
 отправка...
отправка...Стандарт IPC-S-816-RU: как бороться с дефектами поверхностного монтажа
Введение
Недавно в рамках этой работы ассоциация IPC выпустила официальные переводы шести стандартов:
- IPC-S-816-RU «Руководящие указания и контрольные таблицы по процессам технологии поверхностного монтажа»;
- IPC-7526-RU «Пособие по очистке трафаретов и печатных плат с неправильно нанесенными материалами»;
- IPC/JEDEC-J-STD-020D.1-RU «Классификация негерметичных твердотельных электронных компонентов для поверхностного монтажа по чувствительности к влаге при пайке оплавлением»;
- IPC-J-STD-004B-RU «Требования к флюсам для пайки»;
- IPC-J-STD-005A-RU «Требования к паяльным пастам»;
- IPC-J-STD-006B RU с изменениями 1 и 2 «Требования к припойным сплавам для электроники и твердым припоям с флюсом и без флюса для применения при пайке электроники».
В этой статье мы рассмотрим структуру и назначение стандарта IPC-S-816-RU, представляющего собой руководство по устранению причин производственных дефектов, возникающих на основных этапах технологического процесса поверхностного монтажа.
Назначение стандарта
Хорошо всем известный стандарт IPC-A-610 (сейчас последней его редакцией является редакция E, она также издана на русском языке) определяет требования к готовым электронным сборкам, в том числе с применением поверхностного монтажа. Мы уже уделяли внимание этому стандарту в предыдущих статьях. Этот стандарт построен таким образом, чтобы его использование было как можно более удобным на стадии выходного контроля или приемки. Документ содержит четыре уровня соответствия имеющихся состояний, которые представлены на фотографиях и рисунках. Но всегда нужно помнить, что этот стандарт отвечает только на вопрос, приемлемо ли данное изделие в соответствии с требованиями, предъявляемыми к указанному классу. Ответить на вопросы, как построить техпроцесс, избежать дефектов или устранить их, он не может. При построении техпроцесса пайки рекомендуется пользоваться стандартом IPC-J-STD-001 (последняя редакция E), он также издан на русском языке. Однако и этот стандарт сконцентрирован на требованиях к изделиям, получаемым при выполнении техпроцесса.
Возникает вопрос: как же поступить, если при производстве изделий поверхностного монтажа возникает тот или иной дефект, либо состояние, указывающее на высокую вероятность выхода процесса из-под контроля (в терминах IPC — индикатор отклонения процесса)? Кроме того, любой технолог знает, что обнаружение и устранение проблем на ранних стадиях намного предпочтительнее корректирующих действий, основанных на уже возникшем дефекте готового изделия. Поэтому полезным оказывается глубокое понимание как влияния отдельных операций на конечный результат, так и наиболее вероятных причин появления дефектов.
В соответствии с принципами стандартизации IPC стандарты не должны указывать, как что-то должно быть сделано. Иными словами, конкретный производитель вправе использовать свои технологические подходы и знания для достижения приемлемого конечного результата. Однако это не означает, что ассоциация IPC не может поделиться с промышленными компаниями накопленным опытом в реализации типовых процессов. Поэтому стандарт IPC-S-816, призванный помочь в устранении самих причин возникновения дефектов, носит справочный характер.
Чтобы не возникало путаницы с понятием дефекта, определенным приемочными стандартами и относящимся к конечному изделию, для обозначения отклонений на различных этапах техпроцесса применяется термин «проблема». Нужно всегда помнить, что проблема на определенной операции не обязательно является причиной дефекта. Кроме того, у дефектов могут быть различные причины, многие из которых специфичны для конкретного изделия и/или производства, и поэтому никакой документ не может стать панацеей. Тем не менее технология поверхностного монтажа имеет длительную историю, поэтому уже возможно выделить наиболее распространенные проблемы и предоставить технологам информацию об их устранении, чтобы избежать очередного «изобретения велосипеда».
Итак, назначение стандарта IPC-S-816 — в том, чтобы «…предоставить руководство и обеспечить содействие при выполнении операций, входящих в техпроцесс производства сборок на печатных платах, на которых выполняется присоединение компонентов по технологии поверхностного монтажа, а также при поиске и устранении проблем с ними».
Структура стандарта
Структура стандарта напоминает раздел инструкций «Поиск и устранение неисправностей». Основное содержание стандарта составляют таблицы с возможными причинами проблем и соответствующими корректирующими действиями.
Разделы стандарта соответствуют типовым операциям процесса поверхностного монтажа. Разделы содержат пункты, в каждом из которых рассматривается определенное наблюдаемое состояние, которое может быть причиной дефекта конечного изделия. Для каждого состояния приводятся наиболее распространенные причины и корректирующие действия, при этом причины подразделяются на связанные с оборудованием / процессом, с материалом / предшествующим процессом, а также с конструкцией изделия.
Также для некоторых операций и состояний приводится описание с дополнительной информацией, которая может оказаться полезной для понимания причин возникновения дефектов, например: цели операции, особенности технологии, влияние на последующие операции, состояние технологии и оборудования, имеющиеся тенденции и т. п.
Содержание стандарта
Когда мы говорим об операциях процесса поверхностного монтажа, обычно на ум приходят три из них: нанесение паяльной пасты, установка компонентов и пайка.
Однако нужно помнить, что причины возникновения дефектов могут лежать не только в основных, но и во вспомогательных операциях. В стандарте IPC-S-816 особое внимание уделяется таким важнейшим с точки зрения качества конечного изделия аспектам, как обращение с изделиями и материалами и входной контроль материалов и компонентов.
К сожалению, важность этих вопросов часто недооценивают, что отдельно подчеркивается в стандарте: «Проблемы с обращением являются вопросами, относящимися ко всему процессу, за которые никто не принимает на себя ответственность, хотя они существенно влияют на выход годных процесса поверхностного монтажа. Каждая охватываемая данным руководством большая операция, от нанесения адгезива до отмывки сборок на основе поверхностного монтажа, опирается на всеобъемлющую стратегию обращения с компонентами и сборками».
Устранение проблем с обращением со сборкой (рис. 1) представлено в стандарте в виде списка контрольных вопросов по четырем основным пунктам:
- электростатический разряд;
- выводы компонентов;
- хранение компонентов и материалов;
- промежуточное обращение.
Каждый пункт заставляет производителя обратить внимание на основные подходы к обеспечению безопасного обращения и на полноту предпринятых с этой целью мер.
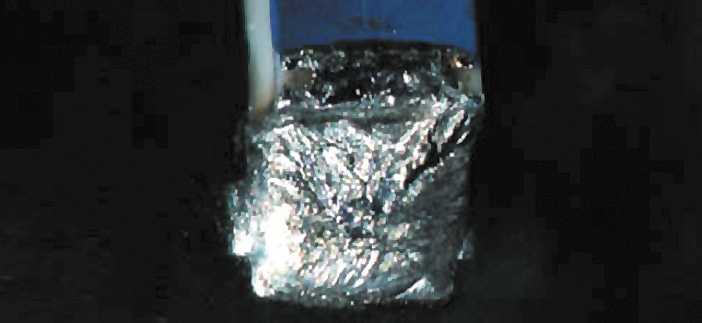
Рис. 1. Горячая деформация паяного соединения — типичный пример дефекта, возникающего из-за неправильного обращения со сборкой (изображение из стандарта IPC-A-610E)
Раздел «Входной контроль материалов и компонентов» также посвящен тому, чтобы подчеркнуть важность этой темы и ее влияние на качество современных изделий, отличающихся высокой сложностью.
Приведенный выше список основных операций поверхностного монтажа, безусловно, неполный, хотя и отражает наиболее распространенную технологическую цепочку. Типовые операции, рассмотренные в стандарте, включают в себя:
- нанесение адгезива;
- нанесение паяльной пасты;
- установку компонентов;
- инфракрасную/конвекционную пайку оплавлением;
- пайку оплавлением в паровой фазе;
- пайку волной;
- отмывку;
- ремонт и восстановление.
Нанесение адгезива
Нанесение адгезива (рис. 2) широко применяется в технологии двустороннего поверхностного и смешанного монтажа для удержания относительно тяжелых компонентов с нижней стороны платы при пайке оплавлением или компонентов поверхностного монтажа при применении пайки волной. Операция обычно выполняется либо дозированием, либо трафаретной печатью. На этой операции возможно возникновение проблем, которые впоследствии могут привести к потере компонента или нарушению минимальных требований к паяным соединениям (например, из-за попадания адгезива в область пайки).
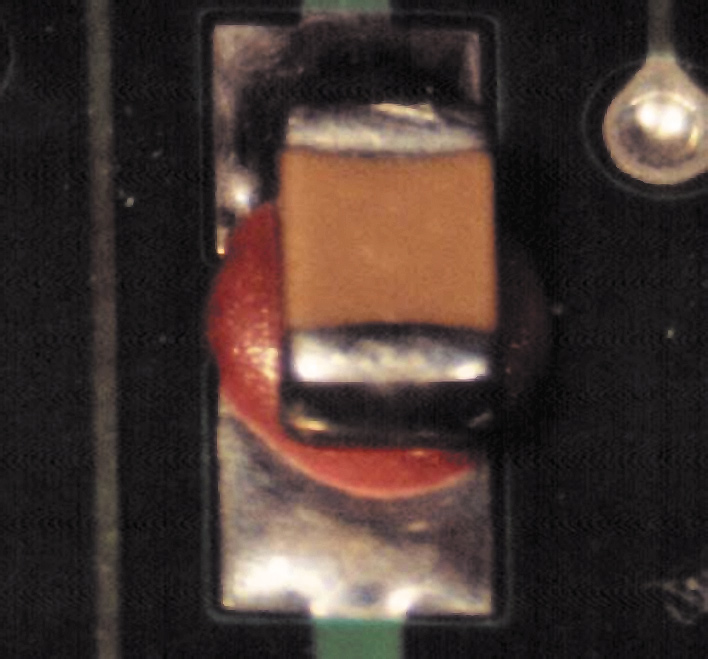
Рис. 2. Неправильное нанесение адгезива может стать причиной невыполнения требований к паяному соединению (изображение из стандарта IPC-A-610E)
Нанесение паяльной пасты
Нанесение паяльной пасты — одна из наиболее типовых операций поверхностного монтажа. Ее влияние на качество конечного изделия очень высоко: такие дефекты, как перемычки, отсутствие соединения или недостаток припоя в галтели, а также припойные шарики, в большинстве случаев возникают из-за проблем на этой стадии. Кроме того, важность контроля состояний после этой операции обусловлена еще и тем, что исправление проблем до установки компонентов и пайки значительно дешевле и безопаснее, чем в конце техпроцесса: еще не установлены на плату дорогие компоненты, а сборка пока не подвергалась термическому воздействию. Удалить с платы неправильно нанесенную пасту относительно просто. (Этому, в частности, посвящен другой из перечисленных стандартов, опубликованный на русском языке, — IPC-7526.) Поэтому многие производители устанавливают дополнительную систему автоматической оптической инспекции после операции нанесения пасты, а производители оборудования предлагают такие системы, специально адаптированные для контроля отпечатков паяльной пасты.
Также следует отметить, что на качество нанесения паяльной пасты во многом влияют настройки оборудования и состояние самого материала, поэтому внимательное отношение к этой операции позволяет остановить появление систематических дефектов, а часто и предупредить их.
Паяльная паста также наносится дозированием или трафаретной печатью. Оба метода подробно рассмотрены в стандарте. Приобретает также популярность метод бестрафаретной печати. К сожалению, пока в стандарте он не нашел отражения в виде отдельного раздела, однако определенные соображения, касающиеся влияния параметров пасты на результат, могут быть использованы и для этого метода.
Установка компонентов
Установка компонентов — операция, пожалуй, в наибольшей степени зависящая от оборудования: как его конструкции и состояния, так и настроек (например, правильности управляющей программы). Поскольку компоненты устанавливаются до операции пайки, на этом этапе также очень высоко влияние возникающих проблем на качество конечного изделия, а их предупреждение или безотлагательное устранение позволяет сэкономить на ремонте.
Важность этой операции резко возрастает при применении миниатюрных компонентов, компонентов с малым шагом выводов, а также современных сложных корпусов, таких как BGA и CSP.
Инфракрасная / конвекционная пайка оплавлением
Инфракрасная / конвекционная пайка оплавлением — один из самых распространенных методов пайки в серийном производстве по технологии поверхностного монтажа. После пайки оплавлением изделие уже собрано, поэтому многие несоответствующие состояния являются дефектами конечного изделия. Особенность групповой пайки в том, что причины многих дефектов, возникающих при ее выполнении, кроются в предшествующих операциях. При этом после пайки установить истинную причину дефекта оказывается сложно, что еще раз подчеркивает важность внимания к качеству процесса на ранних стадиях.
Кроме того, любая групповая пайка вносит свои проблемы, в основе которых лежит термическая обработка — ответственный и опасный процесс для компонентов, плат и сборок в целом. Особую опасность представляют скрытые дефекты, проявляющиеся со временем в виде мгновенных или перемежающихся отказов.
Нагрев, в частности, может вызывать такие проблемы, как разбрызгивание пасты, расслоение и коробление плат, повреждение компонентов (рис. 3).

Рис. 3. Трещина в компоненте (изображение из стандарта IPC-A-610E)
Пайка оплавлением в паровой фазе
Пайка оплавлением в паровой фазе — метод групповой пайки, обладающий рядом уникальных особенностей, что послужило выделению этой операции в особый раздел стандарта. Парофазная пайка отличается от «традиционной» конвекционной пайки как методом передачи тепла сборке, так и вытекающими из особенностей процесса проблемами. Как известно, при парофазной пайке перегреть сборку невозможно, поэтому ряд проблем, связанных с нагревом, устраняются самой физикой процесса. С другой стороны, существует ряд проблем, связанных с правильностью применения жидкости для пайки как специализированного технологического материала.
Пайка волной
Пайка волной применяется в поверхностном монтаже все реже, однако этот метод остается самым производительным при смешанном монтаже на поверхность и в отверстия печатных плат. В отличие от пайки оплавлением этот метод не требует предварительного нанесения паяльной пасты, однако сам процесс сложен и, как следствие, является потенциальным источником ряда специфических проблем.
Влияние здесь могут оказать как многочисленные настройки оборудования, так и состояние и тип припоя, а также, в значительной степени, правильность конструирования печатной платы.
Отмывка
Отмывка — операция, не всегда присутствующая в техпроцессе сборки электронных узлов, но если она необходима в силу особенностей конструкции (например, при наличии конформного покрытия), технологии (применение активных флюсов, особенности электрического тестирования и др.) или в соответствии с требованиями заказчика, качество ее выполнения может оказать решающее влияние на наличие дефектов конечного изделия.
Собственно, проблемы отмывки заключаются в наличии остатков загрязнений, как неотмытых, так и образовавшихся в процессе отмывки, особое место среди которых занимает так называемый «белый налет».
Общим вопросам проблем отмывки посвящен отдельный раздел стандарта. Кроме того, учитывая важность этой операции, ассоциация IPC выпустила стандарт IPC-CH-65, новая редакция которого (B) вобрала в себя различные методы отмывки, ранее включавшиеся в стандарты IPC-SC-60A, IPC-SA-61A, IPC-AC-62A и IPC-CH-65A.
Ремонт и восстановление
Ремонт и восстановление — также потенциальные источники причин дефектов, связанных с различными факторами, не последнее место среди которых занимает термическое воздействие при снятии и монтаже компонентов (рис. 4). В стандарте IPC-S-816 имеется раздел, содержащий как общие сведения по обеспечению безопасности ремонта и восстановления для электронных сборок, так и таблицы с причинами проблем и корректирующими действиями, аналогичные другим разделам.
Сведенные в общие таблицы вероятные причины проблем могут оказаться крайне полезными. Однако обеспечение высокого качества ремонта — отдельная большая тема, и ей посвящен стандарт IPC-7711/21, последняя редакция которого (B) насчитывает около 360 страниц. Русскоязычное издание этого стандарта готовится в ближайшее время.

Рис. 4. Пятнистость — состояние, которое может возникнуть при неправильном ремонте (изображение из стандарта IPC-A-610E)
Заключение
Стандарт IPC-S-816 содержит наиболее распространенные причины типовых проблем операций поверхностного монтажа, связанных с физическими основами процессов. Поэтому, несмотря на солидный возраст (выпуск его оригинальной редакции датируется 1993 годом), он до сих пор остается востребованным, а его перевод был выполнен по запросам российских компаний. В нем содержится полезная базовая информация, которая, в сочетании со знаниями особенностей конкретных изделий и процессов, может оказать значительную помощь в повышении качества продукции.
 29 июля, 2022
29 июля, 2022 18 марта, 2022
18 марта, 2022