
 отправка...
отправка...Стандарт IPC-A-610E. Критерии приемки электронных сборок
К сожалению, многие контрактные производители и OEM-компании, работающие в области производства электроники, начинают со стандарта IPC-A-610 E, не понимая, что этот документ не влияет на качество и надежность, а только помогает найти ошибки, отклонения и несоответствия на печатном узле, которых можно было бы избежать, если бы стандарты IPC применялись на протяжении всей цепочки создания изделия, как это показано в статьях [1, 2, 3, 4].
Приемка электронных сборок
Стандарт IPC-A-610 был представлен рынку в августе 1983 года, а редакция E — уже шестое издание документа — получила широкое распространение и признание специалистов электронной промышленности по всему миру. Текст стандарта переведен на 15 языков, включая русский.
Цель IPC-A-610E — отразить требования существующих стандартов IPC и других документов. Для того чтобы можно было воспользоваться информацией, содержащейся в этом стандарте, сборка (изделие) должна отвечать требованиям действующих стандартов IPC, таких как IPC-7351, серия IPC-2220, серия IPC-6010 и IPC-A-600. Все эти стандарты были описаны в предыдущих статьях этой серии. Если сборка не отвечает данным или аналогичным требованиям, критерии приемки должны быть согласованы между потребителем и поставщиком отдельно.
Классификация
Принятие решения о приемке или отбраковке изделия должно основываться на соответствующей документации, такой как договоры, чертежи, спецификации, стандарты и ссылочные документы. Критерии, установленные стандартом IPC-A-610E, соответствуют трем классам, аналогичным тем, что приведены в стандарте J-STD-001E:
- Класс 1. Электронные изделия общего назначения. Включает изделия, основное требование к применению которых — работоспособность окончательной сборки.
- Класс 2. Специализированные электронные изделия. Включает изделия, для которых требуется непрерывное функционирование и повышенный срок службы, а их бесперебойная эксплуатация желательна, но не критична. Условия эксплуатации таких изделий обычно не являются причинами отказов.
- Класс 3. Электронные изделия для ответственных применений. Включает изделия, для которых непрерывное функционирование с повышенными характеристиками либо работа по необходимости являются критичными, не допускаются периоды неисправного состояния оборудования, а условия эксплуатации могут быть крайне жесткими. Оборудование должно функционировать всегда, когда это требуется, например в системах резервирования или ответственных системах.
Ответственность за окончательное решение по определению класса, к которому должно относиться изделие, возлагается на заказчика (потребителя). Если потребитель и производитель не установили и не задокументировали класс изделия, это делает производитель.
Стандарт IPC-A-610E — это содержащий 420 страниц инструмент для операторов оптической инспекции и технических специалистов, работающих в области проблем качества и надежности, применяемый во всех случаях, где присутствуют электронные сборки. В стандарте приводятся состояния желаемого результата, приемлемости и дефекта для следующих областей:
- Манипулирование электронными сборками.
- Крепежные изделия.
- Пайка.
- Контактные соединения.
- Технология монтажа в отверстия.
- Поверхностный монтаж.
- Повреждение компонентов.
- Печатные платы и модули.
- Проводной монтаж.
- Высокое напряжение.
Экскурсия по некоторым разделам стандарта IPC-A-610E
Прежде всего очень важно понимать, что выполнить качественное паяное соединение — не единственная проблема. При использовании современных чувствительных компонентов необходимо обращаться с электронными устройствами так, чтобы не повредить отдельные компоненты или сборку в целом до ее установки в корпус. Это значит, помимо прочего, что необходимо обеспечить защиту рабочих мест от ЭП (электрической перегрузки) и ЭСР (электростатического разряда).
| Источник | Влажность 10–20% |
Влажность 65–90% |
| Ходьба по ковровому покрытию | 35 000 В | 1500 В |
| Ходьба по виниловому покрытию | 12 000 В | 250 В |
| Рабочий на месте | 6000 В | 100 В |
| Виниловые конверты (рабочие инструкции) |
7000 В | 600 В |
| Пластиковый пакет, поднятый с рабочего места |
20 000 В | 1200 В |
| Рабочий стул с пенопластовым сиденьем | 18 000 В | 1500 В |
В таблице приведены типовые значения образуемого статического напряжения, а на рис. 1 — способ обеспечения защиты от ЭСР.

Рис. 1. Пример рабочего места, защищенного от ЭП/ЭСР (последовательное подключение браслета): 1 — индивидуальный браслет;
2 — защищенные от ЭСР поддоны, шунты и т. п.;
3 — защищенная от ЭСР крышка стола;
4 — защищенный от ЭСР пол или настил;
5 — пол здания;
6 — общая точка заземления;
7 — «земля»
Ко второй области относится то, как к печатной плате крепятся различные установочные изделия. На рис. 2–4 из стандарта IPC-A-610E показан теплоотвод и приведены состояния желаемого результата, допустимости и дефекта контакта.
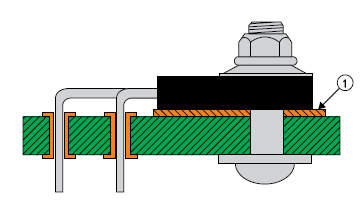
Рис. 2. Идеальный контакт теплоотвода
Желаемый результат — класс 1, 2, 3:
- Компонент и теплоотвод находятся в полном контакте с монтажной поверхностью.
- Крепежные изделия отвечают указанным требованиям.

Рис. 3. Имеется зазор под теплоотводом (показан стрелкой 1), но данная ситуация приемлема
Приемлемо — класс 1, 2, 3:
- Компонент установлен с зазором.
- Площадь контакта с монтажной поверхностью не менее 75%.
- Момент затяжки крепежных изделий отвечает указанным требованиям.
. Такая ситуация расценивается как дефект")
Рис. 4. Этот теплоотвод установлен с большим зазором (стрелка 2). Такая ситуация расценивается как дефект
Дефект — класс 1, 2, 3:
- Площадь контакта с монтажной поверхностью менее 75%.
- Ослаблены крепежные изделия.
На рис. 5 показан третий пример из данного стандарта — расстояние до изоляции.

Рис. 5. Требования к изоляции провода согласно стандарту IPC-A-610E
Приемлемо — класс 1, 2, 3:
- Расстояние до изоляции (C) составляет два диаметра провода с изоляцией или менее либо 1,5 мм (0,0591 дюйма) (выбирается большее значение).
- Расстояние до изоляции (C) не уменьшает величину минимального электрического зазора относительно ближайших не соединенных электрически проводов.
- Изоляция соприкасается с припоем, но никак не влияет на формирование приемлемого паяного соединения.
Множество примеров, относящихся к технологии монтажа в отверстия, приведены в этом разделе в виде качественных рисунков и фотографий, подобных тем, что показаны на рис. 6 и 7.

Рис. 6. Пример хорошего монтажа компонентов
Приемлемо — класс 1, 2, 3:
- Изолирующая трубка не влияет на образование требуемого паяного соединения (A).
- Изолирующая трубка закрывает защищаемый участок (B).

Рис. 7. Несколько примеров как не должен выполняться монтаж компонента.
Дефект — класс 2, 3:
- Расщепление и/или расслаивание изолирующей трубки (A).
Дефект — класс 1, 2, 3:
- Отсутствие требуемых изолирующих трубок.
- Поврежденная/короткая трубка не защищает от замыкания.
- Изолирующая трубка мешает образованию требуемого паяного соединения.
- Вывод компонента, пересекающий не связанный с ним электрически проводник, нарушает минимальный электрический зазор (B).
Следующий пример — из области поверхностного монтажа, для которой одним из важнейших типов компонентов является ЧИП-компонент. На рис. 8 показано перекрытие на торце компонента с контактной поверхностью, расположенной только под корпусом.

Рис. 8. Чип-компоненты: контактные поверхности расположены только снизу; перекрытие на торце (J)
Приемлемо — класс 1:
- Явное смачивание галтели.
Приемлемо — класс 2:
- Перекрытие на торце (J) между контактной поверхностью компонента и контактной площадкой составляет не менее 50% длины контактной поверхности (R).
Приемлемо — класс 3:
- Перекрытие на торце (J) между контактной поверхностью компонента и контактной площадкой составляет не менее 75% длины контактной поверхности (R).
Дефект — класс 1, 2, 3:
- Отсутствует перекрытие контактной поверхности компонента и контактной площадки.
Дефект — класс 2
- Перекрытие на торце (J) составляет менее 50% длины контактной поверхности (R).
Дефект — класс 3
- Перекрытие на торце (J) составляет менее 75% длины контактной поверхности (R).
Следующие примеры показывают различные виды дефектов, где монтаж на торец может оказаться основным типом дефекта, в особенности когда применяется пайка в паровой фазе (рис. 9).
")
Рис. 9. Типичный пример монтажа на бок (на торец)
Дефект — класс 1, 2, 3:
- Отношение ширины к высоте превышает 2:1.
- Отсутствие полного смачивания трех или более сторон контактной поверхности компонента и контактной площадки.
- Перекрытие между контактной поверхностью компонента (металлизацией) и контактной площадкой составляет менее 100%.
- Компонент выступает за края контактной площадки.
- Компонент имеет менее трех сторон контакта (металлизации).
Тренинг и сертификация по стандарту IPC-A-610E
Стандарт IPC-A-610E содержит множество различных областей и сотни примеров, которые следует принимать во внимание при оптической инспекции печатных узлов. Несложно догадаться, что операторам не так просто самостоятельно изучить все критерии документа IPC-A-610E для приемки электронных сборок, просто купив этот стандарт.
Поэтому ассоциация IPC разработала курс для обучения и сертификации по стандарту IPC-A-610E, который в настоящее время доработан с учетом особенностей бессвинцовой технологии, чтобы помочь операторам в их важной работе по обеспечению качества электронной аппаратуры.
Заключение
Документ IPC-A-610E — наиболее широко распространенный в электронной промышленности стандарт по контролю, который получил международное признание в качестве источника информации по критериям приемки заказчиком конечных изделий для обеспечения высокой надежности сборок на печатных платах. Однако важно понимать, что высокое качество и надежность печатных узлов не могут быть достигнуты путем выполнения только требований стандарта IPC-A-610E: необходимо применять стандарты IPC на всех этапах процесса изготовления электронной аппаратуры.
- Валлин Л. Использование стандартов IPC на всех этапах производства электроники. Стандарты серии IPC-2220 и IPC-7351A // Технологии в электронной промышленности. 2010. № 1.
- Валлин Л. Стандарт IPC-4101C и серия IPC-6010 // Технологии в электронной промышленности. 2010. № 2.
- Валлин Л. Стандарт и тренинг IPC-A-600H // Tехнологии в электронной промышленности. 2010. № 6.
- Валлин Л. Стандарты J-STD-001E, 020D, 075, 033B и IPC-1601 // Технологии в электронной промышленности. 2010. № 8.
 28 августа, 2024
28 августа, 2024