
 отправка...
отправка...Влияние качества паяных соединений на качество светодиодной продукции
Конечно же, самая обширная сфера применения светодиодной продукции — это освещение: внешнее, внутреннее и автомобильное. Если посмотреть, где концентрируется тепло в лампе накаливания, люминесцентной лампе и светодиоде, то мы увидим конкретное месте. И именно здесь сосредоточена электроника и паяные соединения.
Рассмотрим, из чего же состоит светодиод (рис. 1). Два типа материалов соединены между собой, и с помощью электронов получается свет. Как правило, 30% энергии в виде света выходит вперед, а 70% энергии уходит назад, в плату, в виде тепла. Тепло генерируется в месте соединения и распространяется на плату либо на корпус.

Рис. 1. Строение светодиодного модуля
На рис. 1 представлено строение светодиодного модуля. Можно выделить теплоотвод, паяное соединение, основание — и все это смонтировано на плате. Через каждый из этих слоев проходит тепло, которое генерируется в месте соединения (рис. 2).

Рис. 2. Теплоотвод в структуре светодиодного модуля
Если этот процесс проходит неправильно, и тепло остается там, где оно генерируется, то это может привести к очень плохим последствиям, в результате чего светодиод будет поврежден. Каждый слой выполняет свою работу, он сохраняет определенную часть тепла, тем самым предотвращая повреждение светодиода. Конкретно слой, который будет рассматриваться, — это как раз паяное соединение. На рис. 2 представлен новый тип светодиода, но не отображены все слои, из которых он состоит. Указаны материал N и материал P, которые расположены на слое из олова (желтый слой на рис. 3). Эти слои напрямую монтируются на плате, между ними никаких прослоек нет. Такое соединение называется прямым, или непосредственным соединением, когда энергия от светодиода напрямую переходит к плате.

Рис. 3. Прямое соединение слоев
Передача тепла будет ухудшаться, если в каком-то из слоев будут пустоты. И это также влияет на надежность работы платы, потому что каждый раз, когда происходит нагревание платы и ее охлаждение, соединение находится под напряжением, под нагрузкой. А эта нагрузка впоследствии может привести к повреждению устройства. То есть чем больше вы будете отводить тепло от места соединения, тем дольше прослужит ваше устройство и тем больше вы получите света в конечном итоге.
Свет измеряется в люменах, поэтому мы говорим о стоимости света как о стоимости именно этих люменов. Доработку или переделку светодиода очень сложно осуществить, так как не существует единого стандарта, то есть каждый поставщик работает по своей собственной спецификации, поэтому качество сборки имеет критичное значение с самого начала. Основной критерий, который следует контролировать, — это распределение или рассеивание тепла. Пустоты будут способствовать этому накоплению и влиять на надежность работы устройства и его эффективность.
Почему нужно использовать специальные материалы и продукты для светодиодов? Чтобы получить эффективный по стоимости светодиод, необходимо, чтобы большая часть энергии преобразовывалась в свет. Таким образом, сократится потребление энергии, будет достигнута хорошая эффективность и экономическая рентабельность при высокой надежности работы и долгом сроке службы устройства. И как итог — мы получим низкую стоимость люмена на протяжении всего жизненного цикла устройства. Для этого перед нами встают две задачи: рассеивание тепла и увеличение яркости.

Рис. 4. Примеры светодиодов
Рассмотрим первый уровень сборки (табл. 1) — это само соединение или непосредственно светодиод (рис. 4).
|
Степень влияния технологии |
Тип продукта |
Свойства |
Значение (ценность) |
Какой продукт предлагается (на 2012 год) |
||
|
Цена / люмен |
Эффективность / яркость |
Надежность / срок службы |
||||
|
Средняя |
Средняя |
Паяльная паста |
Малое количество пустот |
Улучшение теплопроводных свойств |
Пасты Lumet и SAC, а также сплавы Maxrel |
|
|
Низкая |
Низкая |
Преформы |
Изменение количества содержания флюса |
Малое количество остатков влечет меньшее загрязнение |
Преформы из Alpha SAC и сплава Maxrel |
|
|
Высокая |
Высокая |
Высокая |
Продукты из спеченого серебра |
Замена для AuSn |
Снижение стоимости |
Продукты Argomax |
|
Увеличенная теплопроводность |
Более высокая яркость и эффективность |
|||||
|
Более высокая сила сдвига, чем у cмол |
Увеличение надежности |
|||||
|
Средняя |
Проводящий клей |
Замена клею с серебром |
Снижение стоимости |
Проводящие клеи Atrox |
||
|
Средняя |
Диапазон эффективной проводимости |
Улучшение теплопроводности путем специального подбора |
||||
Можно разными способами уменьшить стоимость люмена, повысить эффективность, яркость и надежность устройства. На это влияют несколько типов продуктов (материалов) сборки.
Паяльная паста. Основное требование к ней — минимальное образование пустот. Одной из наиболее распространенных проблем для светодиодов является то, что площадь для отвода тепла и так является не слишком большой, а если при этом еще в процессе пайки возникнут пустоты, то эта площадь сократится еще больше.
Преформы. Чтобы увеличить эффективность, в них нужно использовать как можно меньше флюса, либо вообще его не использовать. Это уменьшит уровень загрязнения и опять-таки повлияет на качество теплового соединения. На рис. 5 представлены два разных вида припоя.

Рис. 5. Сравнение припоев Sn3,5Ag и Maxrel
У этих припоев разный уровень смачиваемости. Maxrel является более надежным припоем: он используется в автомобильной промышленности (в конструкциях больших двигателей) и эксплуатируется при высокой температуре. На рис. 5 видно, что распределение толщины у этого припоя — более равномерное, таким образом, идет более эффективная передача тепла через соединение.
Пустоты, возникающие на этапе сборки, — это очень серьезная проблема и важный параметр не только относительно температуры, но и пространства, которое занимает светодиод. Но что касается тепла, то чем больше пустот, тем больше будет накапливаться тепло при переходе на плату. Таким образом, чем меньше количество пустот, тем лучше будут показатели работы и надежность светодиода.
В таблице 2 отражены те же моменты, но уже на уровне сборки L2 (светодиод, смонтированный на плату).
|
Технологические драйверы |
Тип продукта |
Свойства |
Цель (значение свойства) |
Какой продукт предлагается (на 2012 год) |
||
|
Стоимость / люмен |
Эффективность / яркость |
Надежность |
||||
|
Высокая |
Паяльная паста |
Улучшенное термоциклирование |
Высокая надежность, особенно при наружном применении |
Паста Lumet со сплавами SAC и Maxrel |
||
|
Улучшенное сопротивление вибрации |
Высокая надежность при применении в автомобилях |
Паста Lumet со сплавом Maxrel |
||||
|
Средняя |
Средняя |
Паяльная паста |
Низкотемпературная обработка |
Низкое потребление энергии и высокая надежность |
Низкотемпературная паста Lumet SnBiAg |
|
|
Высокая |
Высокая |
Преформы |
Малое количество остатков |
Низкая возможность загрязнения |
Преформы из сплавов Alpha SAC и Maxrel |
|
|
Малое число пустот |
Лучше теплопередача и надежность |
|||||
|
Высокая теплопроводность |
Лучше теплопередача и надежность |
|||||
|
Средняя |
Припой в форме слитка или проволоки |
Малое содержание серебра |
Низкая себестоимость |
Слитки SAXC и проволочный припой |
||
|
Средняя |
Низкотемпературная ручная пайка |
Снижение теплового воздействия |
Сплав Lumet SnBiAg в форме палочки |
|||
|
Низкая |
Проводящий клей |
Замена серебру |
Низкая себестоимость |
Проводящие клеи Atrox |
||
|
Низкая |
Диапазон эффективной проводимости |
Улучшение путем подбора теплопроводности |
||||
Если при реализации сборки какой-то из влияющих факторов вызывает определенные проблемы, необходимо рассмотреть вопросы, как улучшить характеристики и что сделать для того, чтобы повысить эффективность и улучшить работу светодиода.
Проанализируем характеристики пустот при использовании различных видов паст. В проведенных исследованиях применялись стандартные и доступные на рынке светодиоды. Исследовано несколько основных типов продукции и использовались платы с прочным алюминиевым основанием. Рассматривались два различных диэлектрика. Также использовалось три различных вида пасты. Первый и второй — стандартная паста SAC 305 и еще одна версия с содержанием серебра 0,8% (этот припой был выбран потому, что является очень дешевым). Дело в том, что содержание в пасте серебра существенно влияет на ее цену на рынке: от 7 до 10 евро. Поэтому если уменьшить содержание серебра с 3 до 0,8%, то можно сэкономить примерно 50–60 евро. Третий вид — Maxrel. Это специальный припой, в нем содержится 3,8% серебра, а также никель и сурьма. Он специально разработан для использования в автомобильной электронике, которая располагается близко к двигателю. Два первых вида припоя можно использовать при температуре до +120 °С. При работе стандартного светодиода очень быстро происходит его нагревание до +120… 140 °С. Припой Maxrel допускает нагрев свыше +150 °С.
На рис. 6 представлен стандартный светодиод, который располагается на керамическом и металлическом основании. Оно соединено с тепловой площадкой, которая находится под светодиодом, есть также две площадки для электрических соединений. Сверху светодиод покрыт твердой силиконовой линзой. Он монтируется на алюминиевом основании и может быть с двумя различными типами диэлектрика: один из них стандартный — с высокой теплопроводностью и диэлектрик с низким модулем упругости, который снижает нагрузку на паяное соединение.

Рис. 6. Строение стандартного светодиода
Используемые виды паст для светодиода (Maxrel и более дешевый вариант с низким содержанием серебра) — это стандартные пасты, а не те, которые, как правило, применяются. Первый вид обладает широкой сферой применения, второй используется для работы при высокой температуре, а третий отличается более низкой стоимостью и хорошей ударостойкостью.
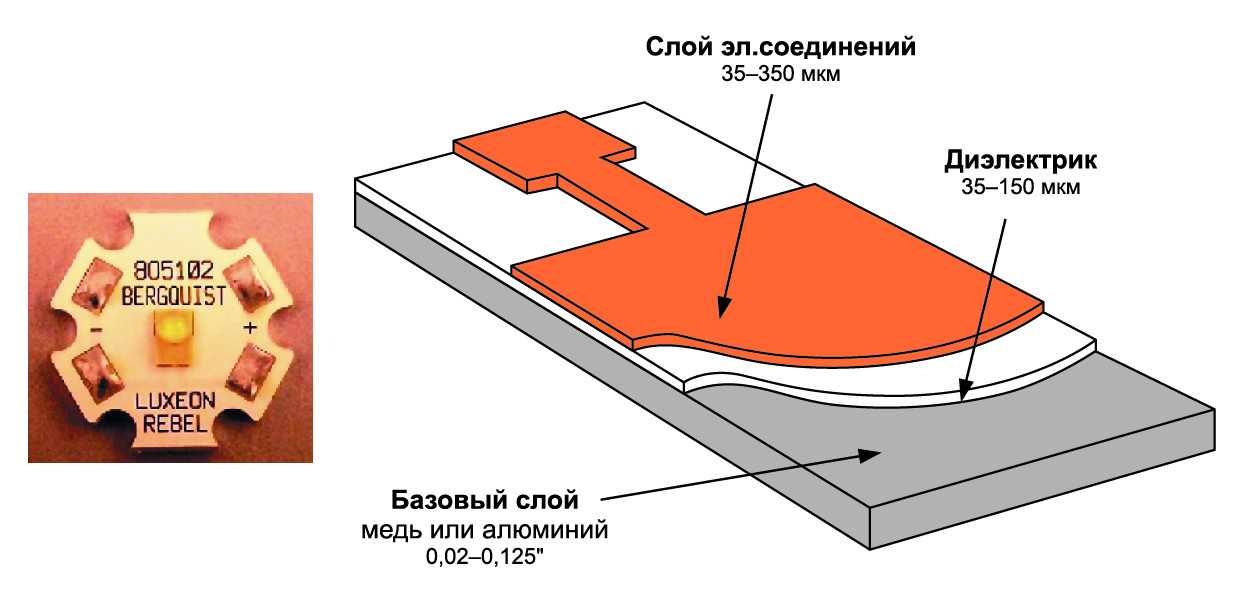
Рис. 7. SMD-светодиод
Производилась сборка пяти плат с установкой 36 светодиодов на плату. Было использовано два типа диэлектрика. Применялось стандартное оборудование для пайки и стандартные условия нанесения пасты: трафарет 5 мм, стандартная скорость нанесения. Оплавление происходило в воздухе. Использовался профиль для высокой смачиваемости. Затем измерялось процентное содержание пустот посредством рентгенографии. Получился профиль оплавления, подобный тому, что представлен на рис. 8. Его параметры: температурный профиль — +150… 200 °С, смачивание в течение 115 с, пиковая температура — +240 °С, TAL — 67 с.

Рис. 8. Профиль оплавления
Во время нагревания происходит испарение влаги из пасты. Если температура поддерживается на одинаковом уровне, испарение прекращается. Затем быстро происходит процесс пайки, то есть все элементы спаиваются друг с другом, в это время испарения практически не происходит. В этот момент появляется меньше пустот.
На рис. 9а представлены результаты при использовании пасты SAC 305, средний показатель содержания пустот — около 9%. Для различных типов диэлектриков определены разные значения: 8,8 и 5,9%. Поскольку идет быстрый нагрев и используется профиль для высокой смачиваемости, то пустоты просто не успевают образовываться в пасте. На рис. 9б приведены результаты по пасте Maxrel. Здесь можно отметить более высокие результаты, но они соответствуют классу 2 IPC. И последний результат — паста с низким содержанием серебра, то есть чем меньше серебра, тем медленнее происходит смачиваемость.

Рис. 9. Процент пустот по отношению к диэлектрику:
а) сплав SAC305;
б) сплав Maxrel;
в) сплав SACX0807
Результаты на рис. 9в тоже довольно высоки, но, тем не менее, не следует забывать, что поверхность светодиода (площадь соединения) большая.
Вернемся к использованию пасты SAC 305. Результаты для диэлектрика с низким модулем упругости несколько хуже. Однако этот тип диэлектрика все-таки имеет преимущества по сравнению со стандартным.
Сравнение изображений трех различных паст и двух разных типов диэлектриков приведено в таблице 3.
|
Тип диэлектрика |
Сплав SAC305 |
Сплав Maxrel |
Сплав SACX 0807 |
|
Обычный диэлектрик |
|
|
|
|
Диэлектрик с низким модулем упругости |
|
|
|





На рисунках в таблице 3 видны пустоты, которые предотвращают процесс отхода тепла из этой области, то есть в них накапливается тепло. Хотелось бы, конечно, минимизировать этот эффект. Видно, что при использовании паст с различными видами припоя на тех или иных поверхностях мы получаем разное процентное содержание пустот. В целом самый хороший результат у припоя SAC305, однако именно состав припоя имеет более существенное значение. Типичные диэлектрики показали самый низкий результат и самую большую площадь пустот для всех трех видов паст. Паста с припоем SAC305 имела самые хорошие показатели. Остальные два вида в итоге дали приемлемые показатели по содержанию пустот, то есть в пределах допустимого уровня. По результатам исследований видно, что в большинстве соединений (более 90%) обнаружено количество пустот от 0 до 4%, что соответствует классу 3 IPC.
На рис. 10 показаны светодиод, паяное соединение и поверхность, на которую он монтируется.

Рис. 10. Повреждение паяных соединений при термомеханическом циклировании
У светодиода и основания — разные характеристики теплового расширения: светодиод имеет меньший коэффициент теплового расширения, чем основание. Каждый раз, когда происходит нагревание, светодиод оказывается под нагрузкой. В зависимости от значения температуры и частоты (цикличности) этого нагревания рано или поздно происходит повреждение соединения (рис. 10). Если сравнить стандартный припой и припой Maxrel, видно, что повреждение соединения при использовании стандартного припоя происходит быстрее, чем при использовании Maxrel.
Диаграмма (рис. 11) представляет собой процентную зависимость выхода из строя СИД от числа термоциклов (30 мин между каждым циклом). Выход из строя определялся как прекращение свечения.
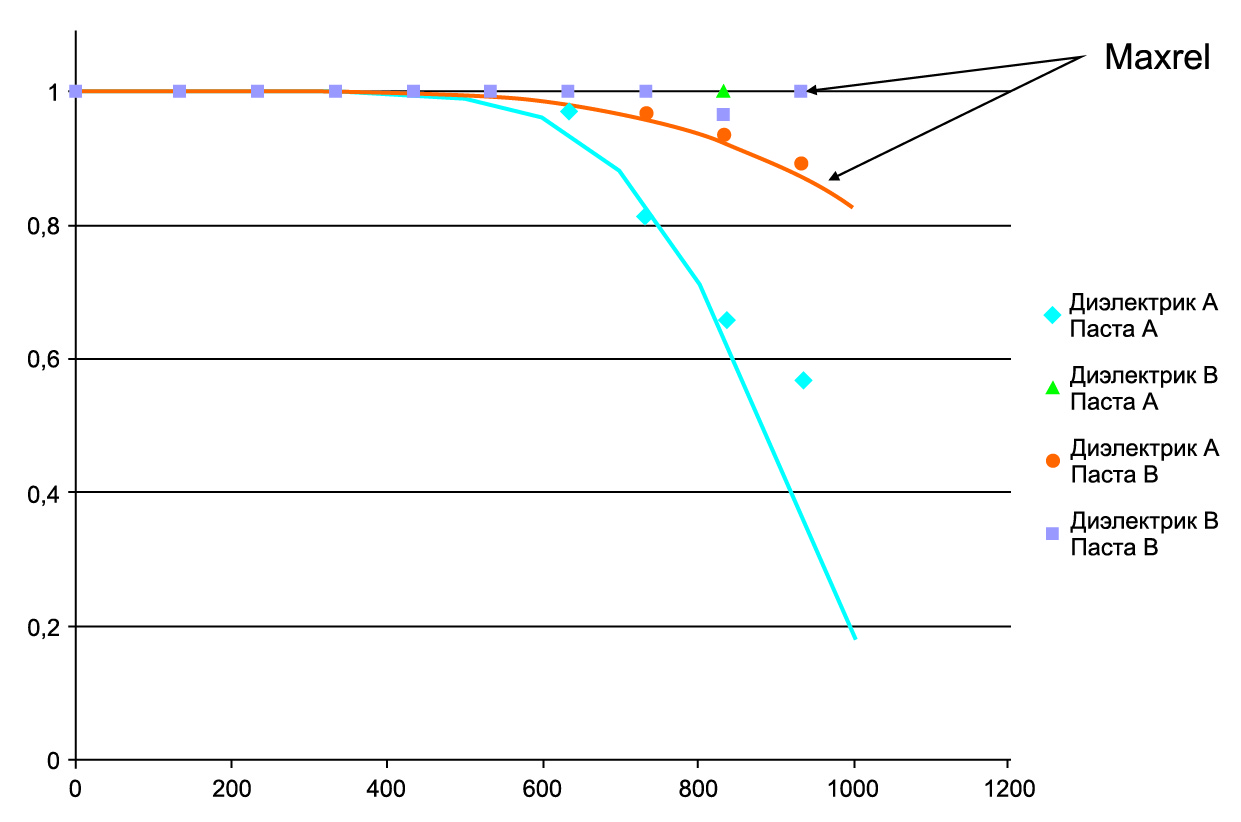
Рис. 11. Процент выхода из строя светодиодов в зависимости от числа термоциклов
Можно сказать, что Maxrel имеет в 2,5 или в 3 раза лучшие характеристики по сравнению со стандартным припоем. Испытание проводилось в диапазоне температур от –40 до +125 °С. Почему именно такой диапазон? Потому что стандартный припой может выдерживать температуру до +125 °С. Конечно, если бы температура была увеличена до +150 °С, то соединение со стандартным припоем было бы повреждено намного быстрее. Если создаются такие условия, что соединение должно работать при температуре более +125 °С, то необходимо использовать более качественный припой. Подобные тепловые нагрузки в обычных условиях происходят очень часто. При поломке автомашины, например, включается аварийный свет и фары начинают мигать. И чем чаще будут происходить подобная смена температуры и нагрузок, тем быстрее будет происходить механическое повреждение соединения. Представьте, что на соединении образовалась трещина, светодиод уже не сможет полноценно вырабатывать 30% в виде световой энергии и будет разрушаться все больше и быстрее. В конечном итоге будет нарушено тепловое соединение, то есть повреждено само паяное соединение.

Рис. 12. Сравнение стандартного диэлектрика и диэлектрика с низким модулем упругости
На рис. 12 изображены два диэлектрика, которые использовались при испытании. Видно, что угол отклонения в первом случае намного больше, у стандартного диэлектрика, а тепловое расширение больше, чем у диэлектрика с низким модулем упругости. Чем меньше тепловое расширение, тем меньше нагрузка. Использование материалов для пайки с высокой стойкостью к деформации, например, такого как Maxrel, обеспечит более высокую надежность изделия.
Меньшую нагрузку на паяное соединение можно обеспечить, используя платы с медным основанием. Чем меньше будет продолжительность теплового цикла или испытания температурой, тем меньше будет происходить повреждений. Это касается, например, температуры внутренних осветительных приборов, потому что температура внутри помещения меняется значительно меньше, чем температура на улице. Чем меньше будет время воздействия экстремально высоких температур, тем больше будет продолжительность работы данного устройства, тем больше будет его надежность и тем меньше будет повреждение соединения во время его работы. Сочетание припоя и диэлектрика можно оптимизировать с целью увеличения надежности, требующейся в данном конкретном применении. В зависимости от сферы применения можно выбрать более дешевые материалы. Но если светодиод должен использоваться при высоких температурах (для уличного освещения или в автомобиле), то следует применять соответствующие материалы.
Подводя итог, сделаем вывод, что именно высокая температура приводит к повреждению соединения. Выбор качественного припоя оказывает большое влияние не только на стоимость, но и на жизненный цикл и надежность устройства. Также основными причинами повреждения паяных соединений являются наличие пустот и механическая нагрузка.
Компания «Альфа» предлагает полный спектр различных материалов для светодиодов, которые обладают очень высокими показателями и низким уровнем образования пустот. Предлагаются такие материалы, как Maxrel, которые могут работать при высоких нагрузках и высокой температуре. Применение таких материалов обеспечит большую надежность работы вашего устройства, долгий срок его службы и в конечном итоге — низкую стоимость на рынке.
 24 декабря, 2025
24 декабря, 2025