которые решаются очисткой сжатым воздухом и водяными струями высокого давления.
Лазерное сверление еще не настолько отработанный процесс, чтобы использовать его, что называется, с ходу. В этом процессе много настроек, создающих трудности в подборе режимов абляции (испарения материалов из формируемого отверстия) и удаления конденсата испарения (рис. 14).

Рис. 14. Факторы, влияющие на результат лазерного формирования микроотверстий
На сегодня существует насколько типов лазеров, предназначенных для различных операций сверления. Используются следующие системы:
Ультрафиолетовый (UV) твердотельный лазер (YAG-лазер, длина волны 355 нм). Средняя мощность 7 Вт, пиковая 7 кВт. Он обеспечивает минимальный диаметр отверстия < 50 мкм. Предназначен для сверления меди. Из-за использования ультрафиолетового излучения возникают определенные требования к оптике.
СО2-лазер (длина волны 9,3–10,6 мкм). Средняя мощность 500 Вт, пиковая 1,5 кВт. Обеспечивает очень высокую скорость обработки, удачно подходит для сверления диэлектрика, но не меди. Для абляции меди необходима специальная подготовка медной поверхности.
Гибридный UV&CO2-лазер. Универсальная лазерная система. Все минусы предыдущих моделей свойственны и этой системе, включая недостаточную точность совмещения.

Рис. 15. Сопоставление стоимости формирования микроотверстий лазером и механическим сверлением
Тем не менее если партия базового материала однородна, то трудоемкость настройки лазера может окупиться в массовом производстве, как показано на рис. 15.
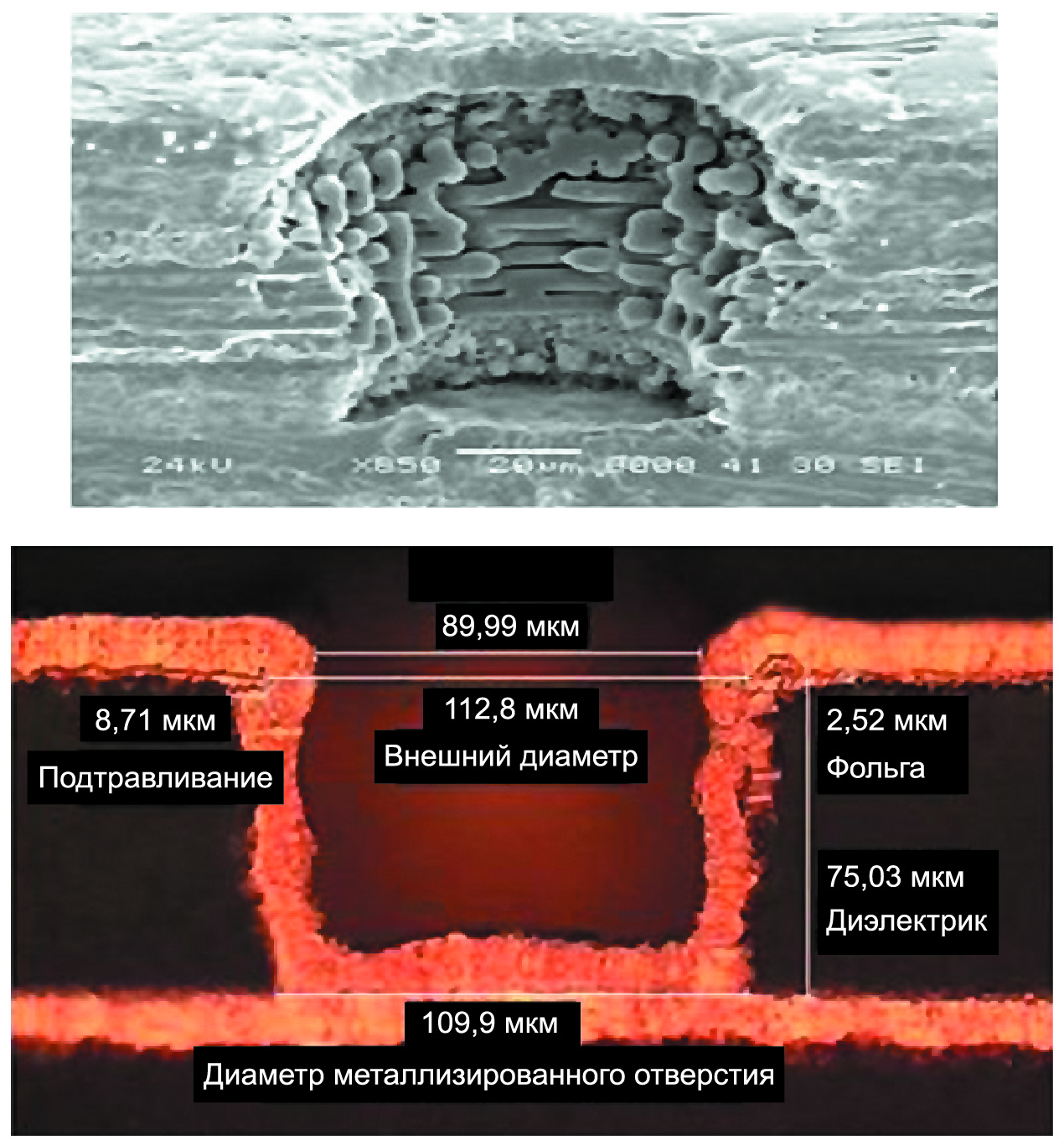
Рис. 16. Глухие отверстия, полученные лазерным сверлением.
По состоянию на сегодняшний день можно рекомендовать лазерное сверление (при соответствующих настройках) для формирования больших количеств глухих отверстий (рис. 16), механическое сверление — для тонких глубоких (сквозных) отверстий (рис. 17).

Рис. 17. Металлизированное тонкое сквозное отверстие — результат механического сверления диаметром 0,1 мм
В конечном итоге можно подчеркнуть, что существо модернизации современного производства состоит в объединении факторов, показанных на рис. 18.

Рис. 18. Основы, заложенные в проект модернизации, — гарантия успешного решения
Но главный фактор любого успешного обновления — коллектив профессиналов-технологов (рис. 19). Без них все проекты обновления нежизнеспособны.

Рис. 19. Лидеры коллектива производственно-технического комплекса «ПЕЧАТНЫЕ ПЛАТЫ» (ПТК ПП) — лауреаты государственной премии Российской Федерации после вручения наград (слева направо):
Геннадий Васильевич Мылов, директор комплекса
Валентина Иосифовна Люлина, главный технолог комплекса
Юрий Александрович Набатов, главный инженер комплекса
В ходе семинара были обсуждены актуальные вопросы развития производства и высказаны предложения по тематике последующих семинаров. Неофициальная встреча участников семинара прошла в теплой и дружеской обстановке.
- Семенов П. В., Сержантов А. М., Мылов Г. В. Печатные платы. Как и где делать? // Технологии в электронной промышленности. 2007. № 7.
- Медведев А. М., Семенов П. В. Концепции развития российского производств печатных плат // Технологии в электронной промышленности. 2010. № 1.
- Медведев А. М., Мылов Г. В. Будущее технологий электрических межсоединений в электронном приборостроении. // Технологии в электронной промышленности. 2012. № 6.
- Медведев А. М. Новая генерация технологий печатных плат — ультратонкие МПП // Технологии в электронной промышленности. 2014. № 1.
- Шкундина С. Е. Прецизионное травление печатных плат // Производство электроники: Технологии. Оборудование. Материалы. 2011, № 6.
 9 ноября, 2021
9 ноября, 2021